Mit einem lauten Knall durchschlägt der Pendelhammer im Prüflabor der Deutschen Edelstahlwerke Specialty Steel GmbH & Co. KG (DEW) in Krefeld eine Stahlprobe. Tag für Tag ermitteln Prüfingenieure unter anderem mit dem Kerbschlagbiegeversuch sowie mit Zugversuchen die Qualität des produzierten Stahls. Die dafür erforderlichen Prüflinge kommen recht unscheinbar daher: Mit 55 mm Länge und einem quadratischen Querschnitt von 10 mm × 10 mm sind die standardisierten Prüfkörper aus Sicht der Zerspanung eher unspektakulär. Und doch hat deren Fertigung über Jahre hinweg einen kompletten Mitarbeiter beansprucht. „Um auf unserem Doosan-DNM-400-Bearbeitungszentrum einen Satz mit drei Prüflingen zu fertigen, vergehen rund 15 Minuten“, erläutert Christian Richter, Teamkoordinator Werkstoffprüfung bei DEW. „15 Minuten – das kann gerade so reichen, um parallel eine zweite Maschine zu bedienen, es kann aber auch kritisch sein.“ Obwohl zum manuellen Umspannen von der OP10 auf die OP20 kaum mehr als eine Minute erforderlich ist, war der Bediener in der Regel komplett für die Fertigung der monatlich rund 2.500 Einzelprüflinge gebunden. „Unser Ziel war es, mit einer wirtschaftlichen Automation sowohl die Flexibilität als auch die Maschinenauslastung in der Probenvorbereitung zu erhöhen“, beschreibt Richter das Projekt. „Es ging also bei dieser Automation nicht darum, Mitarbeiter einzusparen, sondern Freiräume für andere Aufgaben zu schaffen.“
Idee der maschineneigenen Beladung
