Im Forschungsprojekt Vi-Spann belegt das Institut für Fertigungstechnik und Werkzeugmaschinen (IFW) der Leibniz Universität Hannover, dass sich Produktivität tatsächlich durch eine virtuelle Spannplanung deutlich erhöhen lässt.
Aufgrund simulativer Bewertung mittels virtuelle Spannplanung lässt sich die Produktivität deutlich verbessern
Grundsätzlich basiert Spannplanung häufig auf Erfahrungswissen und ist ein iterativer Prozess. Die so umgesetzte Aufspannung von Werkstücken muss trotzdem nicht zwangsläufig optimal sein. Beispielsweise kommt es zu Prozessinstabilitäten durch Rattern oder zu Formabweichungen durch erhöhte Nachgiebigkeiten des Spannsystems. Das Forschungsprojekt ‚Verfahren für die virtuelle Spannplanung in der Arbeitsvorbereitung‘, kurz Vi-Spann, hat das Ziel, einen Leitfaden zur Planung von Spannvorrichtungen im Rahmen der Arbeitsvorrichtung zu entwickeln. Dabei wird die Spannvorrichtung simulativ bewertet, um beispielsweise eine automatisierte Positionierung der Spannsysteme abzuleiten. Informationen über Eigenschaften der Spannmittel (z. B. Größe, Spannkraft, Dämpfung und Steifigkeit) werden aus einer Datenbank bereitgestellt.
Status quo der Entwicklung von Spannvorrichtungen
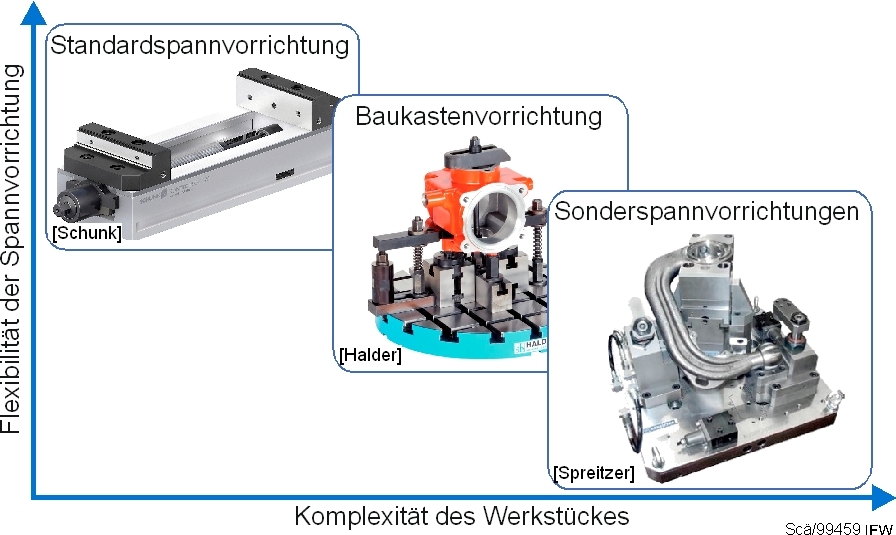
Eine Grundvoraussetzung für einen produktiven und prozesssicheren Zerspanprozess (hier bei Fräsen) ist die hinreichende Fixierung des Werkstücks mit Hilfe einer Spannvorrichtung. Spannvorrichtungen werden üblicherweise in drei Kategorien unterteilt: Standardvorrichtungen, Baukastenvorrichtungen und Sonderspannvorrichtungen (Bild unten). Für geometrisch einfache Werkstücke werden vorwiegend Standardspannmittel, wie Schraubstöcke, eingesetzt. Für Werkstücke mit wenigen Variationen haben Hersteller Normteile entwickelt, die wie Baukastenteile miteinander kombiniert werden können. Spannvorrichtungen für komplizierte Werkstücke werden individuell ausgelegt. Eine flexible Anpassung an Werkstückänderungen ist hierbei nicht möglich.

