Schon sein Vater sah die Paul Horn GmbH vor 30 Jahren als den Partner für Werkzeuglösungen bei besonderen Zerspanaufgaben. Heute arbeitet Geschäftsführer Tibor Veres noch enger mit dem Tübinger Präzisionswerkzeughersteller zusammen. Sein Unternehmen Hymec Fertigungstechnik aus Norderstedt bei Hamburg hat sich auf die Produktion von Bauteilen aus der Medizintechnik spezialisiert. „Spezielle Werkstücke mit engsten Toleranzen aus schwer zu zerspanenden Superlegierungen sind genau unser Ding. Wir setzen da an, wo andere schon aufgeben“, sagt Veres. Genau für solche Aufgaben unterstützt Horn den Unternehmer mit passenden und produktiven Werkzeuglösungen. Für das Fräsen einer Kronenradverzahnung aus Cobalt-Chrom lieferte Horn ebenfalls eine passende Werkzeuglösung.
Nach wie vor entwickelt sich die Medizintechnik-Branche dynamisch. Stetig steigen die Anforderungen der Hersteller und somit an deren Zulieferer: immer kleiner, minimalinvasiver, präziser, sicherer und verträglicher für den Einsatz im menschlichen Körper. Dies sind nur ein paar Eigenschaften, deren sich die Hersteller medizintechnischer Produkte täglich stellen. Hymec setzt hier an und hat sich auf medizintechnische Produkte, Einzelanfertigungen und anspruchsvolle Kleinserien spezialisiert. „Wir sehen uns als Manufaktur für die