Schnell stand fest, dass die vorhandene Maschine weiter genutzt werden sollte – eine klassische Situation also, wie sie häufig in etablierten Fertigungen vorkommt. Anfängliche Überlegungen, die Beladung über einen nachträglich installierten Roboter von außen zu bewerkstelligen, wurden schnell abgelöst durch die Idee der maschineneigenen Beladung. Mit dem Lean-Automation-Programm von Schunk lassen sich Werkzeugmaschinen einfach, schnell und kostengünstig automatisieren. Statt aufwändig in Peripherie zu investieren, werden all die Dinge genutzt, die in Werkzeugmaschinen bereits vorhanden sind: die Verfahrwege der Spindel, die Werkzeugaufnahmen, die Versorgung mit Druckluft oder Kühlschmiermittel sowie das Werkzeugmagazin. Über eine Schaftschnittstelle werden die Handhabungs- und Reinigungsmodule in Werkzeughaltern gespannt, im Werkzeugmagazin abgelegt und bei Bedarf auf die Maschinenspindel eingewechselt. Angetrieben werden die Lean-Automation-Greifer wahlweise mit Kühlschmiermittel oder mit Druckluft, die intern über die Schaftschnittstelle des Verbindungsmoduls zugeführt wird. „Wir waren schnell angetan von der Idee, die Beladung von innen unmittelbar aus der Maschine zu erledigen“, erinnert sich Richter. „Sowohl aus Platzgründen als auch aus Gründen der Sicherheit kam uns das Konzept gelegen, da wirklich alles komplett in der Maschine stattfindet. Ganz nach dem Motto: Tür zu und läuft.“
Zwei Operationen pro Bearbeitungszyklus
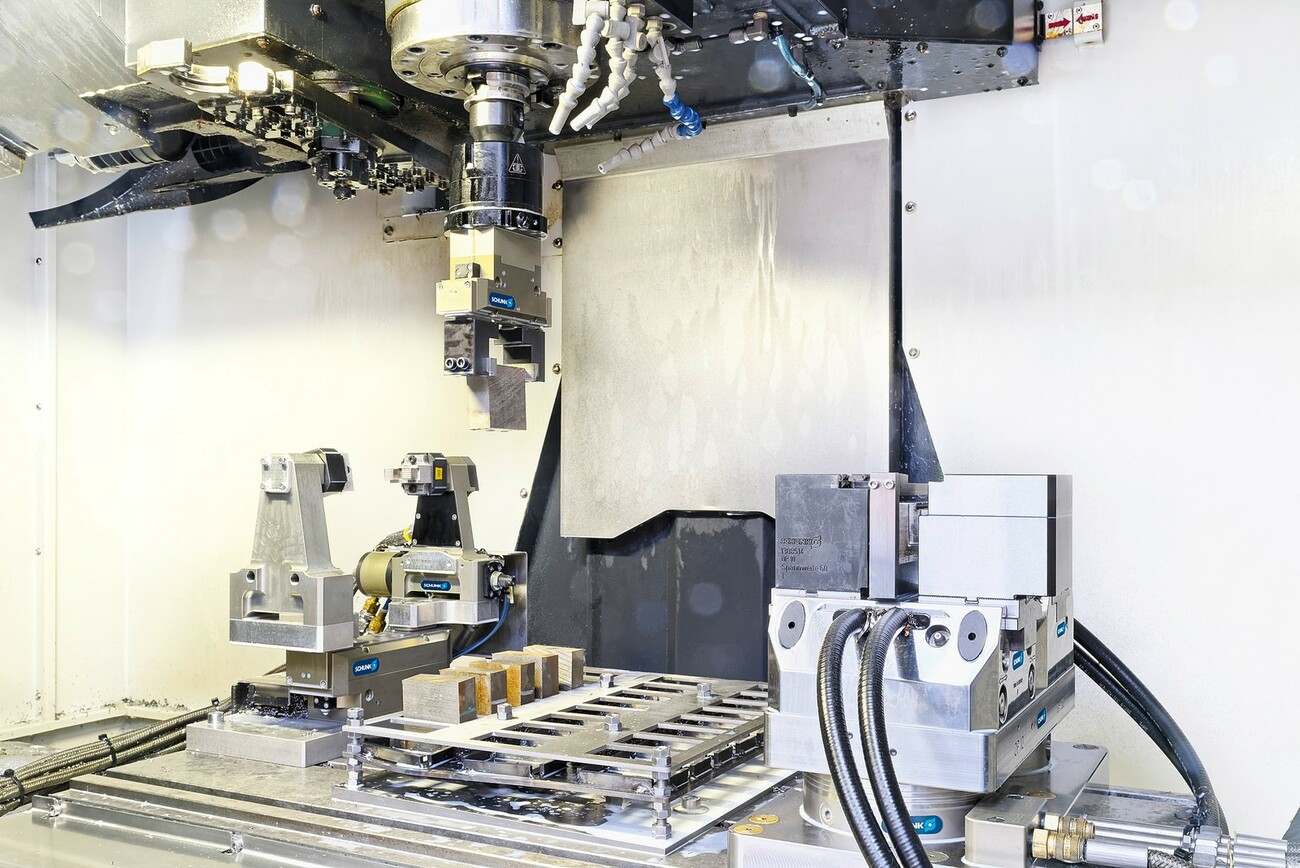
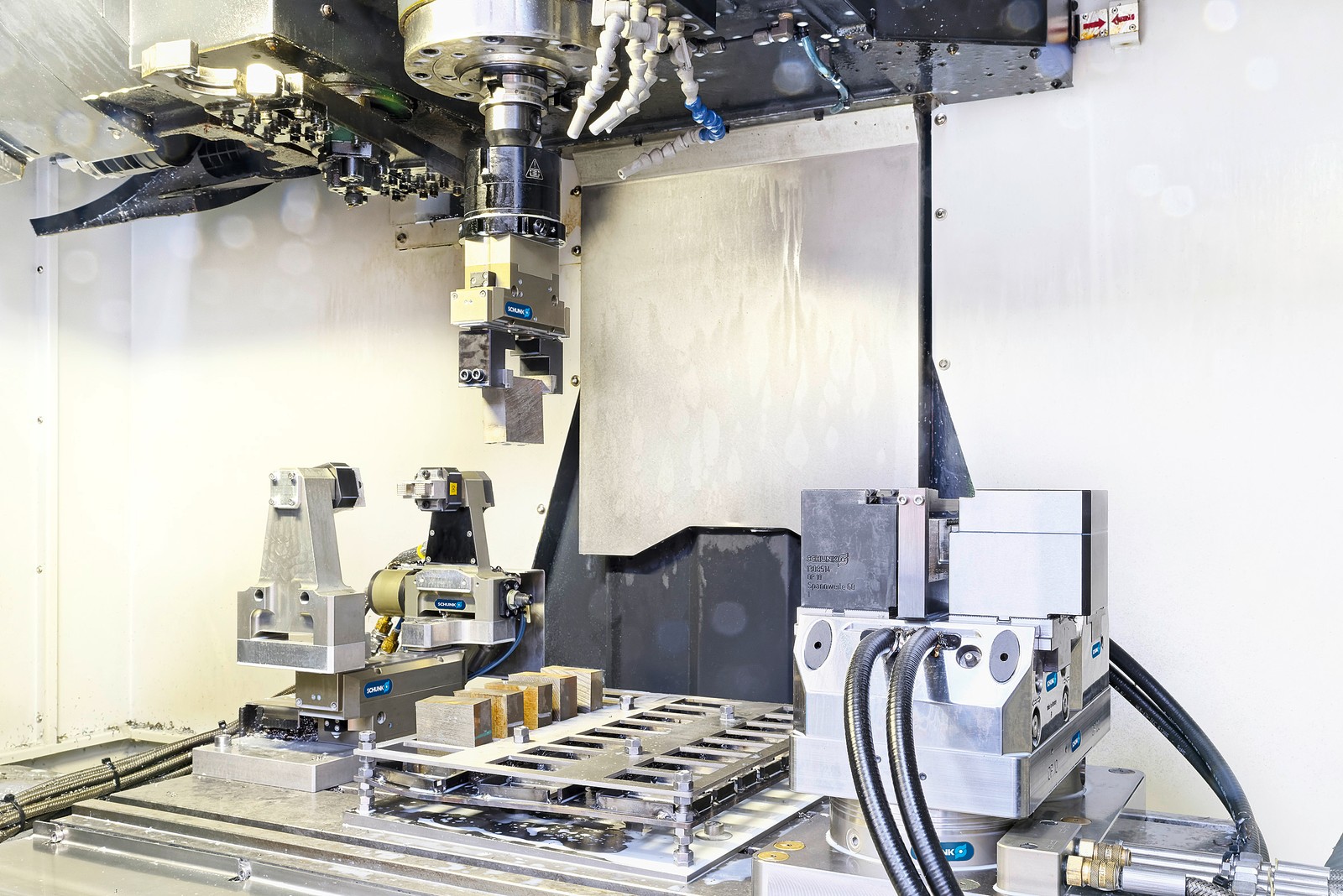
