Die neuen Coro Turn-Prime-SL-Schneidköpfe erfüllen laut Sandvik die Branchenanforderungen der Öl- und Gas- und Luftfahrtindustrie sowie aller Fertigungsunternehmen, die Innenbearbeitungen von Bohrungen mit Durchmessern über 90 mm und bei Überhängen von bis zu 8-10xD durchführen. „Die Fähigkeit, von innen nach außen zu bearbeiten, welche durch die Kombination aus dem neuen Coro Turn-Prime-SL-Schneidkopf und der Prime Turning-Methode möglich wird, unterstützt eine exzellente Spanabfuhr und Spankontrolle“, erklärt Hakan Ericksson, Produktmanager Allgemeine Drehbearbeitung bei Sandvik Coromant. „Fertigungsunternehmen können dadurch eine hervorragende Oberflächenqualität, eine höhere Produktivität, eine längere Standzeit und eine hohe Maschinenauslastung erreichen.“
Kleiner Eintrittswinkel, Steigerung der Produktivität
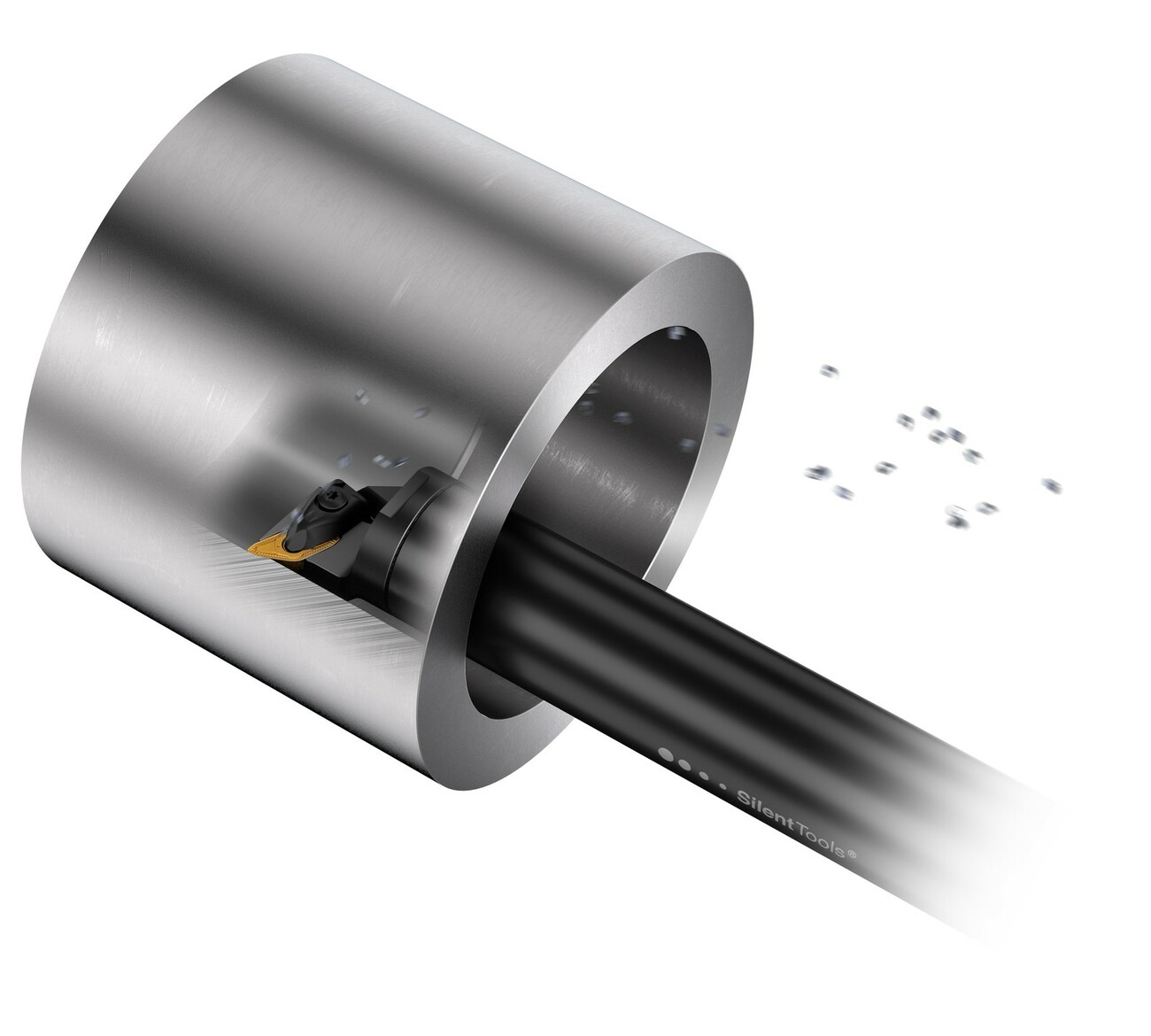
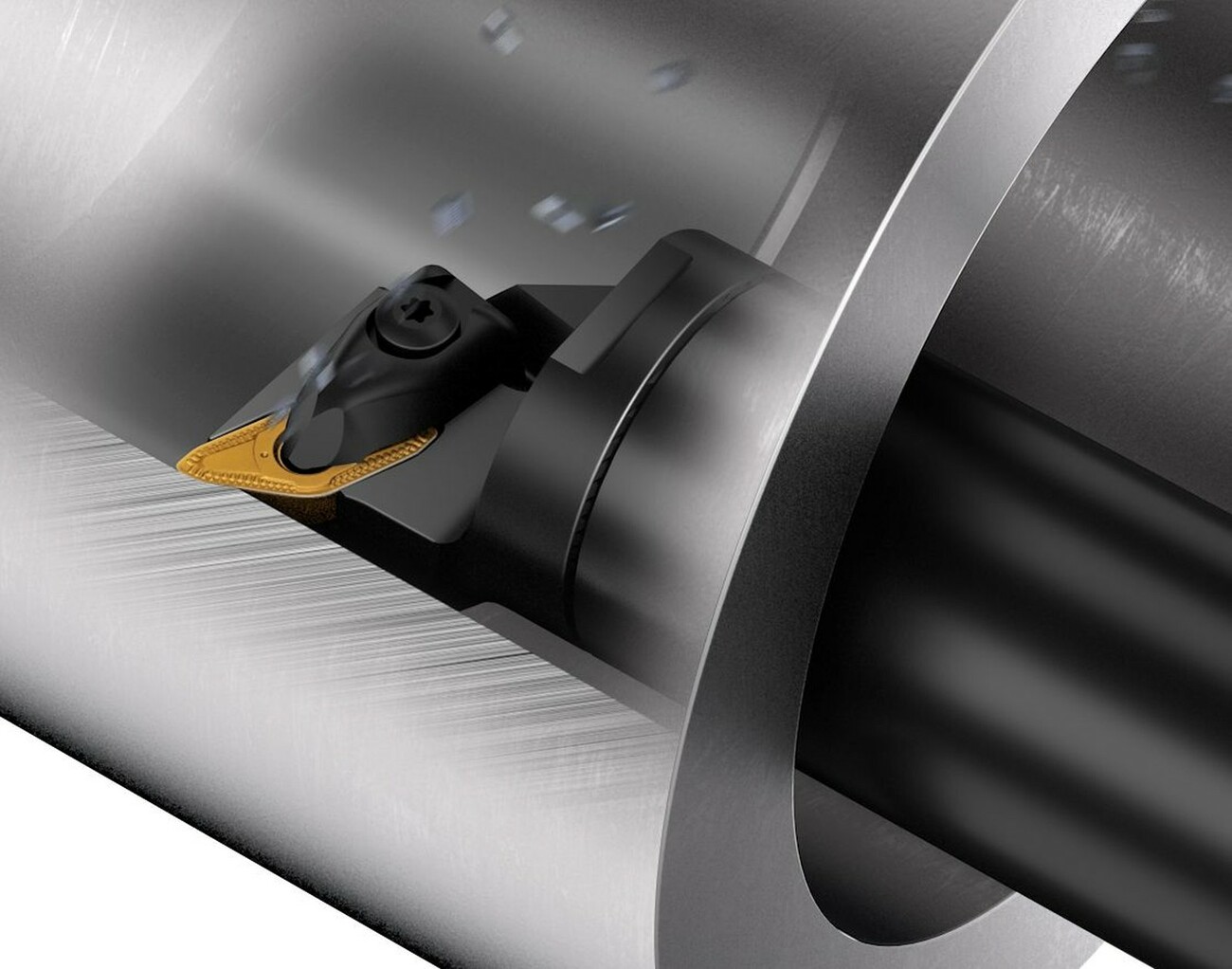
Im Gegensatz zur herkömmlichen Innendrehbearbeitung dringt beim Prime Turning das Werkzeug nahe des Drehfutters in das Material ein und trägt das Metall ab, während es wieder in Richtung Bohrungsaustritt verfährt (von innen nach außen). Dies ermöglicht die Anwendung eines kleinen Eintrittswinkels, der erhebliche Produktivitätssteigerungen bietet. Falls nötig ist eine Variante mit umgedrehten Plattensitz erhältlich, mit welcher Prime Turning auch in umgekehrter Richtung, also von außen nach innen genutzt werden kann. Es gibt zwei Wendeschneidplatten für die Innendrehbearbeitung mit Prime Turning: die A-Type-Wendeschneidplatten für das Profildrehen, Schlichten und leichtes Schruppen sowie die B-Type-Wendeschneidplatten für das Schruppen bis zum Schlichten.
