von Harald Klieber
Es geht um richtig große Stahlrohre und richtig große Fräser: Kanten- und Längsnahtfräser mit gut einem halben Meter Durchmesser, die sich aber trotzdem in einer halben Stunde umrüsten lassen. Der XXL-Rohr-Hersteller EEW nutzt das neue Wechsel-Kassettensystem des österreichischen Werkzeugherstellers Boehlerit, um nicht nur bis zu 13 m lange Schweißnahtkanten garantiert aufs Hundertstel zu fräsen. Der Clou dabei sind eben die Kassetten, die mit nur zwei Schrauben auf dem Grundkörper fixiert werden.
Die Spitze des Burj Khalifa kommt aus Erndtebrück
Dass es dabei in Erndtebrück nahe Siegen um echte Massivumformung und Schwerzerspanung geht, belegt EEW mit 8 bis 80 mm dicken Stahlplatten, die mit bis zu 13 m Länge auf 0,4 bis 2,5 m Durchmesser gebogen werden. „Ein perfektes Rohr entsteht aber erst durch eine präzise und sauber ausgeführte Längsschweißnaht. Entscheidend dafür ist die Nahtvorbereitung. Nur mit der perfekten Blechkantenbearbeitung lassen sich Schweißnähte erzeugen, die mehrere Jahrzehnte Wind und Wetter, Hitze, Druck und Kälte standhalten.“ Denn verbaut, so Fertigungsleiter Matthias Beitzel, werden die überdimensionalen Stahlrohre der Erndtebrücker Eisenwerk GmbH in der ganzen Welt. Prominentestes Beispiel ist das bis dato höchste Bauwerk, der 828 m hohe Wolkenkratzer Burj Khalifa in Dubai. Dessen Spitze stammt aus Erndtebrück, besteht aus bis zu 55 mm starken Stahlrohren mit 711 bis 1.524 mm Durchmesser und wiegt rund 700 t. Größter Auftrag für EEW war zuletzt der Offshore Windpark Beatrice vor der schottischen Küste, für dessen Turbinenfundamente Rohre mit über 78.000 t Gesamtgewicht geliefert wurden.
Schwerzerspanung in einer sehr präzisen Dimension
Hochfeste und hochchromnickelhaltige Stähle sind in Erndtebrück an der Tagesordnung. „Vielfach gefordert werden Clad-Rohre, die als Sandwich aus C-Stahl und Edelstahl mit Stärken von bis zu 60 mm nicht nur hochfest und extrem korrosionsbeständig sind, sondern auch höchste Ansprüche an unsere Zerspanung stellen“, skizziert Matthias Beitzel die aktuellen Herausforderungen. „Gerade mit den neuen Werkstoffen hatten sich die Bearbeitungszeiten verlängert. Gleichzeitig sind die Standzeiten der Werkzeuge bei der Schweißkantenbearbeitung deutlich gesunken. Wir suchten deshalb letzten Sommer intensiv nach ‚besseren Werkzeugen‘.“ Fernziel von Matthias Beitzel war es, die Bearbeitungszeiten bei der Schweißnahtvorbereitung zu halbieren. Aber auch die Rüstzeiten sollten optimiert werden. „Die Sache war nicht einfach, weil die Maschinen zur Schweißnahtbearbeitung bei EEW nicht dem üblichen Werkzeugmaschinenstandard entsprechen. Sie fräsen auf speziellen Längsnahtfräsmaschinen über 10 Meter Länge – müssen aber trotzdem Genauigkeiten von einem Hundertstel halten. Das ist Schwerzerspanung in einer sehr präzisen Dimension“, erklärt Thorsten Dolenski, technischer Berater von Boehlerit in NRW.