Zur Beladung fährt der in einem herkömmlichen Werkzeughalter gespannte, abgedichtete Schunk-PGN-plus-Universalgreifer mit GSW-B-Schnittstelle über die Maschinenachsen zum Werkstückmagazin. Dort entnimmt er den Rohling, der zuvor in einer Wasserstrahlanlage geschnitten wurde, und setzt ihn für die erste Aufspannung in einen Schunk-Kraftspannblock Tandem KSP-LH plus 160-IN. Anschließend wird die komplette Einheit aus Greifer, Verbindungsmodul und Aufnahme im Werkzeugmagazin abgelegt und die Bearbeitung startet. Sobald diese abgeschlossen ist, wechselt die Maschine erneut den Greifer ein und transportiert das bearbeitete Teil in eine eigens für die Anwendung konstruierte Wendestation, die das Werkstück um 180° dreht. Anschließend setzt der Greifer das gewendete Teil für die OP20 in einen Tandem-KSP-plus-160-IN-Kraftspannbock, lädt ein neues Rohteil in den ersten Spanner und die Zerspanung beginnt von vorn. In jedem Bearbeitungszyklus erfolgen also stets zwei Operationen unmittelbar nacheinander: eine im ersten und eine im zweiten Spannblock. Am Ende der OP20 werden schließlich die drei Prüflinge getrennt, als Paket zusammengeschoben, mit dem Greifer entnommen und im Werkstückmagazin an definierten Plätzen abgelegt. So ist jederzeit gewährleistet, dass die Prüflinge eindeutig zugeordnet werden können. Um zu verhindern, dass zu hohe Kräfte auf die Maschinenspindel wirken, wenn sich die Werkzeugmaschine selbst belädt, ist der Spindelgreifer mit der Ausgleichseinheit GSW-B-AGE von Schunk ausgestattet, die Toleranzen und Ungenauigkeiten in sechs Freiheitsgraden ausgleicht. Mit ihr lassen sich Werkstücke so lange gegen die feste Backe der Kraftspannblöcke drücken, bis das Teil gespannt ist. Vor jedem Bearbeitungszyklus werden die Spannmittel und die Wendestation sowie das Rohteil mithilfe eines Reinigungsgeräts von Spänen und Schmutz befreit.
