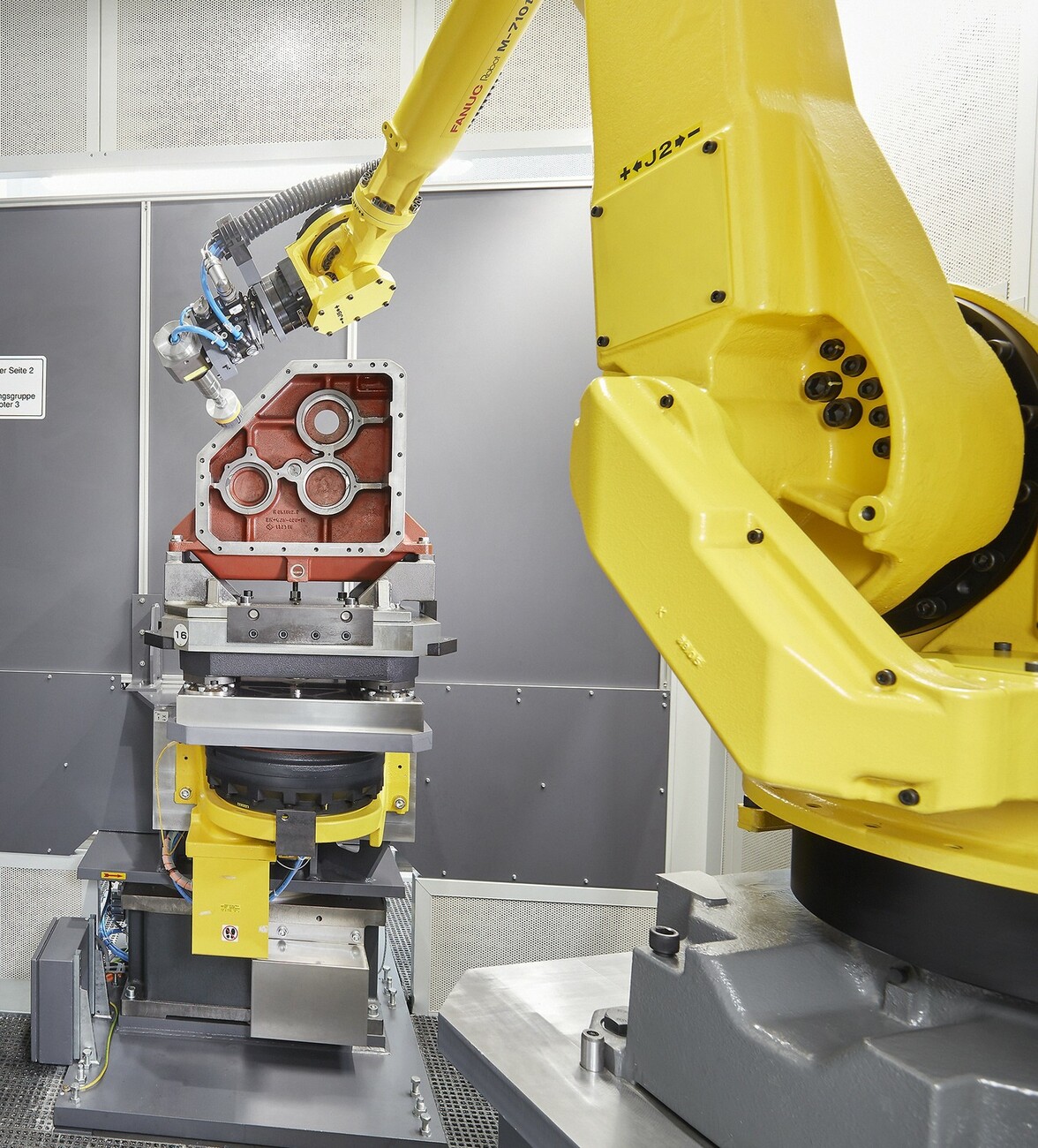
Die schweren Getriebeteile in der neuen Fertigungslinie bei Kordel Antriebstechnik in Dülmen mussten automatisiert werden, weil sie bis zu 500 kg wiegen und damit eindeutig zu schwer sind, um sie manuell bewegen zu können. Deshalb steht für die fünf miteinander verketteten Bearbeitungszentren jetzt ein 6-Achs-Roboter zum automatischen Entgraten zur Verfügung.