Höhere Standzeiten, höhere Schnittdaten - keine Späneklemmer
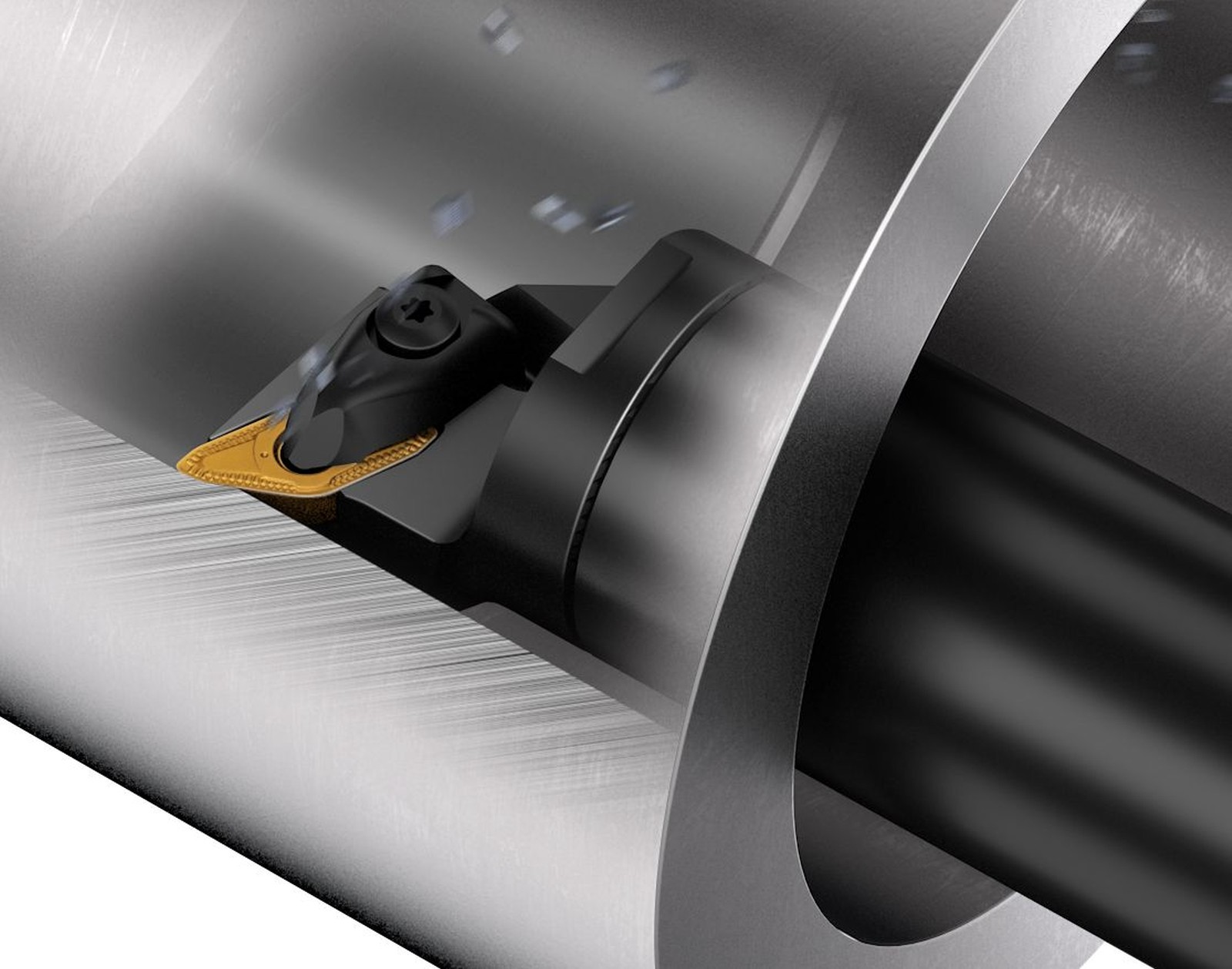
Mit Prime Turning lassen sich Schnitt- und Vorschubgeschwindigkeit aufgrund eines kleineren Eintritts- und eines größeren Anstellwinkels verdoppeln. Letztere erzeugen dünnere und breitere Späne, die ihrerseits die Belastung und die Wärme vom Eckenradius wegführen – Resultat sind höhere Schnittdaten und/oder Werkzeugstandzeiten. Weil sich außerdem der Schnitt weg von der Schulter bewegt, besteht keine Gefahr von Späneklemmern – ein häufiger und unerwünschter Effekt der konventionellen Innendrehbearbeitung. Die Coro Turn-Prime-SL-Schneidköpfe ermöglichen eine große Anzahl an Werkzeugkombinationen aus einem kleinen Bestand an Adaptern und Schneidköpfen. Sie sind mit einem SL-Kupplungsdurchmesser von 40 mm erhältlich und können für eine vibrationsfreie Innenbearbeitung mit Stahl- und Vollhartmetallstangen sowie mit schwingungsgedämpften Silent-Tools-Bohrstangen verwendet werden.
Optimale Spankontrolle
Als Weiterentwicklung bietet Sandvik Coromant ab sofort die neue -H3-Geometrie für optimale Spankontrolle – denn diese stellt bei der Bearbeitung von kohlenstoffarmen und hochfesten Stählen (ISO P Werkstoffe) sowie ISO-S-Materialien eine echte Herausforderung dar. Die -H3-Geometrie ist für B-Type-Wendeschneidplatten in den Sorten GC4325, GC1115 und H13A erhältlich.
cd