Große Unterschiede gibt es bei CAM-Systemen. „Wo die eine Software wunderbare, glatte Flächen auf Grafitelektroden fräst, lassen sich mit anderen Systemen nur Oberflächen erzeugen, mit denen sich allenfalls Fingernägel feilen lassen“, fasst der Abteilungsleiter Mechanische Bearbeitung/CAM, Markus Ferstl, das Ergebnis des Benchmark-Tests zusammen, den Koller Formenbau in Dietfurt nahe Ingolstadt im Sommer 2017 durchgeführt hatte. Sechs CAM-Herstellern hatte Koller die Aufgabe gestellt, aus einer CAD-Zeichnung das NC-Programm zum Fräsen einer Grafitelektrode zu generieren. „Alle hatten gleiche Voraussetzungen. Gefräst wurde auf unserer 5-achsigen OPS-Ingersoll (High Speed Eagle V5). Die Ergebnisse haben uns dann schon etwas überrascht“, erinnert sich Markus Ferstl. Eindeutiger Sieger war Open Mind. Deren CAD/CAM-Software hyperMill bewegte den 6-mm-VHM-Kugelfräser am besten um den Grafitblock.
Kugelfräser kreiste ohne Probleme um die Elektrode
Weder Umkehrspiel noch Rattermarken oder Riefen hinterließ der Fräser. Der Kugelfräser kreiste ohne Probleme um die Elektrode und konnte die konkaven und konvexen Flächen bis zum Fuß der Elektrode sauber fräsen. „Dank der innovativen hyperMill 5-Achs-Technologie sind sowohl beim indexierten als auch beim 5-Achs-Simultanfräsen kurz eingespannte Werkzeuge effizient einzusetzen. Open Mind hat die Aufgabe wirklich eindrucksvoll erledigt“, berichtet Markus Ferstl. Open-Mind-Experte Jan Kühne erinnert sich noch gut. „Mit hyperMill haben wir die CAD-Daten ohne große Vorbereitung gesichtet, gerechnet und das NC-Programm innerhalb eines Tages erstellt und an Koller zurückgeschickt.