Neben einer ausreichenden Kraft zur Fixierung des Werkstücks, müssen Spannvorrichtungen hohe statische und dynamische Steifigkeiten aufweisen. Zudem sollten möglichst wenig Spannmittel verwendet werden, sodass eine möglichst gute Zugänglichkeit für das Werkzeug gegeben ist. Ebenso sinkt die Investitionshöhe bei der Verwendung weniger und für die Anwendung ausreichender Spannmittel. Durch eine geschickte Anordnung der Spannmittel können sogar zusätzliche Umspannvorgänge des Werkstücks vermieden werden. Hierdurch sinken Nebenzeiten und das Risiko für Fertigungsfehler. Für die Gewährleistung einer sicheren Spannung des Werkstücks werden die Spannkräfte meist höher als eigentlich notwendig gewählt. Dieses kann allerdings zu Verformungen des Werkstücks führen. Bei Werkstoffen mit geringer Festigkeit führt die Spannkraft zudem zu plastischen Verformungen im Bereich der Spannbacken. Um solche Verformungen zu vermeiden, wird anstelle einer hohen Spannkraft oft die Anzahl an Spannmitteln erhöht. Ebenfalls werden zur Reduzierung von Schwingungen, wie beispielsweise bei dünnwandigen Bauteilen die Anzahl der Spannmittel gesteigert. Eine Alternative zu der Anpassung der Spannmittel ist die Anpassung des Prozesses, um beispielsweise kritische Eigenfrequenzen zu vermeiden. Allerdings ist dies häufig mit einer Reduzierung des Zeitspanvolumens verbunden, wodurch die Produktivität gesenkt wird.
Potenzial der virtuellen Spannplanung
Mittlerweile sind sich Experten in der Industrie einig: Optimale Fertigungsergebnisse können nur erzielt werden, wenn die Spannvorrichtung auf den spezifischen Zerspanprozess a priori genau abgestimmt wird [1]. Bislang wird trotzdem lediglich die Geometrie der Spannmittel im Fertigungsprozess zur Überwachung der Werkzeugkollision während der Arbeitsvorbereitung berücksichtigt. Die Entwicklung von Spannvorrichtungen beruht auf Erfahrungen und Wissen der Firmen [2]. Es fehlt an allgemeingültigen Methoden zur zeiteffizienten und prozesssicheren Entwicklung von Spannvorrichtungen.
Änderungen können in kürzester Zeit berücksichtigt werden
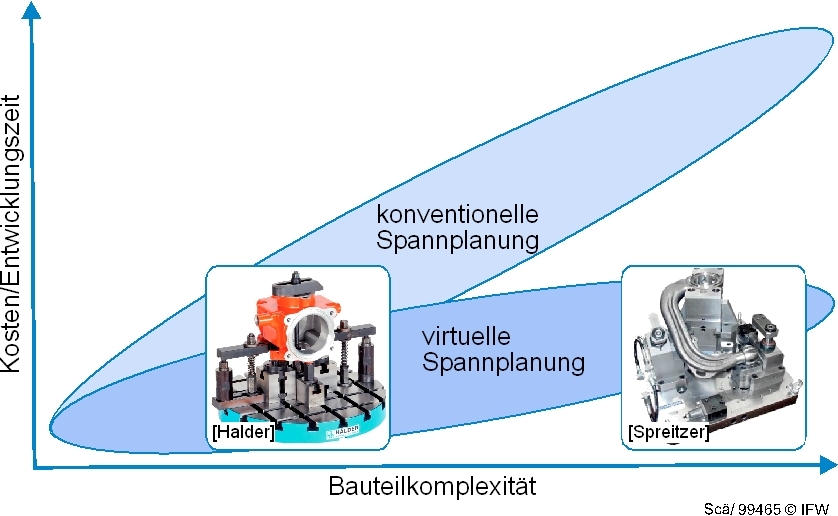
Da Berechnungsgrundlagen zum Auslegen von Spannvorrichtungen fehlen, bleibt bei der Entwicklung lediglich die Möglichkeit, diese im Betrieb zu untersuchen und iterativ anzupassen. Diese Untersuchungen sind mit einem enormen zeitlichen Aufwand verbunden. Bei der virtuellen Spannplanung ist dies nicht notwendig. Im virtuellen Raum können Spannvorrichtungen untersucht werden, ohne ein physisches Pendant zu erzeugen. Änderungen in der Gestalt des Werkstückes und/oder der Spannvorrichtung können im Vergleich zur praktischen Fertigung in kürzester Zeit berücksichtigt und bewertet werden. Dadurch reduziert sich die Entwicklungszeit einer Spannvorrichtung signifikant (Bild unten).
