

Werkzeuge von OSG waren in Soltau bekannt, denn die Zusammenarbeit begann bereits vor über 10 Jahren. Zunächst war es das Tieflochbohren von Kühlkanälen im Blasformenbau und setzte sich über Jahre speziell beim Bohren fort. Der Anspruch, die Fräswerkzeuge bei Röders zu testen, kam von OSG bzw. von Jürgen Kramer, technischer Vertrieb bei OSG. Ein Angebot, das für Dr. Oliver Gossel, Prokurist und Vertriebsleiter Maschinenbau bei Röders, schnell interessant war: „Viele unserer Kunden kommen mit einem Bauteil, das wir bearbeiten sollen. Bei diesen Test-Bearbeitungen bestimmen wir das CAM-System, die Strategie und das Werkzeug, denn nur wenn der gesamte Prozess mit dem entsprechenden Equipment unterstützt wird, können wir die tatsächliche Leistungsfähigkeit unserer Maschinen aufzeigen. Basierend auf diesen Grundlagen können wir dem Kunden mit erfolgreicher Bearbeitung beweisen, dass Qualität und Performance top sind. Bei den Werkzeugen hat sich gezeigt, dass alles, was von OSG kommt, Hand und Fuß hat. Deshalb haben wir uns gefreut, Tests mit OSG-Werkzeugen fahren zu können.“
Beste Kombination von Maschine und Schneidenkontur zum Fräsen
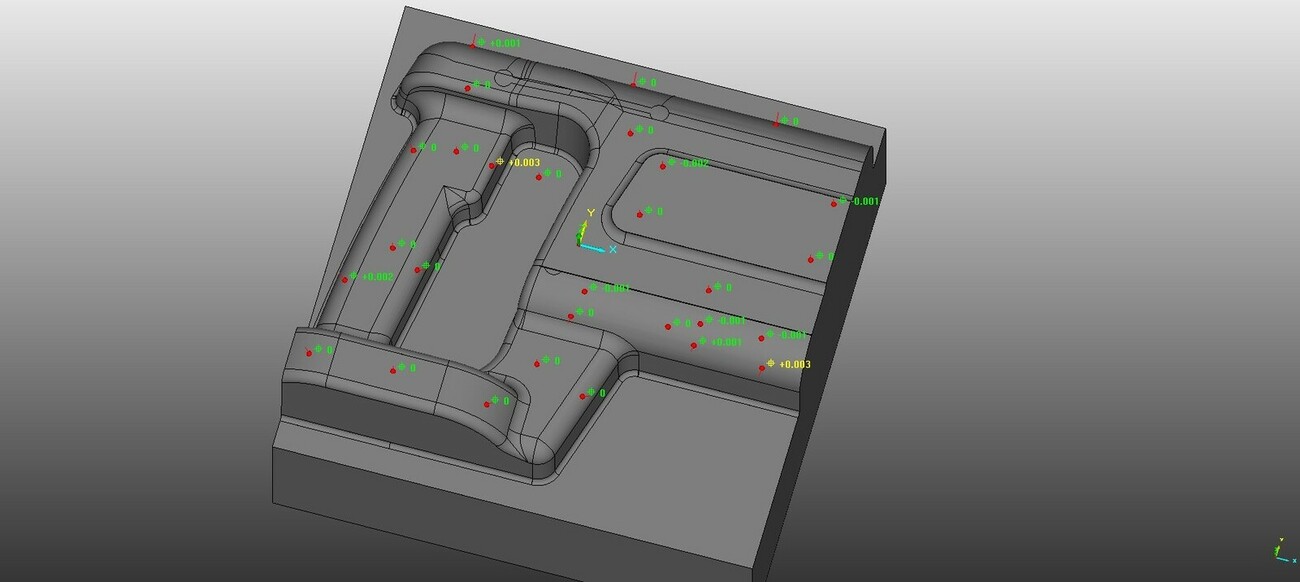
Begonnen hat man im Februar 2022 mit einem Demo-Bauteil, aus 1.2343 mit 52 HRC. Ein Werkstück mit Konturen, wie sie im Spitzguss-Formenbau täglich bearbeitet werden: hohe Oberflächengüten, absolute Präzision und extrem viele Radien-Übergänge. Die Grundvoraussetzungen diesen Anforderungen gerecht zu werden, sind das Zusammenspiel einer präzisen und dynamischen Maschine sowie die Präzision der Schneidenkontur des Werkzeugs. Denn durch die unterschiedlichen Radien sind die Kontaktstellen zwischen Werkzeug und Werkstück ständig an verschiedenen Positionen. Dazu Jürgen Kramer: „Sind Steuerung, Kinematik oder Präzision der Maschine und Werkzeuggeometrie nicht im Einklang, kommt es zu Absätzen oder Schatten. Nun müssen wir Röders sicher nicht sagen, wie man eine Strategie ausrichtet oder ein Bauteil bearbeitet aber auch OSG hat den Anspruch, dem Formenbau nicht nur Werkzeuge zu liefern, sondern auch das Know-how zu Verfügung zu stellen. Aber unabhängig davon, nur wenn bei einer Maschine Präzision, Steifigkeit und Dynamik stimmen, können wir mit unseren Fräswerkzeugen deren tatsächliche Performance abrufen.“




Dynamik schafft Zeiteinsparung, Verschleißfestigkeit Präzision
Den Grundstein zu den Tests legte Holger Blome, Anwendungstechniker in der HSC-Versuchs- und Programmierabteilung bei Röders. Er definierte auf Basis der von ihm gewählten Frässtrategien die passenden Eckenradien, Durchmesser und Längen der benötigten Werkzeuge. Auf dieser Basis wurden von OSG Werkzeuge festgelegt. Als Schruppwerkzeuge kamen der fünfschneidige Torus-Fräser WXS-CRE und der sechsschneidige Schaftfräser AE-MS-H, beide Ø 12 mm, zum Einsatz. Um eine möglichst gute Werkzeugspannung zu gewährleisten, griff man auf Werkzeughalter von Rego-Fix zurück. Durch die Trochoid-Bearbeitung beim Schruppen war es möglich, die komplette Schneidenlänge des AE-MS-H zu nutzen und somit den Verschleiß effektiv zu verteilen und dadurch deutlich zu verringern bzw. die Werkzeugstandzeit zu steigern. Begonnen hat man die Bearbeitung zunächst mit relativ sicheren Schnittdaten. Im Anschluss wurde die seitliche Zustellung von ae 3/10 mm auf 5/10 mm fast verdoppelt, der Vorschub vf von 4.000 auf 6.000 mm/min sowie die Drehzahl erhöht, um den Zahnvorschub konstant zu halten, wie dies auch von OSG empfohlen