Feinstpräzision in höchster Qualität“, sagt Tibor Veres. Das Bearbeiten von Hightech-Werkstoffen wie hochfeste Aluminium- und Titanlegierungen, Implantatstähle und Superlegierungen wie Cobalt-Chrom (CoCr) gehören bei Hymec zum Tagesgeschäft. Das Tätigkeitsspektrum umfasst sowohl die Herstellung von feinmechanischen Elementen und kompletten Baugruppen als auch die technische Beratung von der Konzeption, Konstruktion bis hin Qualitätsaudit.
Hohe Anforderungen bei jährlich rund 10.000 Bauteilen
Das Fräsen einer Kronenradverzahnung verlangte nach einer passenden Werkzeuglösung. Das Bauteil aus CoCr kommt in der Endoprothetik zum Einsatz. Dementsprechend sind die Anforderungen an die Oberflächengüte und Präzision hoch. Des Weiteren müssen die gefrästen Zähne absolut gratfrei sein. Jeder noch so kleine Grataufwurf stellt eine potentielle spätere Keimstelle dar. Die Verzahnung dient mit dem entsprechenden Gegenstück im späteren Einsatz im menschlichen Körper zum Einstellen des genauen Winkels der Prothese. Hymec fertigt von dem Bauteil rund 10.000 Teile pro Jahr.
Lösung: präzisionsgeschliffene Fräsplatte
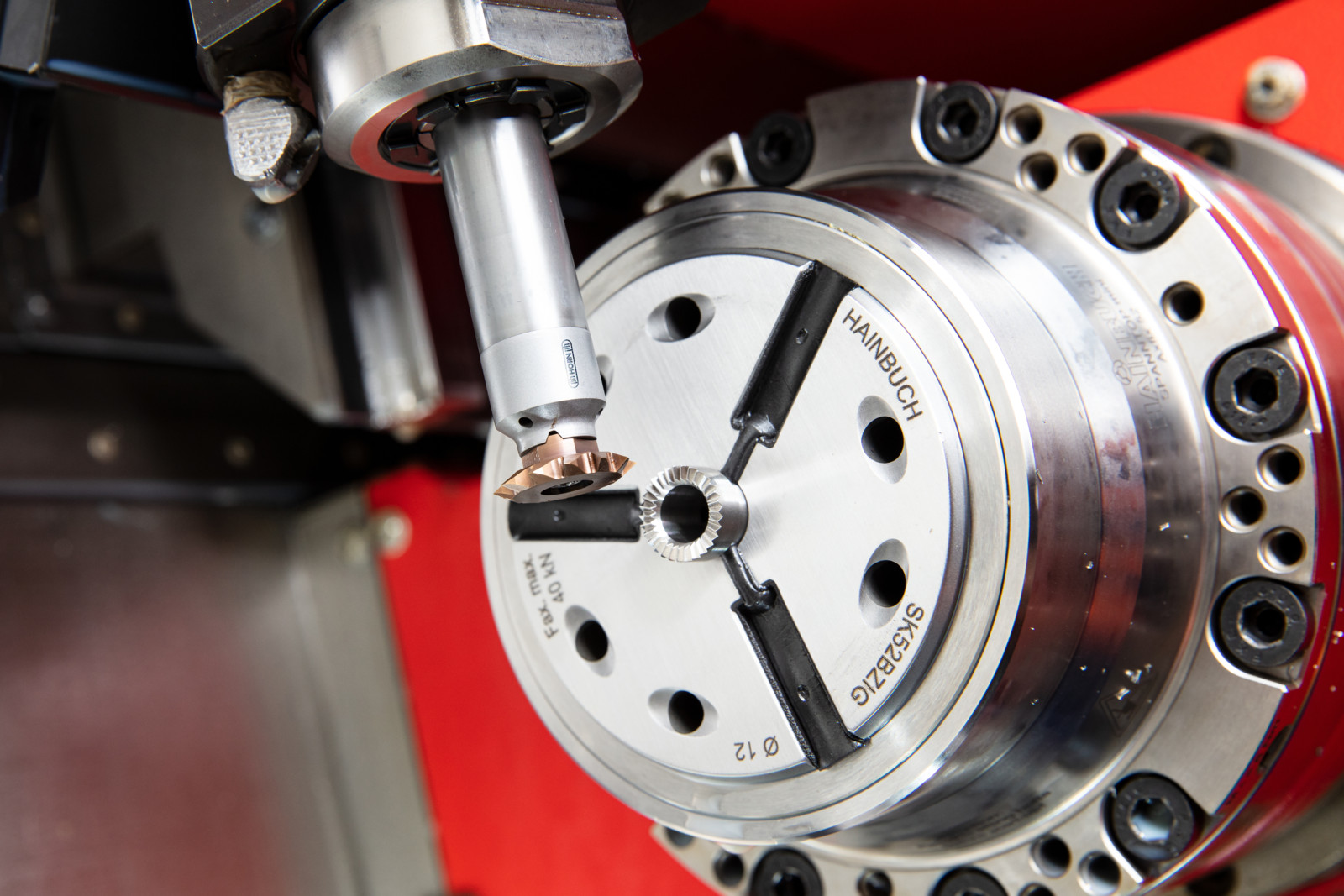
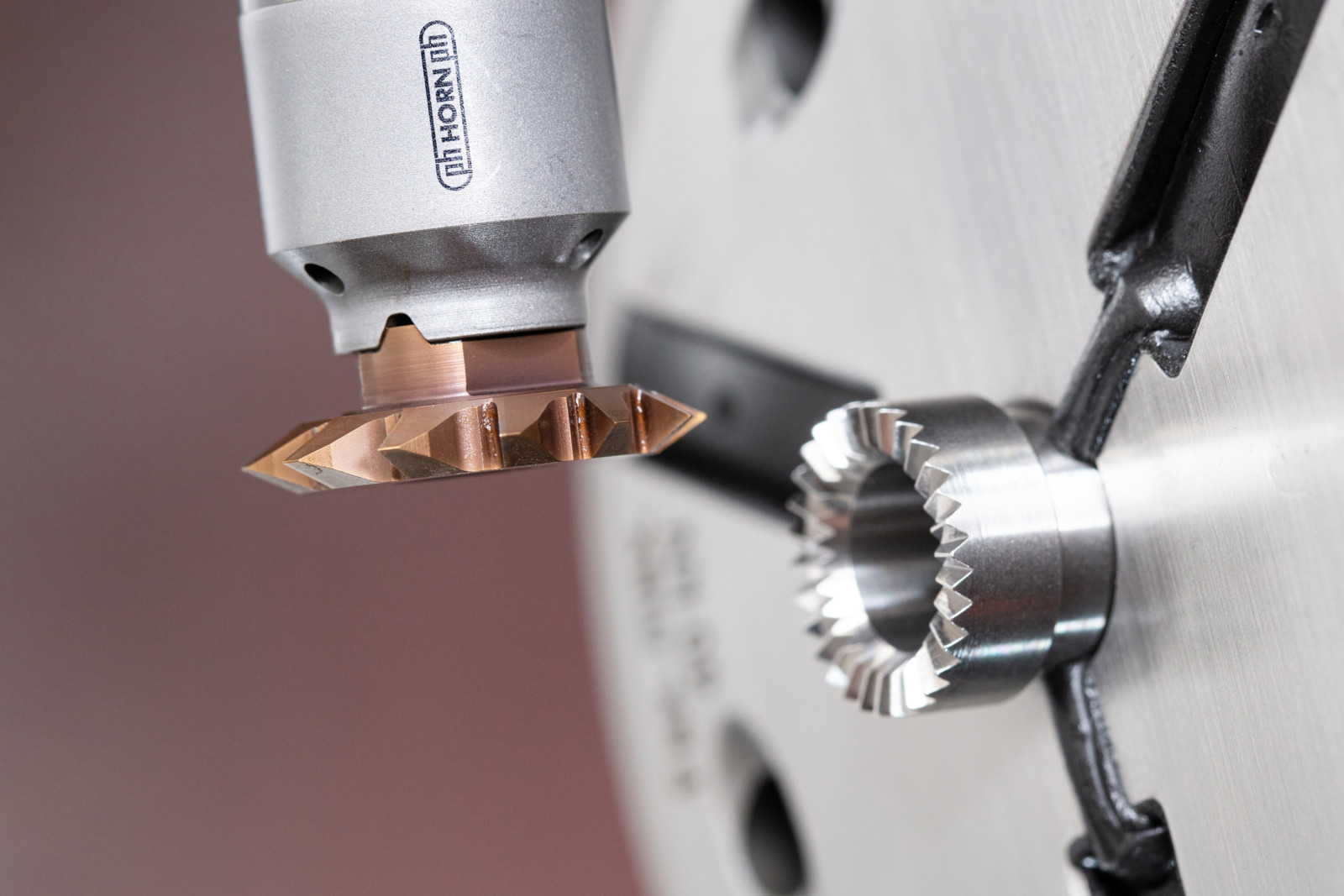
