
Wie funktioniert die bessere Werkzeugauswertung beim Zerspanen? Die prozessbegleitende Überwachung von Zerspanungswerkzeugen unterbricht die Werkstückbearbeitung sofort im Augenblick eines Schneidenbruchs. Neben der besseren Ausnutzung der Werkzeuge erlaubt diese Kontrollmethode höhere Schnittwerte, da man das Risiko von Schäden durch einen Werkzeugdefekt im Griff hat. Dazu wird der Werkzeugzustand zumeist anhand der von den Spindel- oder Vorschubantriebsmotoren aktuell verbrauchten elektrischen Wirkleistung oder des Motordrehmoments beobachtet.
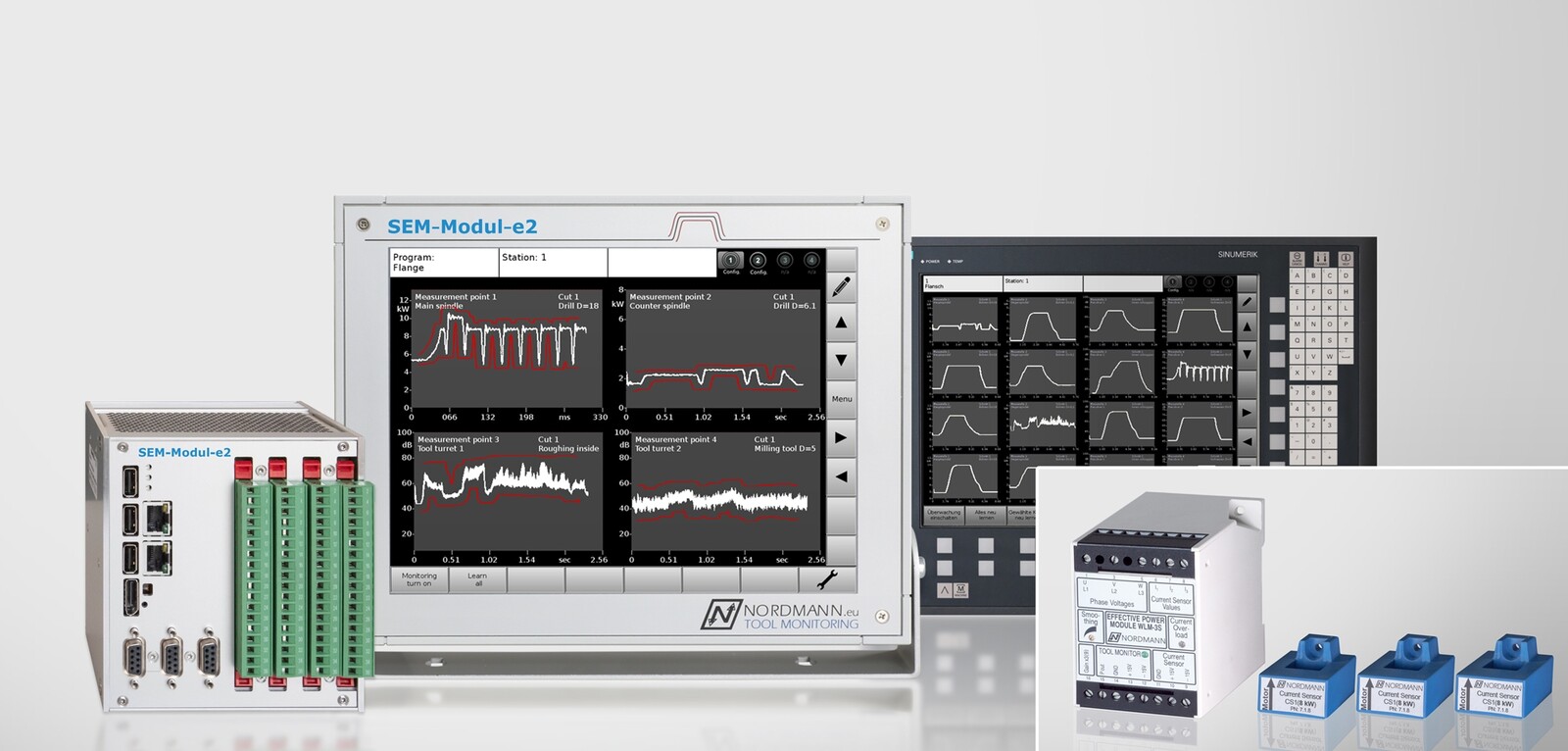
Bessere Werkzeugauswertung beim Zerspanen mit Körperschall-, Kraft- und Wirkleistungsmessung
Die 1989 gegründete Firma Nordmann ist ein Hersteller von Werkzeugüberwachungssystemen, der sich aufgrund seiner besonderen Sensorpalette auf besonders schwierige Überwachungsfälle - meist kleine Werkzeuge - spezialisiert hat. Nordmann entwickelt und produziert seine Überwachungsgeräte und Sensoren zur Körperschall-, Kraft- und Wirkleistungsmessung in Hürth (bei Köln) und in Pfäffikon (Schweiz). Der Wirkleistungsmesswert wird einerseits über eine Messung der Ströme und Spannungen an allen drei Zuleitungen zum Spindel- oder Vorschubmotor gewonnen, andererseits aber auch als „digitale interne Antriebsdaten“ aus der NC-Steuerung ausgelesen. Beim Auslesen kann zwischen Wirkleistung und Drehmoment unterschieden werden, die sich nur um die Faktoren Motordrehzahl und 2π voneinander unterscheiden.