“ Vom Ergebnis des Benchmark-Tests hatte Jan Kühne erst später erfahren. „Wir wissen, dass hyperMill eine sehr gute und leistungsstarke CAM-Lösung ist. Dass der Benchmark-Test aber so eindeutig ausfallen würde, hat mich schon überrascht.“ Markus Ferstl erklärt die Koller-Strategie:„hyperMill hat viele Stärken, die andere Hersteller schon Jahre nicht mehr pflegen und weiterentwickeln. Das merken wir, weil wir die Stärken von insgesamt vier CAM-Systemen in unserer Fertigung individuell nutzen.“
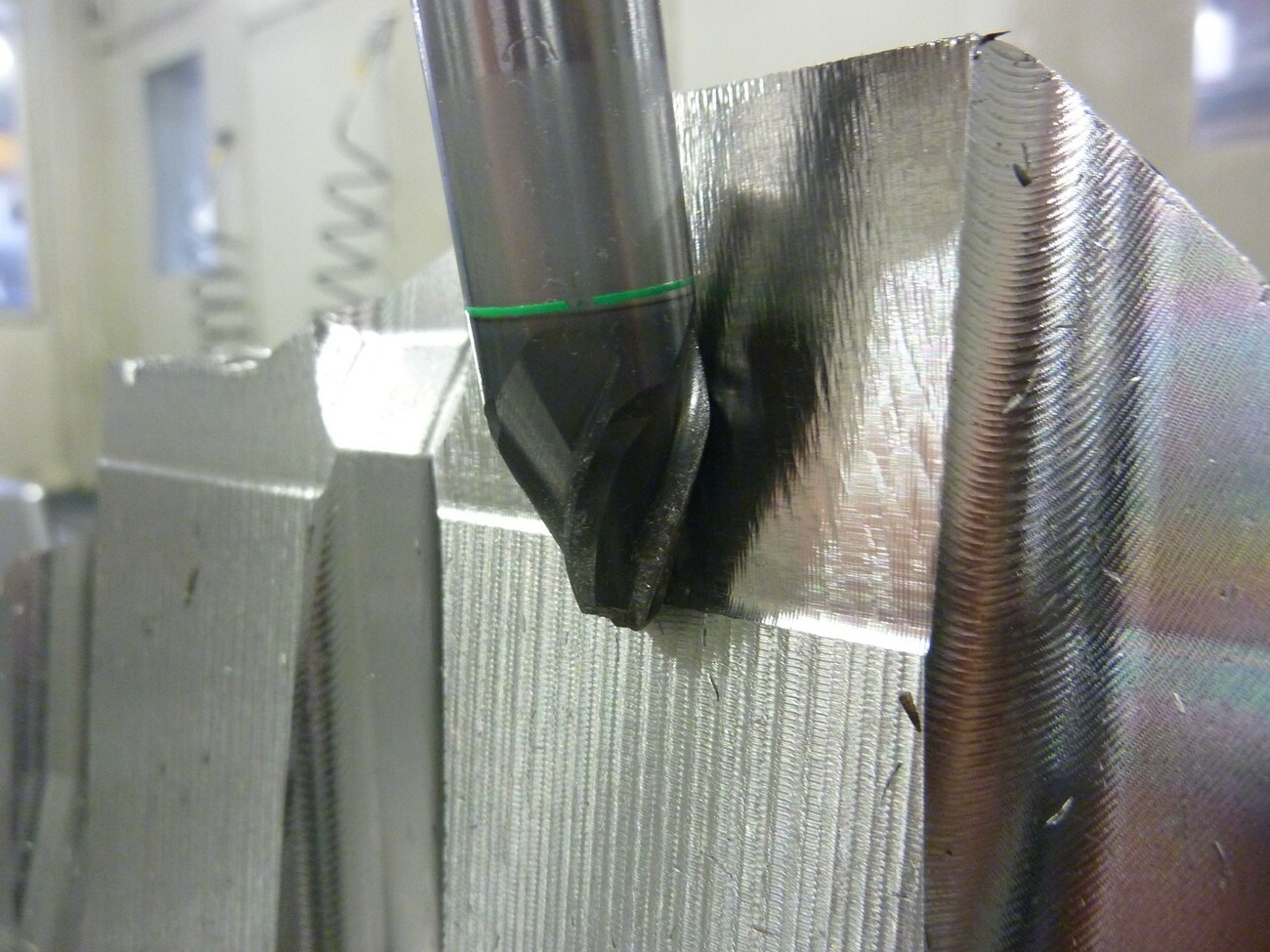
Nur Tonnenfräser mit 1.000er Kreissegement-Radius im Einsatz − Anschlüsse werden mitgefräst
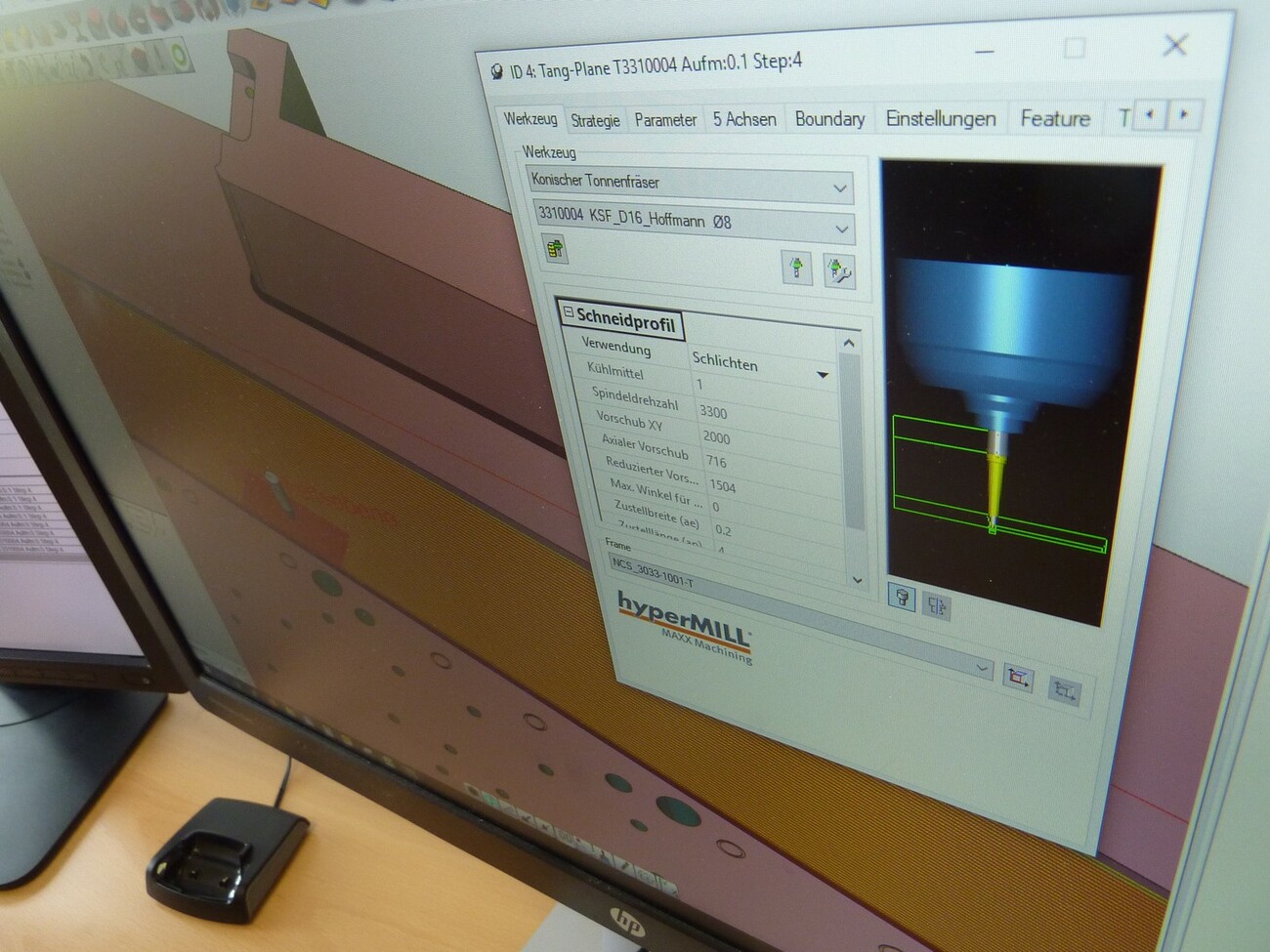
Vor drei Jahren beschränkte sich die Zusammenarbeit mit Open Mind noch auf die eine oder andere Nischen-Anwendung bei Koller. „Das hat sich aber seit dem Benchmark-Test geändert. Kurz darauf hat mir Open Mind das Performance-Paket hyperMill Maxx Machining vorgestellt, mit dem das Schlichten von unseren großen Werkzeugformen und Formplatten viel schneller gehen sollte. Da wir gerade im Sommer 2017 wegen vieler Aufträge einen größeren Maschinen-Engpass hatten, sollte mir Herr Kühne die Technologie umgehend demonstrieren. Was soll ich sagen: Schon die ersten