Horn löste die Bearbeitungsaufgabe mit seinem Zirkularfräswerkzeugsystem des Typs 713 und zeigt die Neuheiten auch auf der AMB. „Wir haben aufgrund der hohen Belastung und zur Erhöhung der Standzeit die Schneidplattenvariante mit zwölf Zähnen gewählt. Der Schnittdruck bleibt aber trotz den zwölf Schneiden niedrig“, erklärt der Horn-Außendienstmitarbeiter Thomas Wassersleben. Das Schneidenprofil der Fräsplatte ist eine Sonderform und präzisionsgeschliffen. Eine Herausforderung war das gratarme Fräsen der einzelnen Zähne des Werkstückes.


Im Fräsprozess fährt das Werkzeug zuerst im Vollschnitt und in der Fräsrichtung Gegenlauf über die komplette Stirnseite des Bauteils. Danach in der gleichen Zustelltiefe im Gleichlauf auf die Anfangsposition zurück. Anschließend dreht die Spindel das Werkstück um die programmierte Winkelzahl der Verzahnung weiter und der Fräsprozess beginnt von Neuen. Dies wiederholt sich bis alle Zähne gefertigt sind. Die Schnittgeschwindigkeit liegt beim Fräsen bei 90 m/min (vc). „Wir sind mit der Leistung des Werkzeugs sehr zufrieden. Die Standzeit liegt bei rund 200 Bauteilen pro Schneidplatte“, erzählt Veres. Aufgrund der langen Auskragung des Werkzeugs kommt ein Vollhartmetall-Werkzeugschaft mit größerem Durchmesser zum Einsatz. Durch die hohe Masse und die dadurch resultierende Schwingungsdämpfung lassen sich Rattermarken und ein Aufschwingen des Werkzeugs im Fräsprozess vermeiden.