wurde. Am Ende resultierte daraus eine Schnittgeschwindigkeit vc von 260 m/min und ein Zeitspanvolumen von über 70 cm3/min. Der WXS-CRE dagegen, so Holger Blome, hat seine Qualität auch in anderen Bereichen: „Diesen Torusfräser benutze ich schon länger und fahre damit bis zu 9.000 mm /min Vorschub. Man kann mit dem Werkzeug zwar keine großen Schnitttiefen umsetzen, in etwa 10 Prozent vom Eckenradius, aber man kann ihn wie einen Hochvorschubfräser einsetzen. Selbst bis 65 HRC ist er extrem stabil. Bei Freiformflächen mit vielen Radien Übergängen wäre das sicher der bessere Fräser. Deshalb gehört das Werkzeug bei mir mittlerweile zum Standard, wenn ich zu Kunden fahre.“ Für Holger Blome ist das ein Ergebnis, mit dem er mehr als zufrieden ist: „Voraussetzung für solche Werte ist natürlich eine entsprechend stabile Maschine und Spindel. Wir hätten sicher noch ein paar Prozent schneller/besser sein können, aber darum geht es im Formenbau nicht. Wichtiger ist, dass das erste Teil stimmt.“
Beim Schruppen enorm Zeit gespart
Durch diese Performance konnte beim Schruppen enorm an Zeit eingespart werden, die dann in Soltau für das Schlichten zur Verfügung stand. Zum Vorschlichten in den senkrechten Bereichen kam der Kugelfräser AE-BM-H und in den unteren Bereichen, mit kleinen Radien, der Torusfräser AE-MS-H, Ø 6 mm zum Einsatz. Beim Vorschlichten geht es ja darum, ein geringes, gleichmäßiges Aufmaß in den Ecken zu erreichen, damit dort keine übermäßige Beanspruchung des Fräsers durch Aufmaßschwankungen auftreten, die dazu führen, dass das erreichte Schlichtaufmaß nicht konstant ist. Beeindruckend am Vorschlichten ist, dass trotz eines Vorschubs von 7.000 mm/min nach zwei Stunden der Verschleiß des Fräsers mit nur zwei µm gemessen wurde. Als weiteren Performance-Sprung versuchten sich die Verantwortlichen von Röders und OSG noch an der Optimierung der Oberflächen. Mit den Kugelfräsern AE-LNBD-H ist das an den Innenflächen mit Oberflächen Ra 0,1 bis 0,2 µm mehr als gelungen.
„OSG gehört sicher dazu“
Abschließend sieht Dr. Oliver Gossel dieses Projekt deshalb nicht nur für Röders, sondern auch für (potenzielle) Kunde als wegweisend: „Wir haben den Schwerpunkt bei diesen Bearbeitungen auf typische Härten größer als 48 HRC gelegt. Wenn der Kunde unseren Empfehlungen folgt, können prozesssicher optimale Qualität bezüglich Oberflächengüte und Genauigkeit bei minimaler Bearbeitungszeit erreicht werden. Wir sehen, dass es für das Hartfräsen im Werkzeug- und Formenbau derzeit vielleicht fünf wirklich gute Werkzeughersteller gibt. OSG gehört sicher dazu.“
Langjährige Zusammenarbeit – außergewöhnliche Entwicklungstiefe
OSG gilt in Soltau seit über 10 Jahren als erste Wahl, wenn es um das Bohren geht. Im Blasformenbau begann die Zusammenarbeit mit Tieflochbohrern von OSG. Mittlerweile gehören Bohrwerkzeuge von OSG bei Röders im Blasformen und im Technikum des Maschinenbaus zum Standard.
Die HSC-Maschinen von Röders werden mit einer außergewöhnlichen Entwicklungstiefe in Konstruktion, Steuerungs- und Regelungstechnik auf höchstmögliche Leistung in Bezug auf Bearbeitungsgenauigkeiten, Oberflächenqualitäten und Dynamik optimiert. Dabei wird konsequent auf Direktantriebe gesetzt, da diese aufgrund ihrer Reibungsfreiheit beste Bearbeitungsergebnisse ermöglichen und zusätzlich besonders sparsam sind. Mit der Reglung der Motoren mit 32 kHz können die Motoren ihr Potenzial voll ausspielen, da Abweichungen extrem schnell erkannt und kompensiert werden.