
Werkzeugoberflächen für die Ewigkeit, also für viel längere Lebenszyklen? Das verspricht der Maschinenhersteller Pemtec, der weltweit seit der Gründung 2006 bereits weit über 200 seiner Maschinen verkauft hat – allein von der 2017 zuletzt neu auf den Markt gebrachten Hightech-PECM-Maschine PEM800S über 20. „Bis zur EMO hatten wir drei Standardmaschinen im Programm: die smarte PEM400, unsere PEM600 und die größere PEM800, die inzwischen die meistverkaufte Maschine von Pemtec ist und mit der gleichzeitig mehrere oder größere Teile aufgespannt werden. Das Flaggschiff, die PEM800S, steht für unsere konsequente Programmerweiterung zu höherer Wirtschaftlichkeit und größerer Bearbeitungsgeschwindigkeit. Wir hoffen zum Jahresende 2021 mit der Vorstellung der neuen PEM 3.1 SX CC für die Hartmetallbearbeitung eine weitere Erfolgsmaschine auf den Markt zu bringen“, betont Hans Kuhn.


Werkzeugoberflächen nahezu verschleißfrei bearbeiten für viel längere Lebenszyklen
Einmalig, so der General Manager von Pemtec, würde die PEM800S vor allem ihre Präzision machen. Highlight ist die äußerst stabile Z-Achse, die eben durch höchst präzise Bewegung nahezu jede Geometrie in maximaler Präzision ausformt. „Mit keiner anderen Maschine und keinem anderen Prozess können Sie mit ein- und derselben Elektrode schruppen, schlichten und Hochglanzoberflächen bis hin zu Hologrammen erzeugen.“ Gerade in der Serienfertigung ließen sich schwer zerspanbare TiAl-Legierungen, Inconel, PM-Stähle, oder Edelstähle mit dem Pemmen auf der 800S elektrodenverschleißarm und problemlos in Form bringen lassen, was natürlich ideal sei für hochfeste Werkzeuge, wie Stanzstempel, Münzprägestempel, aber auch Chirurgiebestecke, Ventilplatten, Verzahnungen oder auch nur lange Schlitze. Reines Titan oder Edelmetalle wie Gold lassen sich übrigens nicht pemmen.
Gratfrei und ohne Gefügerisse zu viel höherer Lebensdauer
„Vor allem hochpräzise Serienteile produziert die 800S im Sekundentakt.“ Weil sie nach Angaben von Hans Kuhn mit einer maximalen Leistung von 12.000 A bis zu 120 cm2 Bauteilfläche in Form bringt. „Wenn es mehr Leistung braucht, lässt sich die 800S sogar modular auf 24.000 A aufrüsten, z.B zum Polieren der Oberfläche.“ Dass sich die Investition lohnt, erklärt Hans Kuhn vor allem mit der Bauteilqualität. Demnach können mit der 800S Oberflächen erzeugt werden, die weder durch große Prozesstemperaturen noch durch eine Gratbildung nachbearbeitet werden müssen. Also entstehen gratfreie Bauteile ohne Gefügerisse, die auf eine deutlich höhere Lebensdauer ausgelegt werden können. Das liegt daran, so Hans Kuhn, dass der Prozess Pemmen grundsätzlich sehr schonend mit dem Material umgeht.
Berührungslos zu Oberflächengüten von 0,03 µm
Denn das elektrochemische PECM-Verfahren bearbeitet Metallteile zwar hochpräzise, aber berührungslos. Dabei wird zwischen einer negativ gepolten Werkzeugelektrode (Kathode) und einem positiv gepolten Werkstück (Anode) ein elektrisch leitfähiger Elektrolyt eingebracht: eben das Salzwasser. Der Elektrolyt trägt im Bearbeitungsspalt zwischen Elektrode und Werkstück das ionisierte Material anodisch aus. Dabei wird die Elektrode umgekehrt auf dem Metall abgebildet. „Der synchronisierte Strompuls, die oszillierende Werkzeug-Elektrode und der konstant sehr kleine Bearbeitungsspalt sind die Basis für die hochpräzise und wirtschaftliche Fertigung“, erklärt Hans Kuhn. Absolut berührungslos und ohne thermische oder mechanische Einflüsse entstehen Werkstücke mit einer Abbildegenauigkeit sowie Wiederholbarkeit im unteren Mikrometerbereich und einer Oberflächengüte von bis zu 0,03 μm.
Das mitentscheidende Werkzeug: der Elektrolyt
Erodierprozesse beispielsweise würden dagegen partiell mit 8.000 bis 12.000°C am Bauteil arbeiten und dabei die bekannten weißen Schichten, quasi durch wärmebeeinflußtes Material, hinterlassen. Der Pemtec-Prozess arbeitet dagegen auf Raumtemperatur und produziert absolut gratfrei und oft einbaufertige Bauteile. Allerdings muss auch beim Pemmen sehr sorgfältig gearbeitet werden: „Das Elektrolyt ist mit entscheidend für die Qualität der Bauteile.“ Prinzipiell, so Hans Kuhn, behandelt Pemtec das eigens dafür aufbereitete, de-mineralsierte und de-ionisierte Salzwasser (NaNO3) wie ein Werkzeug. Selbst die üblichen Kristallpartikel im herkömmlichen Leitungswasser würden den Prozess und damit die Qualität beeinträchtigen und etwa kleinste Geometrien im Werkstück bei einem Arbeitsspalt von 10 bis 20 µm stören.