Hohe Schichthaftung mit Hitzeschild
Der harte und zähe Werkstoff Cobalt-Chrom erforderte eine Anpassung der Schneidengeometrie, des Hartmetallsubstrates, der Beschichtung, den Bearbeitungsbedingungen und der Kühlschmierung. Die Hartpartikel in der Legierung neigen zur Bildung von Abrasiv- und Kolkverschleiß. Darüber hinaus stellt die Kaltferfestigung der Oberfläche ein Problem bei der Zerspanung dar. Die Werkzeugschneide ist wie bei der Zerspanung von Titan besonders präpariert. Als Hartmetallsubstrat dient eine zähe Feinstkornsorte. Die Beschichtung der Werkzeuge muss hart und hitzebeständig sein. In diesem Fall setzt Horn auf die Sorte IG35. Die Beschichtung weist trotz scharfer Schneidkanten eine sehr hohe Schichthaftung auf und sorgt daher für eine hohe Schneidkantenstabilität. Durch die hohe Temperaturbeständigkeit dient die Schicht als Hitzeschild, um die Wärmeeinleitung in das Hartmetall zu verringern. Darüber hinaus ist die richtige Kühlschmierung der Kontaktzone zwischen Werkzeug und Werkstück eine weitere Voraussetzung für die erfolgreiche Zerspanung der Superlegierung. Zudem stellt der hohe Materialpreis große Ansprüche an die Prozesssicherheit der eingesetzten Werkzeuge.

Schnell und prozesssicher zirkularfräsen
Das Zirkularfrässystem von Horn bietet dem Anwender eine Reihe von Verfahrensvorteilen: Es ist schnell, prozesssicher und erzielt gute Oberflächenergebnisse. Dabei taucht das auf einer Helixbahn geführte Werkzeug schräg oder sehr flach in das Material ein. Dadurch lassen sich beispielsweise Gewinde in reproduzierbar hoher Qualität herstellen. Im Vergleich zur Bearbeitung mit Wendeschneidplatten bei größeren Durchmessern oder VHM-Fräsern bei kleineren Durchmessern ist Zirkularfräsen in der Regel wirtschaftlicher. Zirkularfräser haben ein breites Einsatzgebiet. Sie bearbeiten Stahl, Sonderstähle, Titan oder Aluminium und Sonderlegierungen. Die Präzisionswerkzeuge eignen sich besonders für die Prozesse Nutfräsen, Bohrzirkularfräsen, Gewindefräsen, T-Nutfräsen, Profilfräsen sowie Verzahnungsfräsen. Sie überzeugen aber auch in Sonderanwendungen wie dem Fräsen von Dichtnuten oder bei der Pleuelbearbeitung.
Leistungsfähiger Cobalt-Chrom
Je nach Hersteller besteht Cobalt-Chrom in der Regel aus 50 bis 70 % Cobalt, 20 bis 30 % Chrom und aus den zusätzlichen Legierungsbestandteilen Molybdän, Wolfram, Niob, Mangan oder Silizium. CoCr gehört zu den leistungsfähigsten Werkstoffen für die Endoprothetik. Der Werkstoff eignet sich besonders für künstliche Kniegelenke und Hüftprothesen, wo Metall auf Metall Gleitpaarungen zum Einsatz kommen. Darüber hinaus ist CoCr auch weit der Zahnprothetik verbreitet. Wegen der hohen Biokompatibilität mit dem menschlichen Gewebe und seiner absoluten Korrosionsfreiheit kommen CoCr-Legierungen aufgrund des hohen Werkstoffpreises vorwiegend in der Medizintechnik vor. Nicht nur deshalb legt Tibor Veres ein hohes Augenmerk auf die Auswahl der Werkzeuge und sucht immer die für ihn beste Werkzeuglösung seiner Zerspanaufgaben. Aus diesem Grund arbeitet Hymec eng mit Horn zusammen. „Die Zusammenarbeit ist ausgezeichnet, weil wir bis jetzt immer eine wirtschaftliche Lösung für unsere Aufgaben bekommen haben“, betont der Geschäftsführer.
Hymec Fertigungstechnik seit 1972
Tibor Veres führt das Unternehmen Hymec in der zweiten Generation. Das von seinem Vater im Jahre 1972 gegründete Unternehmen erwarb sich recht schnell einen guten Ruf als Manufaktur für Feinstpräzision. Heute gilt das Unternehmen Hymec als Top-Lieferant für Orthopädieimplantate samt den dazugehörigen Instrumenten. Der Kundenkreis aus aller Welt profitiert aber nicht nur von den hochwertigen Dreh-, Fräs- und Erodierarbeiten, sondern auch von zahlreichen Dienstleistungen, die den Produktentstehungsprozess von der technischen Beratung über die Konstruktion bis hin zur zertifizierten Qualität begleiten.