
Wie ein Chiron-Bearbeitungszentrum Kennametall bei extralangen Bohrwerkzeugen hilft. Die Erkenntnis ist nicht neu, trifft aber doch immer wieder zu: Die erste Maschine verkauft der Vertrieb, die weiteren der Service. Genau diese Aussage passt zur Investitionsentscheidung von Kennametal. „Wir haben bereits mehrere Bearbeitungszentren von Chiron, die alle älter als zehn Jahre sind, und damit durchweg gute Erfahrungen gemacht“, berichtet Michael Forster, bei der Kennametal Produktions GmbH & Co. KG in Nabburg verantwortlich für die Pro-zesstechnik und EHS-Koordinator. „Mit dem Service waren wir immer sehr zufrieden.“ Andreas Fink, Teamleiter im Werk Nabburg Steel, ergänzt: „Wir fühlen uns bei Chiron in guten Händen. Der Service war beim Kauf ein wesentlicher Punkt für uns, denn auch eine neue Maschine läuft nicht immer. Dann ist es wichtig, wie schnell der Service reagiert und wie gut die Ersatzteilverfügbarkeit ist – und dort sticht Chiron viele Mitbewerber aus.“
Eine Investition in die Zukunft
So fiel die Wahl auf die Chiron Mill 3000, wobei das neue 5-Achs-Bearbeitungszentrum für den Kennametal-Standort zudem eine Investition in die Zukunft sein sollte – und das hing unmittelbar mit der Größe zusammen. „Das Ziel von Kennametal war es von Anfang an, Bohrer bis zu einer Länge von 2 m bearbeiten zu können“, erinnert sich Markus Schimansky, zuständig für technische Beratung und Vertrieb bei der Chiron Group SE. Und diese Vorgabe spielte bei der gesamten Auslegung der Maschine eine wichtige Rolle.
Spezialisiert auf kundenspezifische Lösungen
Dazu folgender Hintergrund: Der Standort in der Schlörstraße in Nabburg – es gibt noch einen zweiten – ist mit seinen knapp 300 Mitarbeitern auf Trägerwerkzeuge aus Stahl spezialisiert und im Konzern das Leitwerk für modulare Bohrwerkzeuge. „Wir sind das einzige Werk, das diese Produkte fertigt und zwar sowohl die Standard- als auch die kundenspezifischen Ausführungen“, erklärt Forster. Und gerade die kundenspezifischen Lösungen sind das Aushängeschild von Nabburg. „Egal was der Kunde will, wenn es konstruktiv möglich ist, setzen wir es um, weil wir das Know-how dazu haben“, betont Fink. Dabei liegt die Kernkompetenz im Fräsen.
Das Hauptprodukt sind neben Hydrodehnspannfuttern die modularen Bohrwerkzeuge, bestehend aus dem Grundträger aus hochlegiertem Werkzeugstahl und dem Bohrkopf aus HSS. Das Spektrum verteilt sich auf über 8.000 Artikel, davon 2.500 Katalogartikel. Der Rest sind kundenspezifische Lösungen, meist in Losgrößen von drei bis fünf Stück. Diese kundenspezifischen Lösungen haben stückzahlmäßig einen Anteil von 23 %, wertmäßig von 43 %. Das Spektrum reicht beim Durchmesser von 6 bis 320 mm und bei der Länge von 50 mm bis 1,4 m. Abnehmerbranchen für die Bohrer sind vor allem die Energieerzeugung, der allgemeine Maschinenbau, die Luft- und Raumfahrt sowie das Transportwesen.