Konzept der virtuellen Spannplanung
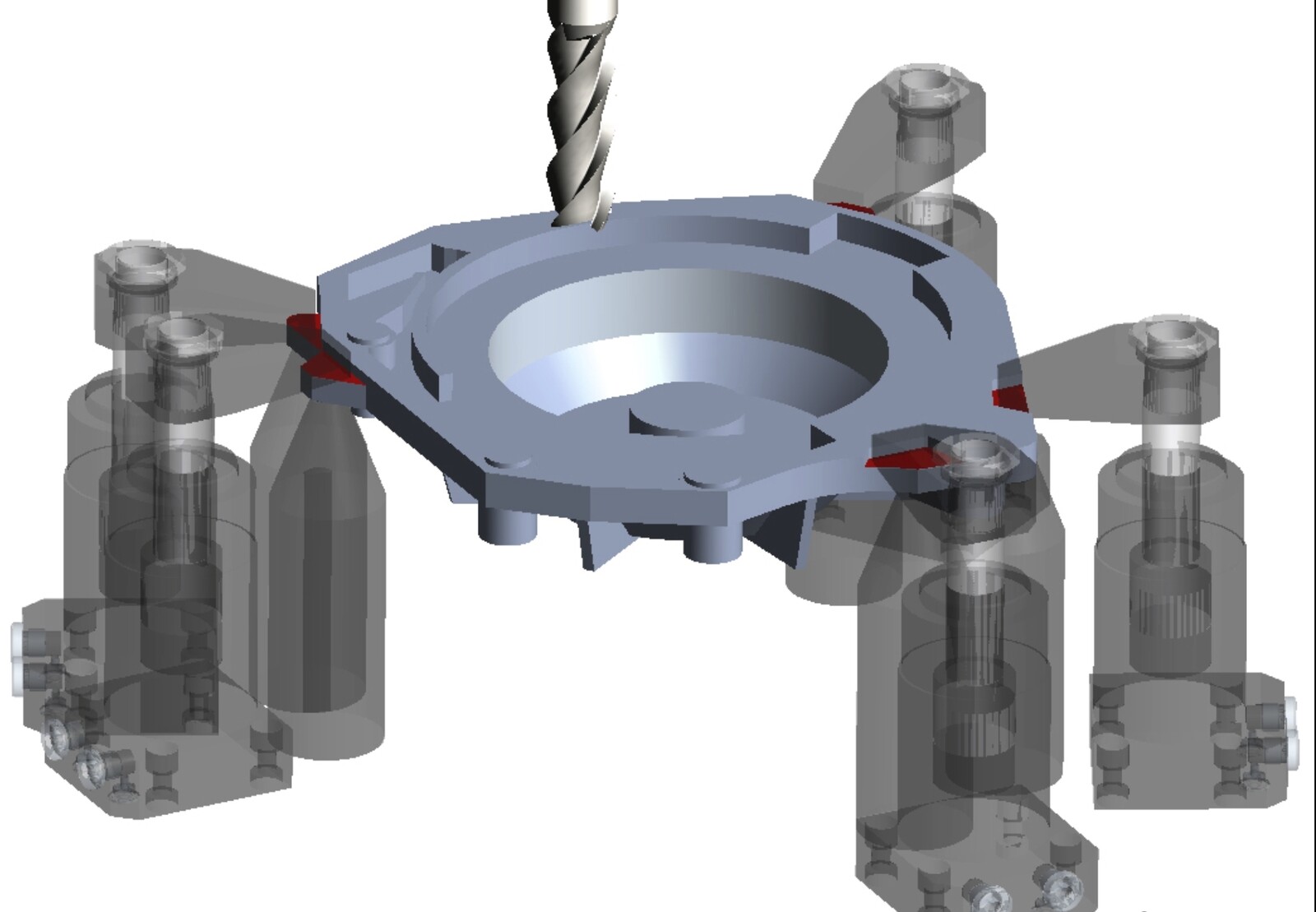
Der am IFW verfolgte Ansatz beinhaltet die Entwicklung einer Software, mit dessen Verwendung das Gesamtkonstrukt aus Spannmitteln, Werkstück und Bearbeitungsprozess simuliert wird. Zu Beginn muss der Anwendender eine CAD-Datei des Werkstücks importieren. In diesem Modell werden vom Anwender die Flächen ausgewählt, die zur Einspannung vorgesehen sind. Ebenso werden die Flächen ausgewählt, die bearbeitet werden. Für die Auswahl der Flächen wird eine Umgebung im offenen CAD-Kernel Open CASCADE genutzt. Um die Spannvorrichtungen miteinander zu vergleichen, werden die Verformungen aufgrund der Prozesskräfte berechnet. Dazu ist die Kenntnis der maximalen Prozesskräfte notwendig. Die Prozesskräfte werden hierbei auf Basis der Prozesseinstellgrößen mit dem Modell nach Kienzle berechnet. Alternativ können diese auch direkt angegeben werden. Anschließend werden die zu bearbeitenden Flächen am Werkstück mit den Prozesskräften belastet. Die daraus resultierenden Verformungen werden durch FEM Simulationen berechnet.