Fräsergebnisse waren wirklich sensationell. Heute fräsen wir vor allem unsere Regelflächen an den großen Werkzeugrahmen nicht mehr in rund 100 Stunden mit Kugelfräsern, sondern mit den Kreissegmentfräsern von Hoffmann, den konischen Tonnenfräsern, in gut 15 Stunden. Mehr muss man dazu nicht sagen.“ Bis allerdings Markus Ferstl seine Formen rund 85% schneller schlichten konnte, musste Hoffmann, der einzige Werkzeughersteller, der die konischen Tonnenfräser kurzfristig eine Woche nach der EMO 2017 liefern konnte, zusammen mit dem CAM-Hersteller Open Mind die digital bereitgestellten Werkzeugdaten mit den realen Geometriedaten der Fräser abstimmen. „Bei diesen hochmodernen Werkzeugen müssen die digitalen und realen Geometriedaten wirklich zu 100% übereinstimmen, sonst bekommen Sie keine Toleranzen unter ein Hundertstel hin“, betont Jan Kühne. Koller setzt ausschließlich den konischen Tonnenfräser mit 1.000 mm Kreissegment-Radius, 16 mm Durchmesser und 6 mm Radius an der Spitze ein. „Mit dem Fräser können wir nicht nur die Regelflächen superschnell schlichten: Wir fräsen beispielsweise eine Fläche von rund 0,4 m2 in ziemlich genau 4 Minuten. Und mit dem 6-mm-Radius an der Spitze können wir auch gleich die Ecken und Anschlüsse mitfräsen.“
Begrenzungskurven werden automatisch eingearbeitet