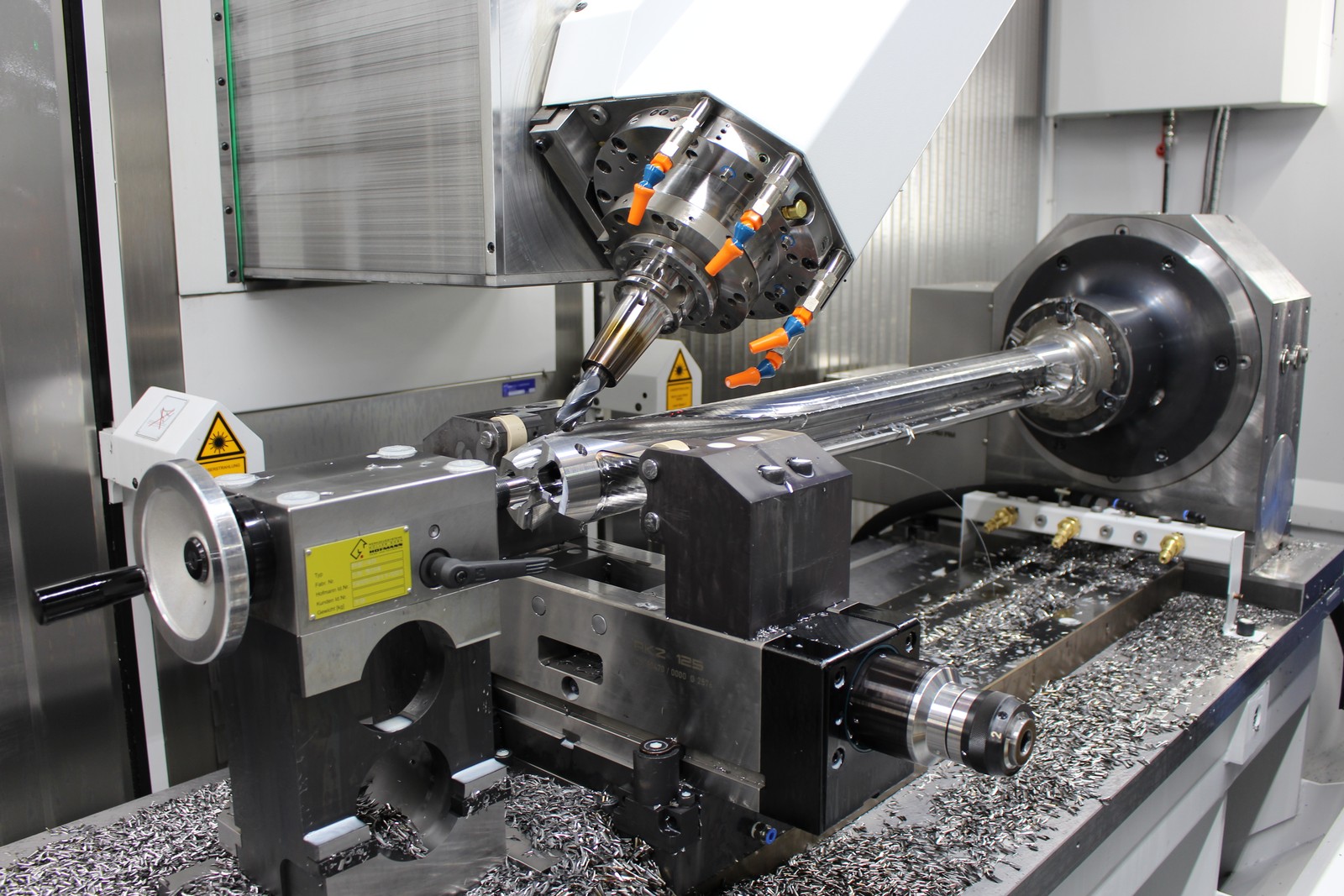
Für Bohrer bis 2 m: Beim Bauraum einen großen Schritt machen
Die Chiron-Maschine war nun schwerpunktmäßig für die Fertigung der KSEM-Plus-Bohrer in allen Abmessungen vorgesehen. Sie werden bis zu einem Durchmesser von 101 mm und einer Länge bis 10 × D im Standard, und bis 127 mm und 15 × D als kundenspezifische Lösung geliefert. „Und vom Bauraum wollten wir einen richtig großen Schritt machen und unsere bisherigen Dimensionen sprengen“, erläutert Forster. „Denn bislang waren wir auf eine Bohrerlänge von 1,4 m limitiert und mussten Kundenwünsche, die darüber hinausgingen, ablehnen. Deshalb sollten zukünftig Bohrer bis 2 m Länge fünfseitig komplett bearbeitet werden können, also Mantelfläche und Stirnseite in einer Aufspannung.“
Rüstaufwand konnte teilweise halbiert werden
Mit der Mill 3000 haben sich die Abläufe nun wesentlich vereinfacht. „Auf der alten Maschine mussten lange Bauteile mit vielen Sonderkonstruktionen und Hilfsmitteln in teilweise vier bis fünf Aufspannungen zerspant werden“, schildert NC-Programmierer Johannes Ries. „Das erforderte immer wieder ein erneutes Ausrichten der Bohrer, wodurch sich Fehler einschleichen konnten. Jetzt spannen wir nur einmal, bearbeiten dann komplett und sind somit genauer.