Datenbank liefert physikalische Eigenschaften
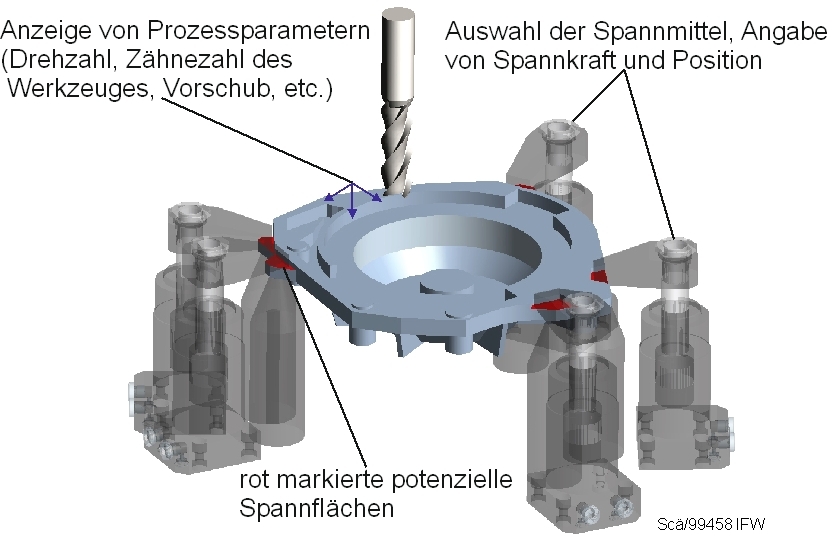
Der Werkzeugpfad und somit die Geometrieänderung des Werkstückes werden hierbei vernachlässigt. Diese Vereinfachung führt zum einen zu einer Zeitersparnis bei der Simulation. Zum anderen werden die möglichen Positionen der Spannpunkte nicht vom bereits festgelegten Werkzeugpfad begrenzt. Im Nachhinein muss trotz alledem eine Kollisionsprüfung durchgeführt werden. Neben der Position ist die Auswahl der Spannmittel für die Verformungen der Spannvorrichtung ausschlaggebend. Die Spannmittel sind als Modelle in einer Datenbank hinterlegt. In der Datenbank sind ebenfalls Informationen zu den physikalischen Eigenschaften der Spannmittel, wie Steifigkeiten, maximale Spannkraft und Größenangaben, hinterlegt. Die Position der Spannmittel wird von einem Optimierungsalgorithmus bestimmt und nach jeder Berechnung angepasst, um eine Konfiguration zu ermitteln bei der die Verformungen minimal sind. Mit Abschluss der Simulationen wird eine Spannvorrichtung vorgeschlagen und grafisch dargestellt (Bild unten).