Antriebsdaten liefern nicht ganz die Qualität der direkten Messung
Das Auslesen dieser internen Antriebsdaten verringert den elektrischen Installationsaufwand bzgl. Verkabelung und Umfang der Messelektronik. Dadurch ist diese Methode sehr beliebt und verbreitet, auch im Zusammenhang mit Tool Monitoren von Nordmann. Leider erreichen aber die Messwerte nicht ganz die Qualität der direkten Messung. Denn die direkte Messung der Wirkleistung ist nicht an einen Takt gebunden, mit dem die steuerungsintern gewonnenen digitalen Antriebsdaten über eine Datenleitung zum Werkzeugüberwachungssystem gelangen. Der Unterschied fällt auf, wenn erstens die Messung von Strom und Spannung besonders rauscharm und mit besonders hoch auflösenden A/D-Umsetzern erfolgt und zweitens das auswertende Werkzeugüberwachungssystem eine höhere Taktrate bei der Verarbeitung mittels Stromsensoren und Spannungsabgriff gewonnener Wirkleistungsmesswerte bietet als die Übertragungsfrequenz der steuerungsintern gewonnenen Antriebsdaten beträgt. Insgesamt zeigt sich ein Unterschied im Aussehen der Messkurven. Und zwar sind die mit dem neuesten Wirkleistungsmessgerät WLM-3S von Nordmann gewonnenen Messkurven „ruhiger“ bzw. „glatter“, selbst ohne Hinzunahme eines Glättungsfilters, als die internen Antriebsdaten.
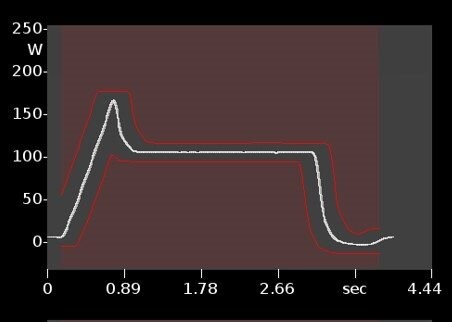

Überwachung eines 2-mm-Bohrers auf einer Rundtaktmaschine
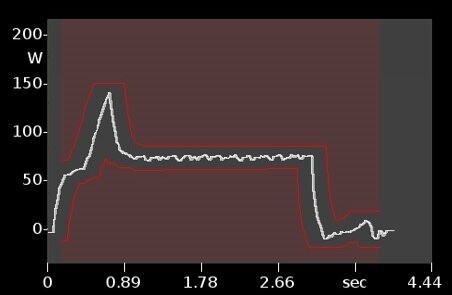
Dieser an sich gering anmutende Unterschied mag normalerweise nicht von Relevanz sein, aber bei der Überwachung kleinster Werkzeuge oder minimaler Zerspanungsquerschnitte macht es doch einen deutlichen Unterschied. Und dieser Effekt ist unabhängig vom Steuerungsfabrikat. Für die Steuerung MTX von Bosch sieht dieser Unterschied im Fall der Überwachung eines 2-mm-Bohrers in der Rundtaktmaschine RT von Pfiffner, der von einem 8-kW-Motor über einen Trommelrevolver angetrieben wird. Während sieben aufeinander folgende Bohrungen in der oberen Messkurve deutlich sichtbar und mit sog. Mindestgrenzen auch auf Vorhandensein überwachbar sind, gehen sie in der unteren Darstellung im Rauschen unter.
Ziel: bestmögliche Auskunft über Werkzeugzustand
Dieser Effekt wurde auch bei Steuerungen von Fanuc beobachtet, wo das WLM-3S bei kleinen Werkzeugen bessere Messwerte liefert. Das Hauptaugenmerk der Steuerungshersteller liegt eben mehr darauf Werkzeug und Werkstück auf möglichst präzisen Bahnen zu bewegen anstatt Messwerte von der Werkzeugbelastung zu produzieren. Hingegen liegt bei Nordmann das Entwicklungsziel auf der Gewinnung von Messwerten, die bestmöglich Auskunft über den Werkzeugzustand geben. Erfahrungsgemäß muss der mittels interner Antriebsdaten überwachbare Bohrerdurchmesser zwei- bis viermal größer sein als der Durchmesser der mittels Leistungsmessung per WLM-3S auf Bruch überwachbaren Bohrer. So sind beispielsweise Bohrer mit nur Durchmesser 1 mm an 4-kW-Spindeln oder mit Durchmesser 2 mm an 16-kW-Spindeln per WLM-3S überwachbar (Leistungsangabe der Spindeln für 40 % Einschaltdauer).