Allergrößter Pluspunkt ist nach Erfahrung von Markus Ferstl aber die sensationell einfache Programmierung mit hyperMill Maxx Machining. „Es ist wirklich ganz einfach: Sie müssen nur jede Fläche, die Sie mit dem konischen Tonnenfräser bearbeiten möchten, anklicken. Und schon werden die entsprechenden Werkzeugwege automatisch generiert. Mit den Fräsergebnissen an der Maschine sind wir bis heute mehr als zufrieden“, versichert Markus Ferstl. Denn nicht nur die Fräsgeschwindigkeiten seien revolutionär. Auch die Maßhaltigkeit würde völlig neue Ansatzpunkte liefern. Während andere Werkzeuge bis dato Toleranzen von bis zu 3/100 mm hatten, überzeugten die konischen Tonnenfräser eben durchgängig mit Abweichungen unter 1/100 mm. „Mit den innovativen hyperMill Maxx Machining-Schlichtstrategien lässt sich tatsächlich die maximale Performance jeder Werkzeugmaschine ausnutzen. Und das Erstellen des NC-Programms ist wirklich sehr einfach und prozesssicher. Wie Herr Ferstl betonte, ist der Programmieraufwand minimal“, versichert Jan Kühne.
Standzeiten von bis zu 6 Stunden
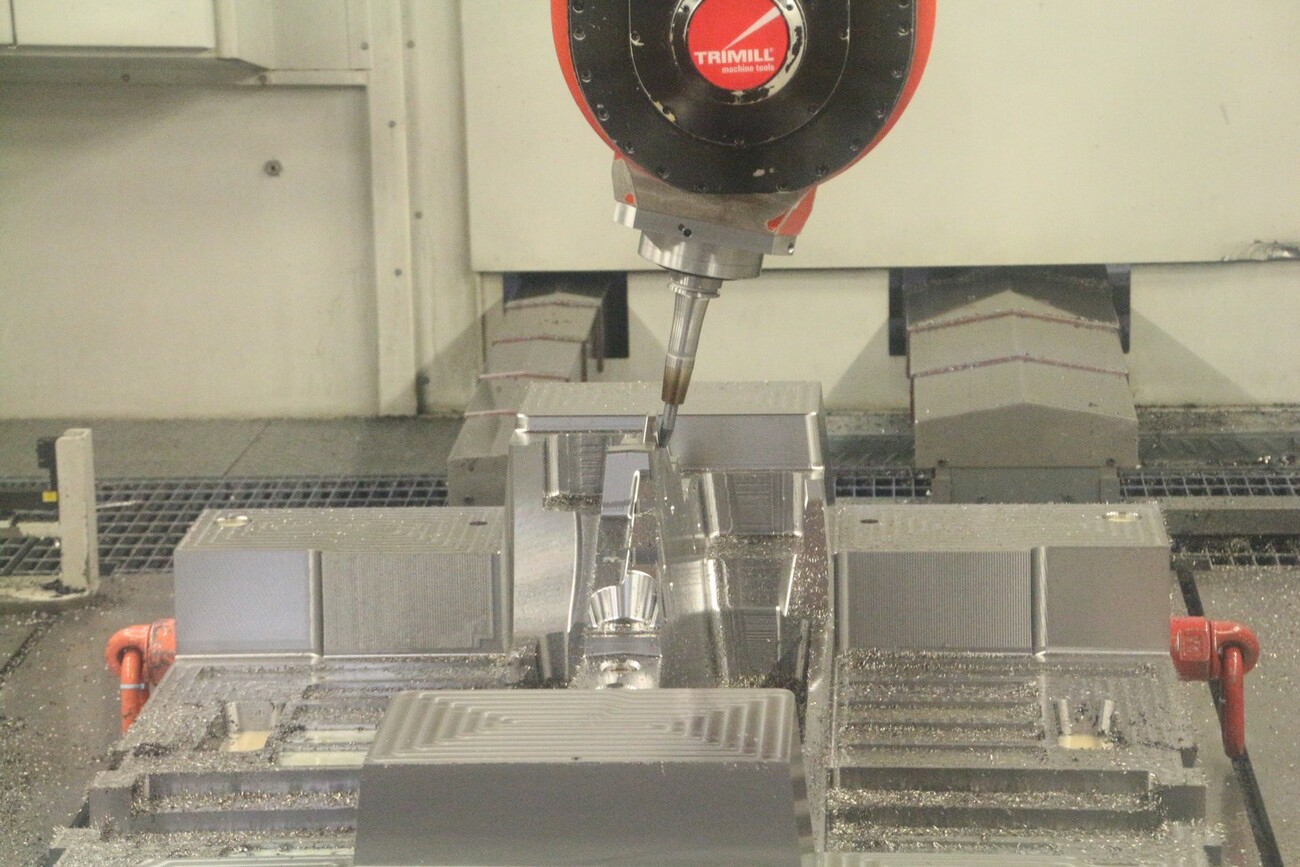
Und das ist wichtig. Denn Koller programmiert an manchen Bauteilen rund 80% Regelflächen. „Nicht nur das Fräsen, sondern vor allem das Programmieren der Bauteile geht mit der CAM-Lösung hyperMill superschnell und ist supereinfach.“ Obwohl Markus Ferstl das Programm und die Technologie gar nicht voll ausnutzt, weil Koller seine Maschinen, wo möglich, nur im indexierten Modus arbeiten lässt. Das reicht nach Erfahrung von Markus Ferstl oft aus. „Wir fahren