Hüllkurve sorgt für automatisierte Qualitätsprüfung
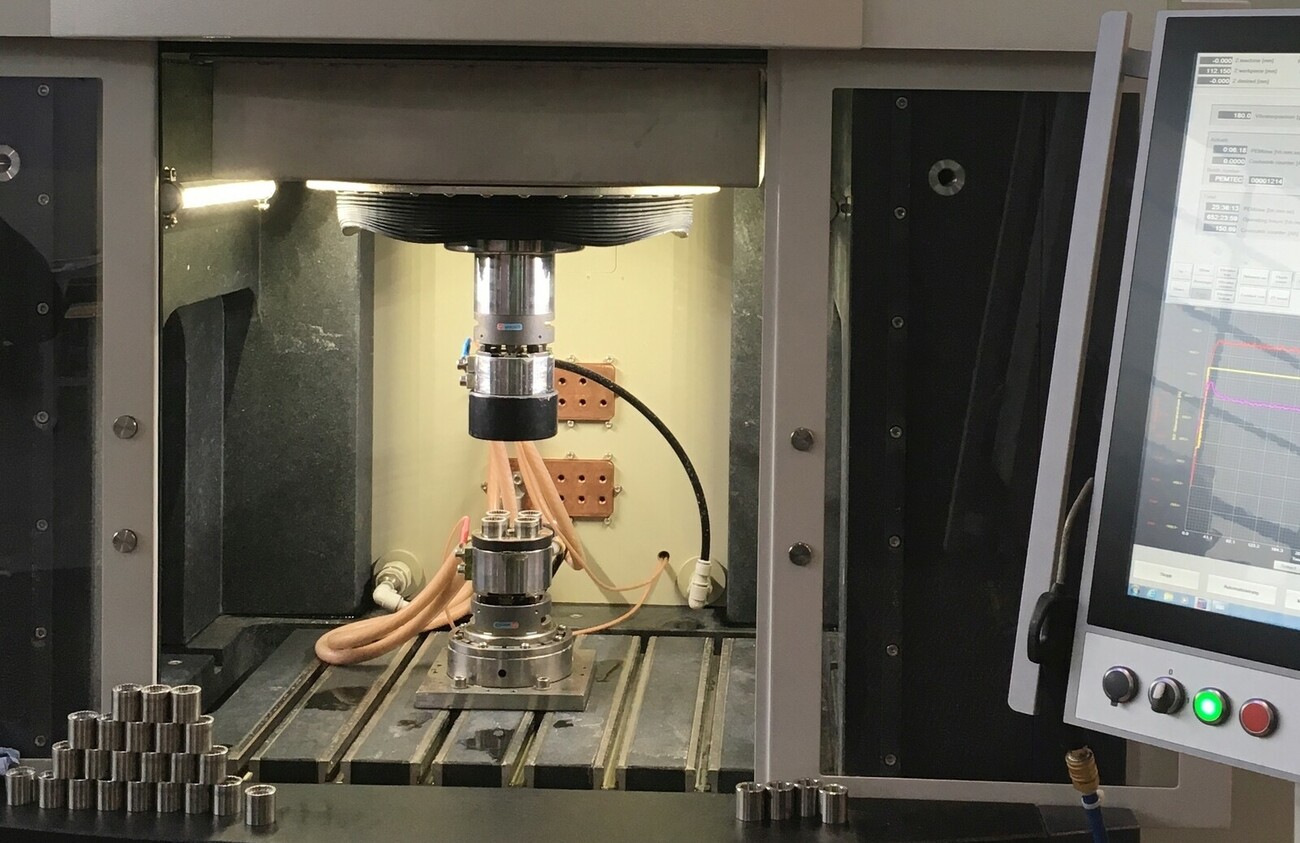
„Spätestens zur Erzeugung von wirklich hochpräzisen Bauteilen und Geometrien empfehlen wir zusätzlich, unsere Hüllkurve zu nutzen.“ Ähnlich einem ‚Toleranz-Mantel‘, eben mit definiertem Aufmaß kontrolliert die Elektronik der PEM800S im Wesentlichen durch Messung von z.B. Spannung und Elektrolyt-Druck die Geometrie des Bauteils. „Wird die Hüllkurve auch nur im µm-Bereich gestört, wird das Bauteil als n.i.O. registriert und auf der Steuerung angezeigt, was bei der Mehrteile-Bearbeitung natürlich sehr komfortabel ist“, berichtet Hans Kuhn. Ein in der Serienproduktion gerne eingesetzter Bestückungsroboter würde diese Bauteilaufspannung bis zum Klären der Ursachen und Quittieren nicht mehr bestücken, deutet Hans Kuhn den optional verfügbaren, hohen Automatisierungsgrad der PEM800S an.