“ Dazu ergänzt Julian Linsmeier, Teamkoordinator Bohrwerkzeuge: „So konnten wir den Rüstaufwand teilweise halbieren. Weil die Bauteile heute in einer Aufspannung komplett fertig sind, können sie direkt an den nächsten Bearbeitungsplatz, sodass sich die Durchlaufzeit deutlich verkürzt hat.“ Das Chiron-Motto „Vorsprung in Sekunden“ hat bei Kennametal also eine andere Bedeutung, trifft aber ebenso zu, wie Schimansky treffend formuliert: „Eine Maschine verdient nur Geld, wenn sie läuft und der Schritt von kundenspezifischen Lösungen auf standardisierte Spannkonzepte verkürzt die Zeit beim Rüsten der Anlage.“
Insgesamt bewies der Hersteller aus Tuttlingen bei dem Projekt große Flexibilität, die sich zum Beispiel auch daran zeigte, dass die KM4X-Schnittstelle von Kennametal verbaut werden musste. „Dies war eine Konzernvorgabe, doch es ist nicht jeder Maschinenhersteller bereit dazu“, so Forster. „Für Chiron war es jedoch kein Thema, die entsprechende Spindel und das passende Werkzeugmagazin zu liefern.“
Anpassung an nahezu alle Kundenwünsche
Das Eingehen auf Kundenwünsche wird laut Schimansky immer mehr zu einem entscheidenden Kriterium für den Werkzeugmaschinenbauer. Das gelte sowohl für die Maschine selbst als auch für deren Umfeld. „Bei der Mill-Baureihe haben wir hier besonders gute Voraussetzungen, weil sie vom Baukasten her so flexibel konzipiert ist, dass sie sich an nahezu alle Kundenwünsche anpassen lässt.