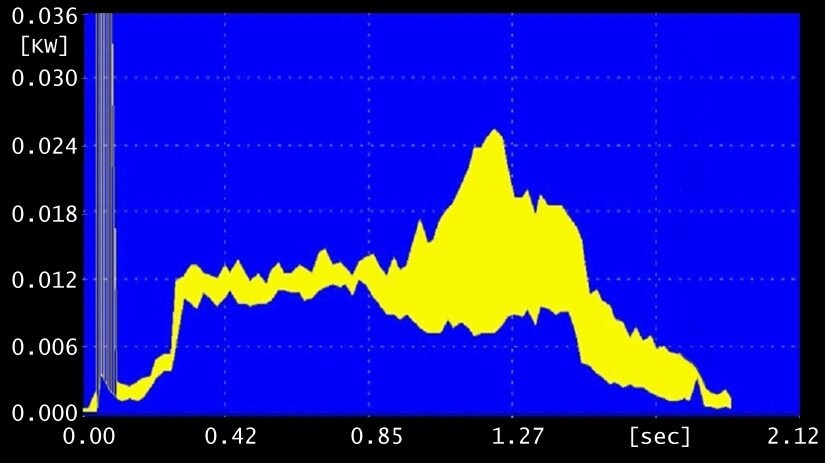
Konstante Spindelbelastung exakt abgebildet
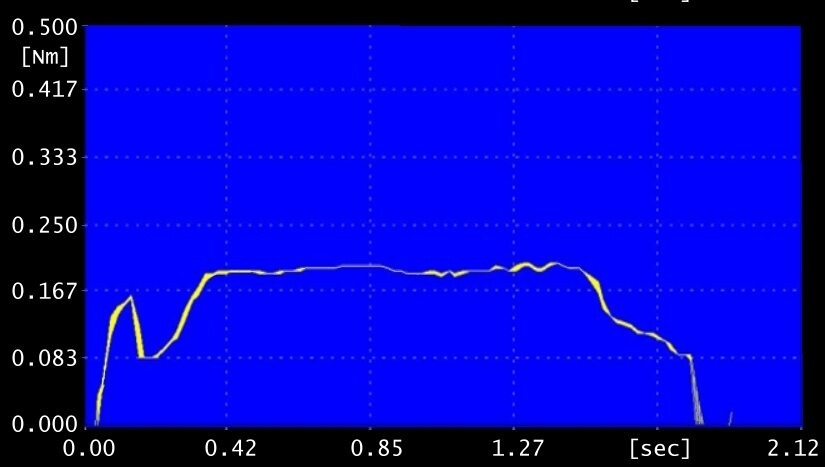
Es soll noch auf eine andere Qualität der Wirkleistungsmessung eingegangen werden: Die äußerst geringe Schwankungsbreite der per WLM-3S gewonnenen Messkurve ist keine Folge einer nachträglichen Glättung der Messwerte, sondern die Spindelbelastung war äußerst konstant und das wurde exakt im Messwert abgebildet. Die Berechnung der Wirkleistung aus einer Messung von Strom und Spannung aller drei Phasen ist sogar ganz besonders in der Lage, eine Dynamik im Zerspanungsprozess abzubilden, wenn diese denn vorliegt. Dies zeigt sich am Beispiel eines ratternden Spiralbohrers mit Durchmesser 8 mm in einer Index-Drehmaschine. Die per WLM-3S gemessene Wirkleistung des Z-Achsen-Vorschubantriebs spiegelt sehr deutlich die dynamische Belastung des Vorschubantriebs wider, während diese im per interne Antriebsdaten ausgelesenen Drehmoment verloren geht.
Einfacher: Überwachung per interner Antriebsdaten
Diese besondere Fähigkeit der direkten Messung der Wirkleistung zur besseren Abbildung der Dynamik des Zerspanprozesses wird sehr häufig zur Überwachung von Fräsern auf Zahnausbruch genutzt. Trotz dieser Vorteile des direkten Messens der Wirkleistung werden die meisten Werkzeuge auch bei Nordmann weiterhin mittels interner Antriebsdaten überwacht – es gestaltet sich einfach vorteilhafter bezüglich Verkabelungsaufwand und Materialeinsatz. Aber es ist beruhigend zu wissen, dass es für grenzwertige Überwachungsfälle einen „Rettungsanker“ in Form der Wirkleistungsmessung per Stromsensoren und Spannungsabgriff gibt. Die größten Einsparungspotenziale der Werkzeugüberwachung finden Sie auf der Website von Nordmann.