Geriebeteile bis 500 kg hauptzeitparallel vollautomatisch im Nebenprozess entgraten
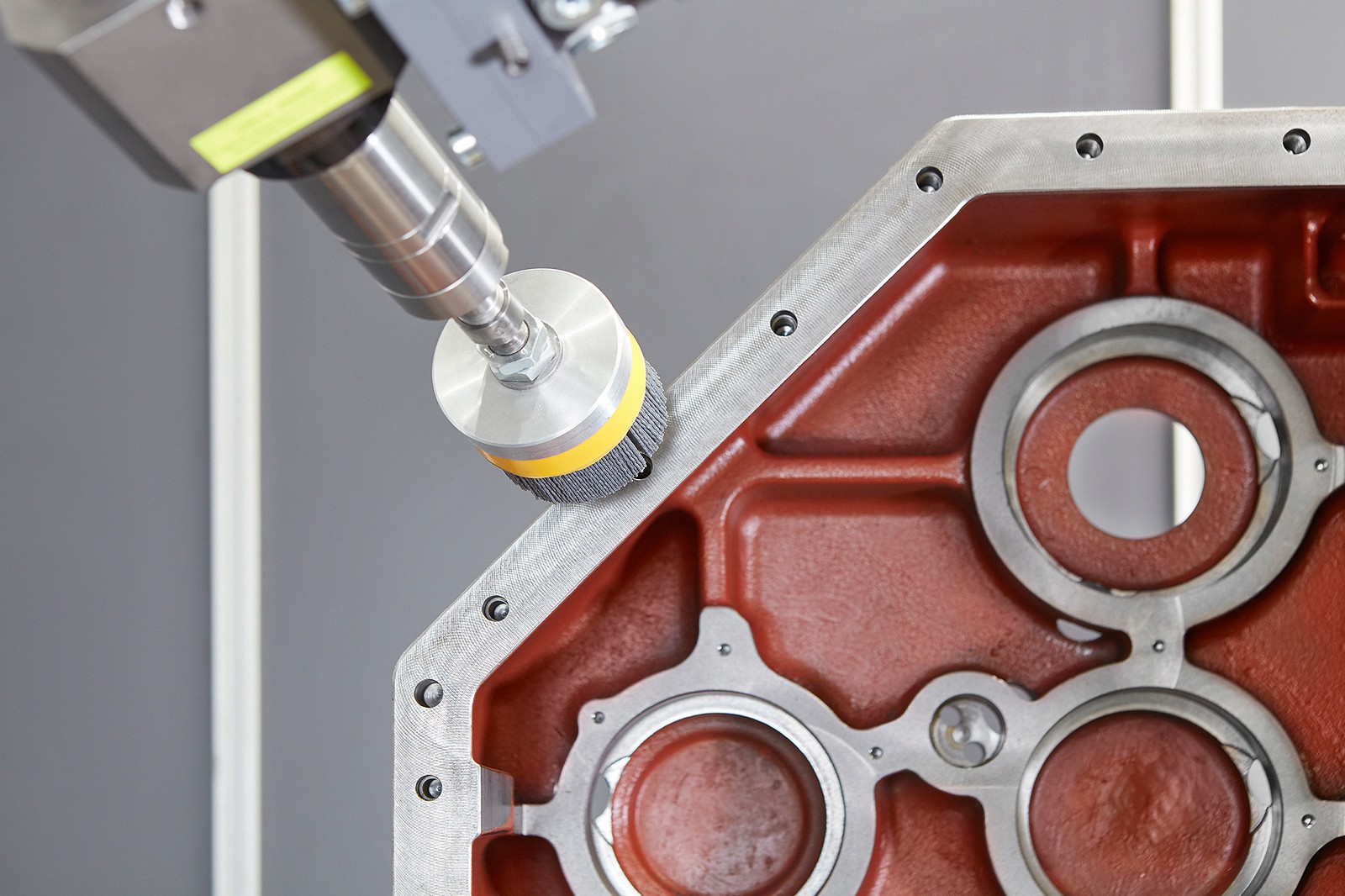
Zwischen Bearbeitung und Montage werden die fertigen Getriebeteile entgratet. Grundsätzlich könnte auch die Fräsmaschine diesen Schritt teilweise übernehmen; dies ist in einer automatisierten Fertigung allerdings unwirtschaftlich. Deshalb findet das Entgraten als Nebenprozess hauptzeitparallel und vollautomatisch mit dem Roboter statt. Bei rohen Kanten ist der Roboter der Fräsmaschine zudem auch technisch überlegen, weil er besser mit den abweichenden Maßen fertig wird, die bei Gussteilen üblich sind. Das Kardangelenk des Roboters sorgt für die nötige Beweglichkeit in allen Achsen und stellt sicher, dass das Werkzeug an alle Kanten heran- und in alle Bohrungen hineinkommt. Auch deshalb ist sein Einsatz sinnvoll, denn die Automatisierung der Fertigung lohnt sich umso mehr, je weniger Prozesse übrig bleiben, die händisch vorgenommen werden müssen. Dem Roboter werden die Teile durch ein automatisiertes Regalbediengerät zugeführt, in der Zelle entgratet und wieder ins Regal zurückgestellt. In der Entgratzelle befindet sich ein Palettenwechsler mit einem Rundtisch, sodass auch das Werkstück im Entgratprozess bewegt werden kann. Passend zum ausgewählten Werkstückprogramm bzw. der ausgewählten Bearbeitung wählt der Roboter den richtigen Greifer und die richtigen Werkzeuge aus.