“ So kann sie 3-, 4- oder 5-achsig ausgerüstet werden und die Achsen lassen sich in den Tisch oder in den Schwenkkopf legen. Ein weiterer Vorteil des Bearbeitungszentrums ist der vari-able X-Verfahrweg, der im Standard bei 800 mm anfängt und bis 8 m reicht. Doch es geht auch schon mal darüber hinaus, wie der Chiron-Vertriebsmitarbeiter verrät: „Für den Aerospacebereich wurden bereits Mill-Maschinen mit bis zu 12 m Verfahrweg gebaut.“
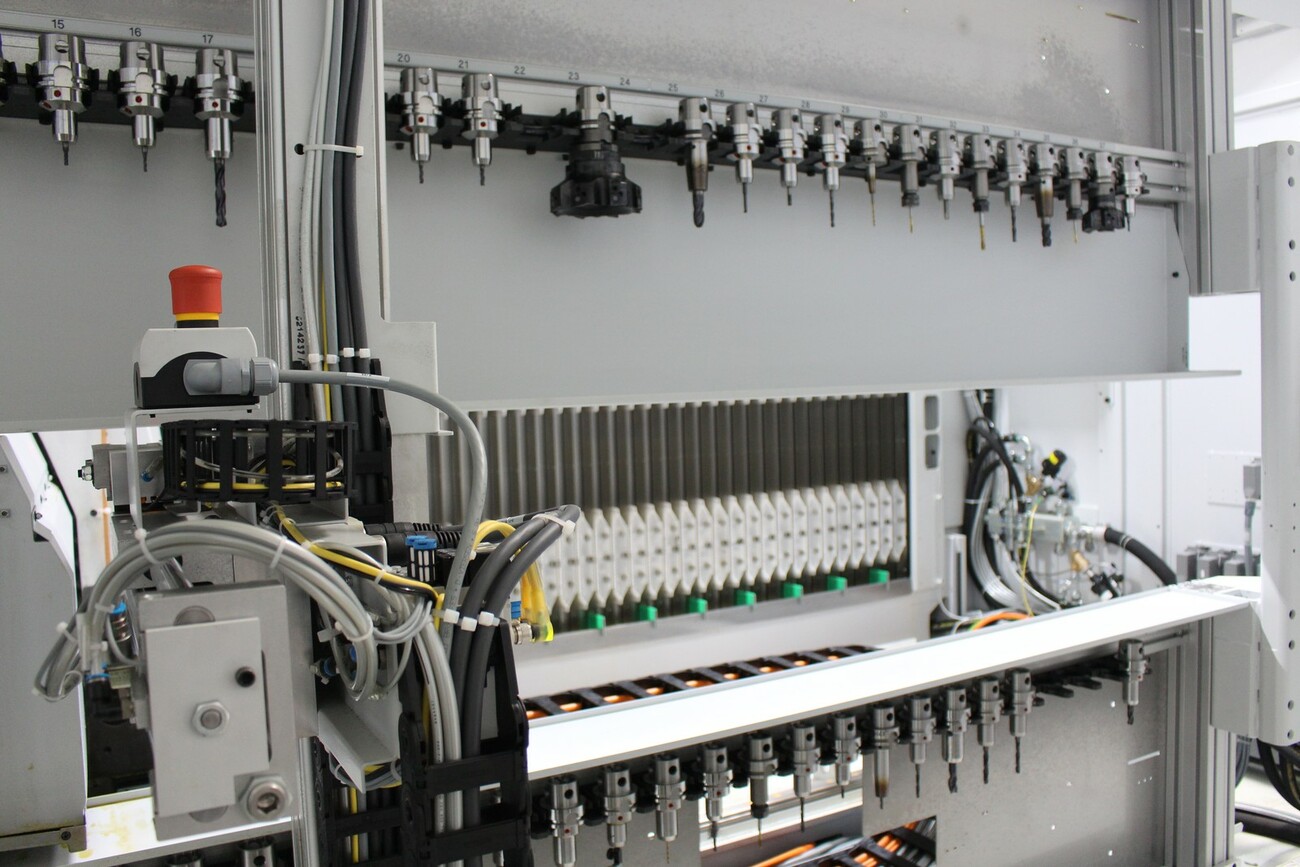
Bearbeitungszentrum kann hauptzeitparallel bestückt werden
Bei der Ausstattung des Bearbeitungszentrums kommt Kennametal vor allem das zweiteilige Werkzeugmagazin mit Hintergrundmagazin zugute. Ries beschreibt: „Während der Auftrag noch läuft kann hauptzeitparallel das Hintergrund-magazin bereits bestückt werden. Dazu verwenden wir chipkodierte Werkzeuge und haben ein selbstentwickeltes Rechnerprogramm, das die vorhandenen Werkzeuge sowie deren Standzeit vergleicht und uns dann sagt, welche Werkzeuge für das nächste Bauteil benötigt werden.“ Darüber hinaus verfügt die Mill 3000 über einen mitfahrenden Laser zur Werkzeugbruchkontrolle, zusätzliche Rundtische, Hochdruckkühlung und ein großes, schwenkbares Bedien-terminal. „In Summe haben wir bei der Chiron-Maschine alles richtig gemacht“, zieht Forster ein positives Fazit und blickt auch schon voraus. „Unser Wunsch wäre jetzt noch ein Duplikat der Mill 3000 zu haben – das wäre ideal.“ Doch das ist noch Zukunftsmusik.