Stanzstempel mit Hinterschnitt in einem Schritt fertigen
Wichtig für den Prozess sei vor allem das Oszillieren mit z.B.rund 60 Hz, das bedeutet, dass 60 Hübe pro Sekunde das Wegspülen der herausgelösten Metallteilchen garantieren. Möglich ist eine Oszilallation zwischen einem und 100 Hz. „Hier liegt auch der große Unterschied zum EDM-Erodieren. Der kurze Abstand zwischen Elektrode und Werkstück ist dann ein wichtiger Indikator für erzielbare Präzision und hohe Oberflächengüte.“ Deshalb können nach Erfahrung von Hans Kuhn bis dato nur auf PECM-Maschinen Stanzstempel mit Hinterschnitt in einem Arbeitsgang gefertigt werden sowie spiegelnde Oberflächen, Hologramme oder filigrane Stege im kleinen μm-Bereich.


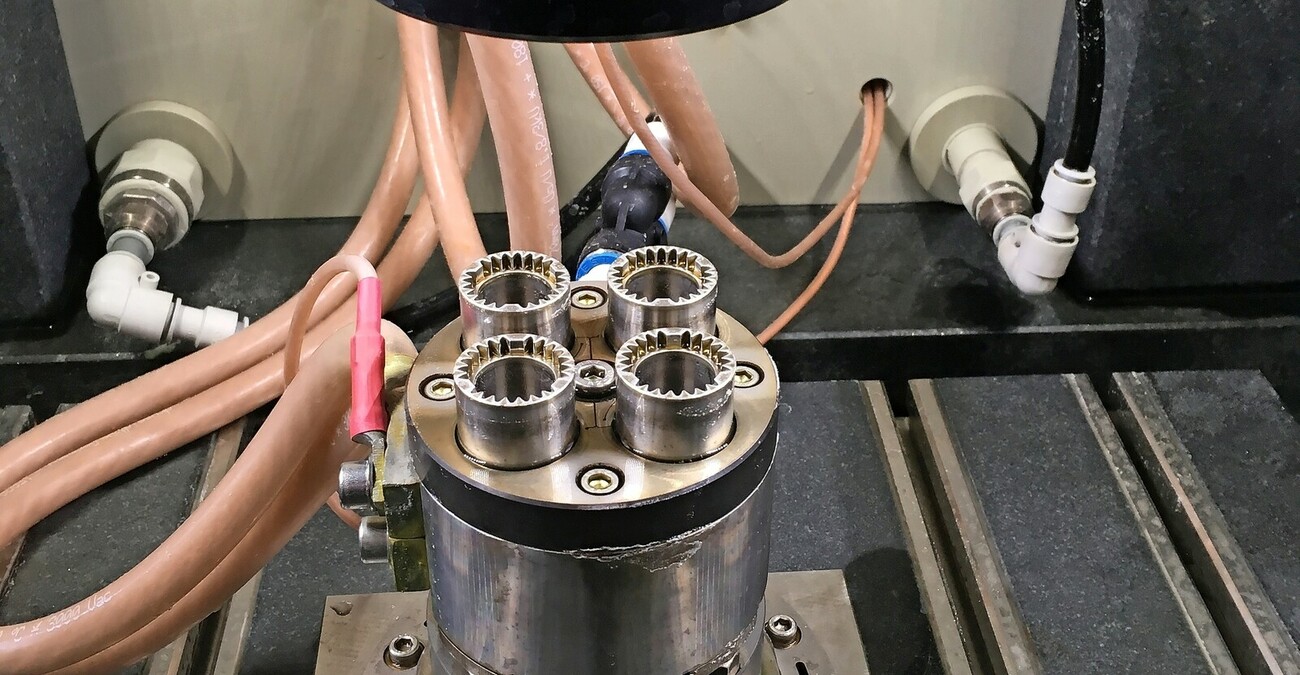
Drei Mal schneller: Verzahnung in unter zwei Minuten pro Stück
„Unterm Strich ist die neue PEM800S je nach Anwendung bis zu drei bis vier Mal schneller als unsere anderen Standardmaschinen“, erklärt Hans Kuhn. Damit lassen sich beispielsweise die von Pemtec schon auf der EMO 2017 gefertigten Innenverzahnungen in unter zwei Minuten pro Stück fertigen. Vorher lag die Prozesszeit der 4-fach-Bearbeitung bei durchschnittlich 24 Minuten. „Auch die 24 Minuten Bearbeitungszeit wären für diese absolut hochwertige Verzahnung ein Top-Wert, der sich mit klassischen Bearbeitungsverfahren wie dem Senkerodieren wohl kaum in dieser Zeit darstellen lässt. Allerdings muss man auch hinzufügen, dass eine Einfachbearbeitung für ein solches Teil mit dem PECM-Verfahren aufwendiger ist. Das PECM-Verfahren ist also ein Serienverfahren und da liegen auch die großen Vorteile und Stärken“, unterstreicht Hans Kuhn die Vorteile des berührungslos arbeitenden Verfahrens.