Spannblock mit großem Hub
Die zur Werkstückspannung eingesetzte Baureihe der Tandem-plus-Kraftspannblöcke ist speziell auf die automatisierte Beladung zugeschnitten. Mit ihrer quadratischen Grundfläche und ihren kompakten Abmessungen erlauben die Spanner eine dichte Anordnung auf der 2-fach-Spannpalette. Um in der OP10 möglichst hohe Spannkräfte, aber auch einen großen Hub für die unterschiedlichen Rohlingsgrößen zu gewährleisten, hat sich Richter für einen Langhubspanner in Baugröße 160 mit 8 mm Backenhub und 20 kN Spannkraft entschieden. In der zweiten Aufspannung, wenn die komplette Fläche gefräst werden muss, ist dann ein Tandem plus 160 mit 3 mm Backenhub und 45 kN Spannkraft im Einsatz. Beide Spannblöcke sind mit induktiven Näherungsschaltern ausgestattet, so dass zur Prozessüberwachung der Spannzustand detektiert werden kann. Ein einteiliger, steifer Grundkörper, eine Keilhakenkinematik sowie lange, geschliffene Backenführungen sorgen bei den Spannblöcken für konzentrierte Spannkräfte auf engstem Raum. Zugleich gewährleisten sie eine Wiederholgenauigkeit von 0,02 mm. Schunk-Grip-Backen sorgen auch dann für einen sicheren Halt, wenn bei kleiner Spannfläche hohe Zerspankräfte wirken. Eine optimierte Außenkontur, eine spezielle Gestaltung der Grundbacken und Abdeckleisten sowie minimale Spaltmaße und Abdeckstopfen für die Befestigungsschrauben verhindern, dass sich Schmutznester bilden oder Späne und Staub in den Spanner eindringen.
Drei Proben werden zusammen aus dem Vollen gefräst
„Mit dem Spannsystem, dem Magazin und der Wendevorrichtung nutzen wir den Maschinentisch komplett aus“, erläutert Richter. Während früher jeder Prüfkörper einzeln gefertigt wurde, werden heute drei Proben zusammen aus dem Vollen gefräst, im letzten Bearbeitungsschritt vereinzelt und schließlich als Paket gehandhabt. Auf diese Weise konnten auch die Nebenzeiten reduziert werden. Um auf dem Bearbeitungszentrum trotz Automation möglichst flexibel zu bleiben, ist die Maschine mit einer Schunk-Spannstation Vero-S NSL plus 200 ausgerüstet, auf der unterschiedliche Paletten und Spannmittel platziert werden können. Dank Medienübergabe lassen sich pneumatisch betätigte Komponenten, wie die beiden Kraftspannblöcke, aber auch hydraulisch oder per Vakuum betätigte Spannmittel sekundenschnell per Plug & Work in Betrieb nehmen. „Für uns war entscheidend, dass wir bei Bedarf jederzeit eine Einzelfertigung realisieren können und für die Zukunft flexibel aufgestellt sind. Dafür ist das Nullpunktspannsystem ideal“, unterstreicht der Teamkoordinator.
Zerspanungs- und Programmierkenntnisse reichen aus
Dass für das System kein spezielles Robotik-Know-how erforderlich ist, sondern auch ein CNC-Zerspaner mit Programmierkenntnissen zurechtkommt, ist seiner Ansicht nach ein klarer Pluspunkt: „So können wir den Prozess in eigener Regie führen und bei Bedarf flexibel reagieren.“ Sollte die Lean-Automation-Lösung einmal nicht mehr eingesetzt werden, weil die Anwendung beispielsweise auf eine neue Maschine wechselt, lassen sich die Komponenten jederzeit in anderen Anwendungen einsetzen. Den größten Nutzen des Systems sieht Richter jedoch in der hohen Flexibilität beim Bediener. Seitdem die Lean-Automation-Lösung im Einsatz ist, kann dieser auch andere Aufgaben übernehmen. „Obwohl das Magazin auch heute noch manuell bestückt wird, hat der Werker nun die Freiheit, eine zweite Maschine zu bedienen oder anderen Tätigkeiten nachzugehen“, betont er. Und auch der nächste Schritt steht bereits fest: „Sobald die Mitarbeiter vollständig mit dem neuen System vertraut sind und alles reibungslos funktioniert, werden wir die nächste Stufe starten und nach Feierabend mehrere Sätze mannlos bearbeiten.“
cd