den konischen Tonnenfräser in angestellter Position. Und klemmen dabei zwei Achsen ab und verfahren nur mit X, Y und Z beim Abzeilen der Regelflächen – das bringt noch mehr Ruhe in den Prozess und schont auch die Maschinen für die absolut notwendigen simultanen 5-Achs-Prozesse.“ Weil so die Maschinen, wie eine Trimill-5-Achs-Gantry in erster Linie nur konstante Massen beschleunigen müssen, erreicht Koller mit den konischen Tonnenfräsern Standzeiten von bis zu 6 h. Für das Schlichten einer Form werden jetzt zwei anstatt vier Werkzeuge benötigt, und auch die Oberflächen sind qualitativ hochwertiger.
„Neue Ansatzpunkte sehen wie bei der Bearbeitung von Freiformflächen“
„Unterm Strich ist der Effekt enorm, den wir mit hyperMill Maxx Machining und dem 1.000er Radius des Werkzeugs erzielt haben. Deutschland braucht solche innovativen Technologien immer wieder, um konkurrenzfähig zu bleiben. Für uns ist das Zusammenspiel von CAM-Software und den hochmodernen konischen Tonnenfräsern so atemberaubend wie einfach.“ Welche weiteren Potenziale bieten die Schlicht-Strategien von hyperMill Maxx Machining und der konische Tonnenfräser? Beim Fräsen von Ebenen- und Regelflächen sieht Jan Kühne schon ein sehr hohes Niveau erreicht. „Neue Ansatzpunkte sehen wie bei der Bearbeitung von Freiformflächen.“ Spätestens bis zur EMO im September in Hannover will Open Mind mit neuen Ansätzen weitere Einsparungspotenziale für Zerspaner liefern.