Nächste Schritte im Projekt Vi-Spann
Mit Hilfe der Projektpartner wurden bereits erste Spannmittelmodelle in die Datenbank aufgenommen. Anhand eines am IFW entwickelten Prüfstands wurden die Eigenschaften der Spannmittel charakterisiert. Weiterhin wurden verschiedene Demonstratorwerkstücke ausgewählt. Die Demonstratoren sind an Bauteile aus der Luft- und Raumfahrtindustrie angelehnt. Bauteile aus der Luft- und Raumfahrtindustrie wurden aufgrund ihrer hohen Anforderungen an die Spannvorrichtung ausgewählt. Die Spannvorrichtungen werden zunächst auf Basis der Erfahrungen der Industrie entwickelt. Dies bildet die Referenz. Nach der Bearbeitung der Werkstücke werden die Oberflächenqualität und Maßhaltigkeit der Demonstratoren gemessen. Anschließend wird Vi-Spann eingesetzt, um eine optimierte Spannvorrichtung zu berechnen. Die dabei bestimmten Spannmittel und deren Positionen werden anschließend genutzt, um die Demonstratoren erneut zu fertigen. Schlussendlich wird die Oberflächenqualität und Maßhaltigkeit der Demonstratoren mit den Ergebnissen der Referenzspannung verglichen und die Produktivität der Spannvorrichtungen bewertet. Durch den Vergleich mehrerer Spannvorrichtungen eines Demonstrators werden Aussagen darüber gemacht, ob die Ergebnisse trotz der getroffenen Vereinfachungen, wie der Berechnung der Verformungen, anhand der Endkontur vergleichbar sind.
Das Forschungsprojekt Vi-Spann
Das Forschungsprojekt Vi-Spann des IFW Hannover wird mit Mitteln der Arbeitsgemeinschaft industrieller Forschungsvereinigung (AiF) Otto von Guericke e.V. gefördert. Das IGF-Vorhaben ‘Verfahren für die virtuelle Spannplanung in der Arbeitsvorbereitung’, IGF-Projekt Nr. 19591 N/1, wurde über die AiF im Rahmen des Programms zur Förderung der industriellen Gemeinschaftsforschung (IGF) vom Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages gefördert. Das IFW bedankt sich für die finanzielle Unterstützung in diesem Projekt ausdrücklich bei den Förderern. Zudem bedankt sich das IFW bei seinen Industriepartnern des projektbegleitenden Ausschusses, die wertvolle Erfahrungen mit den Mitarbeitern des IFW teilen. Ohne diese Zusammenarbeit ist eine praxisorientierte Forschung nicht möglich. Literaturhinweise: [1] Kuttkat, B.: Trends in der Spanntechnik – Reine Mechanik allein genügt künftig nicht mehr, MM-Maschinenmarkt, S. 63-64, 2010; [2] Wang, H.; Rong, Y.; Li, H.; Shaun, P.: Computer aided fixture design: Recent research and trends, International Journal of Computer-Aided Design 42, S. 1085-1094, 2010.