Bedienung ohne Programmierkenntnisse
Bei allen Maschinen ist die Bedienfreundlichkeit ein wichtiger Punkt. Intuitiv zu bedienen und schnell zu erlernen sollen moderne Maschinenabläufe sein. Rile, die Unternehmensgruppe mit Sitz in Deggendorf und fast 250 Beschäftigten, hat deshalb den Roboter für Kordel mit einem CAD/CAM-Programm ausgestattet, über das der Bediener manuell am Modell die Stellen auswählt, die entgratet werden sollen. Jedes Werkstück wird einmal in das Programm eingeladen und hinterlegt. Für die jeweilige Bearbeitung ist es dann möglich, am Bildschirm einzelne Kanten auszuwählen, die Tiefe der Fasen zu bestimmen und das passende Werkzeug auszuwählen. Das CAM-System generiert aus diesen Informationen das passende Roboterprogramm und prüft die Laufzeit. So lassen sich individuelle Bearbeitungen für die hinterlegten Bauteile unkompliziert und ohne spezifische Programmierkenntnisse konfigurieren. Rile hat mit dieser Lösung für die Programmierung des Roboters einen echten Vorteil für den täglichen Ablauf der Entgratprozesse geschaffen. Sämtliche erforderlichen Schnittstellen, außer zum CAM-System auch zu den Bediengeräten und zum Leitrechner, hat Rile bereitgestellt und genau an die Gegebenheiten vor Ort bei Kordel angepasst. Geschäftsführer Johannes Kordel lobt: „Die nötige Regelung der Schnittstellen ist mit einem flexiblen Partner deutlich einfacher als bei einem Anbieter mit Baukastensystem.“
Automatisierung minimiert Rüstzeiten und erlaubt kleinste Stückzahlen
Das wichtigste in der Teilefertigung ist laut Johannes Kordel heute, die Lieferfähigkeit sicherzustellen. Die Automatisierung hilft vor allem dabei, teure Rüstzeiten zu minimieren und gleichzeitig so flexibel zu sein, dass „von heute auf morgen kleinste Stückzahlen lieferbar sind“, betont Johannes Kordel. Anders als die Zulieferbetriebe in der Automobilindustrie produziert Kordel keine Stückzahlen, bei denen es auf die allerletzte Sekunde am Bauteil, also extrem kurze Zykluszeiten, ankommt. Viel wichtiger sind der kontinuierlich laufende Betrieb und die gleichbleibende Qualität über die gesamte Lebensdauer der Maschine. Die Stückzahlen sind jedoch ausreichend für die Umstellung auf automatisierte Fertigungsabläufe. Bei den Stand-Alone-Maschinen ohne Automatisierung entfällt etwa 1/3 der Tätigkeiten auf das Rüsten. Jedes Verringern dieser Zeiten setzt produktive Maschinenzeit frei. Das Auf- und Abspannen der Teile hat sich mit der Automatisierung nicht geändert, aber das Ziel ist, den Rüstvorgang so selten wie möglich durchführen zu müssen, zumal es zunehmend schwieriger sei, versiertes Personal für das Rüsten zu finden.