
In Bearbeitungsmaschinen wirbelt ein Mix aus Spänen und Kühlschmiermittel umher. Bleiben Bearbeitungsrückstände an der Werkzeugauflagefläche haften, können sie zu einer problematischen Schiefstellung beziehungsweise einem Achsversatz des Werkzeugs führen. Bereits Partikel in der Größenordnung von wenigen hundertstel Millimetern beeinträchtigen die Fertigungsqualität somit in großem Maße. In der Folge entsteht unnötiger Ausschuss, der Zeit und Geld kostet.
Taktzeitneutrale Kontrolle der Plananlage
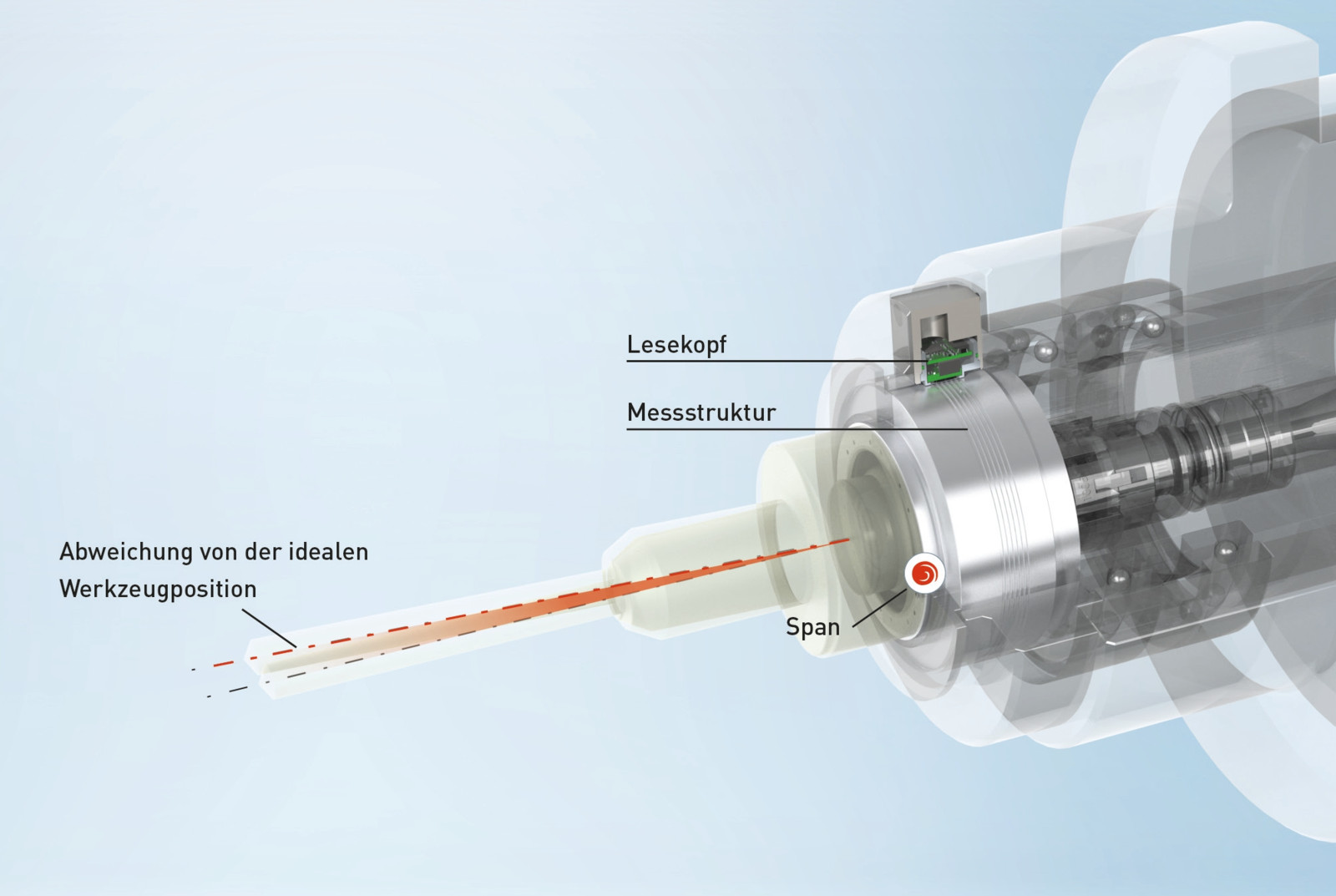
Die neue Plananlagenkontrolle Planko-M von Ott-Jakob stellt sicher, dass die Bearbeitung im Falle eines falsch positionierten Werkzeugs gar nicht erst beginnt. Das Sensorsystem besteht aus einem Lesekopf sowie einer Messstruktur, die durch Ott-Jakob oder den Kunden selbst in den Spindelrotor eingebracht werden kann. „Da sich keinerlei elektronische Bauteile auf dem Rotor befinden, lässt sich Planko-M leicht in Motorspindeln integrieren. Zudem ist die Wartung des langzeitstabilen Sensorsystems sehr einfach“, beschreibt Vertriebsleiter Hans Leidl die praktischen Vorteile des Assistenzsystems. Und im Gegensatz zu herkömmlichen Messmethoden, wie der Erkennung über Staudruck, spart der Einsatz von Planko-M Zeit – dank taktzeitneutraler Arbeitsweise.
Spannqualität werkzeugunabhängig überwachen
Planko-M überwacht die Spannqualität unmittelbar nach einem Werkzeugwechsel. Dabei dreht sich die Spindel ein bis zweimal bei geringer, konstanter Drehzahl. Das Assistenzsystem erkennt Kegelspäne zuverlässig ab einer Größe von 20 μm, Planspäne werden bereits ab 10 μm erkannt. „Der Sensor arbeitet werkzeugunabhängig. Somit ist kein individuelles Teach-In für unterschiedliche Werkzeuge notwendig“, betont Leidl. Die Maschinensteuerung entscheidet was zu tun ist: Detektiert der Sensor auch nach mehrmaligem Werkzeugspannen und einer möglichen automatisierten Reinigung eine Verunreinigung, wird die Bearbeitung gestoppt und kann nach einer manuellen Prüfung fortgesetzt werden. Die Auswertung der Signale erfolgt wahlweise mittels IO-Link oder analog. ak