Fräser nicht mehr komplett austauschen
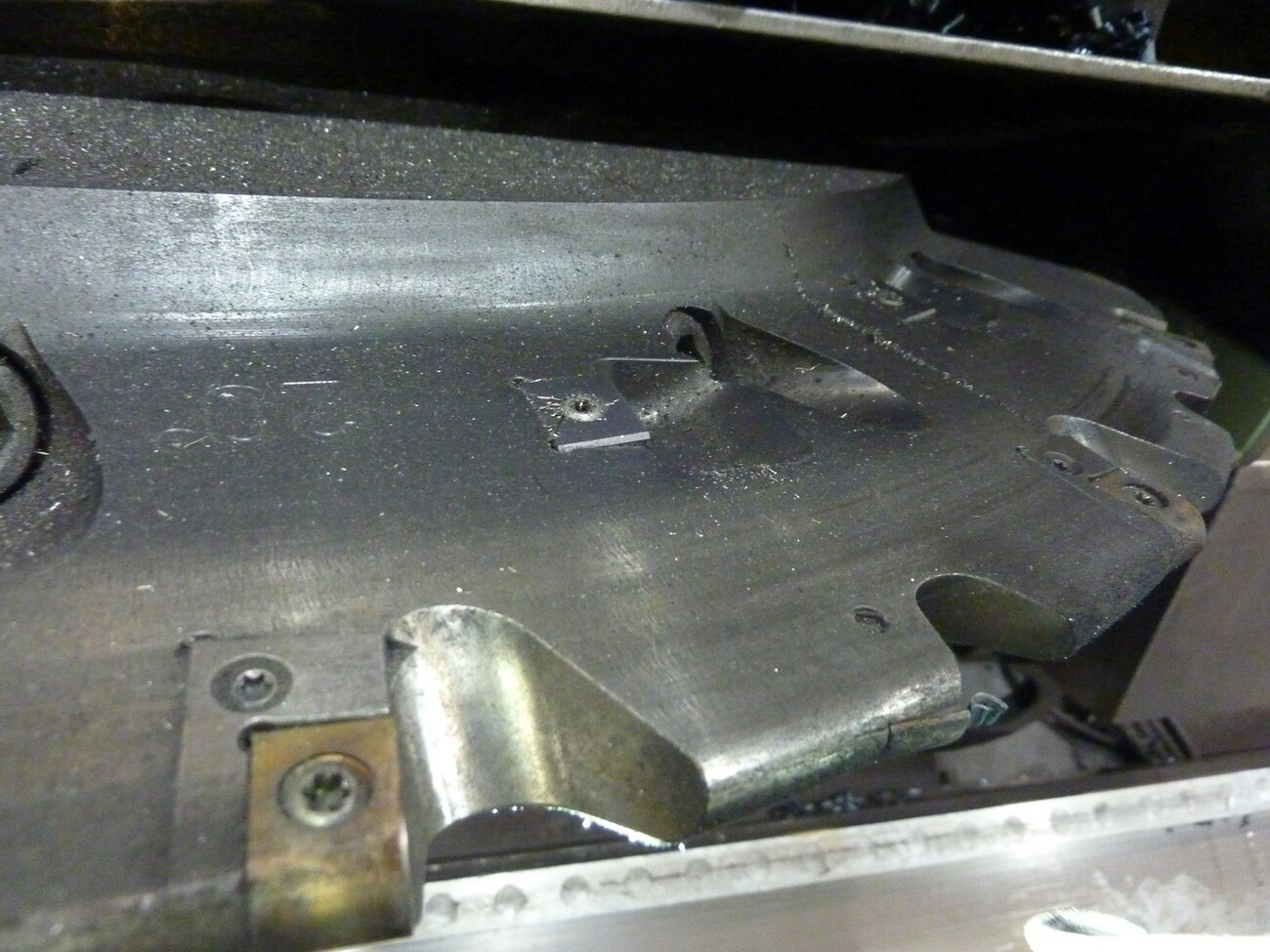
Seit rund drei Jahren arbeitet EEW mit dem österreichischen Werkzeughersteller Boehlerit in punkto Schwerzerspanung zusammen. „Bei einem ersten Ortstermin vor zwei Jahren haben wir gleich gesehen, dass bei diesen großen und schweren Blechkanten-, Längsnaht- und Tulpenfräsern unsere Kassettentechnik sehr vorteilhaft sein könnte, weil damit die Fräser nicht mehr komplett von der Maschine genommen werden, sondern nur noch die Kassetten ausgetauscht werden müssen“, beschreibt Johann Winter, Produktmanager Schwerzerspanung bei Boehlerit, die Vorteile des flexiblen Systems. Demgegenüber müssten Monowerkzeuge, die Boehlerit ebenfalls im Portfolio hat, zur Neubestückung eingeschickt, zusätzlich zur Abdeckung der nötigen Redundanz angeschafft und auf Lager gelegt werden.
Beste Bedingungen für die Schweißnähte
„Unser Kassetten-System ist so genau, dass EEW das komplette Werkzeug nicht neu voreinstellen muss, sondern mit der garantierten Genauigkeit von rund einem Hundertstel innerhalb von Minuten weiterarbeiten kann“, versichert Johann Winter. Dafür müssen nur zwei Schrauben pro Kassette auf- und wieder zugeschraubt werden. So werden nicht nur kleinere Havarien schnell behoben. Es kann auch sehr schnell komplett auf eine andere Schweißnahtgeometrie umgerüstet werden. „Wir fräsen an unsere Rohre nicht nur eine beliebige Schräge an. Je nach Material und Wandstärke müssen die optimalen Winkel und Radien angefräst werden, um für die innere und äußere Schweißnaht beste Bedingungen zu schaffen“, erklärt Matthias Beitzel den entscheidenden Prozess. Erster Schritt beim Herstellen eines Rohrs aus einem Blech ist die Kantenbearbeitung für die inneren Schweißnähte. Dann wird das Rohr gebogen, der Stoß des Rohres geheftet und anschließend unter Pulver innen komplett abgeschweißt. Danach wird die Naht außen mit dem Längsnahtfräser gereinigt und in die ideale Schweißnahtform gebracht, bevor mit bis zu fünf Drähten geschweißt und das Rohr in einer mit Formwerkzeugen ausgestatteten Kalibrierpresse bearbeitet wird. „Nicht nur die Form- und Maßhaltigkeit unserer Rohre wird natürlich geprüft, sondern auch das Material und im Speziellen die Ausführung der Schweißnaht. Wir liefern die Rohre komplett montagefertig zu unseren Kunden. In Erndtebrück können wir bis 2,5 m Durchmesser und 32 m Länge fertigen. Unser Werk in Rostock fertigt bis 12 m Durchmesser und 150 m Länge, die dann direkt verschifft werden können“, berichtet Matthias Beitzel.
Enge Partnerschaft ist elementar
Weltweit produziert EEW mit seinen neun Werken und 2.100 Mitarbeitern in Summe rund 750.000 t Stahlrohr pro Jahr. „In Erndtebrück summiert sich das auf rund 120.000 t
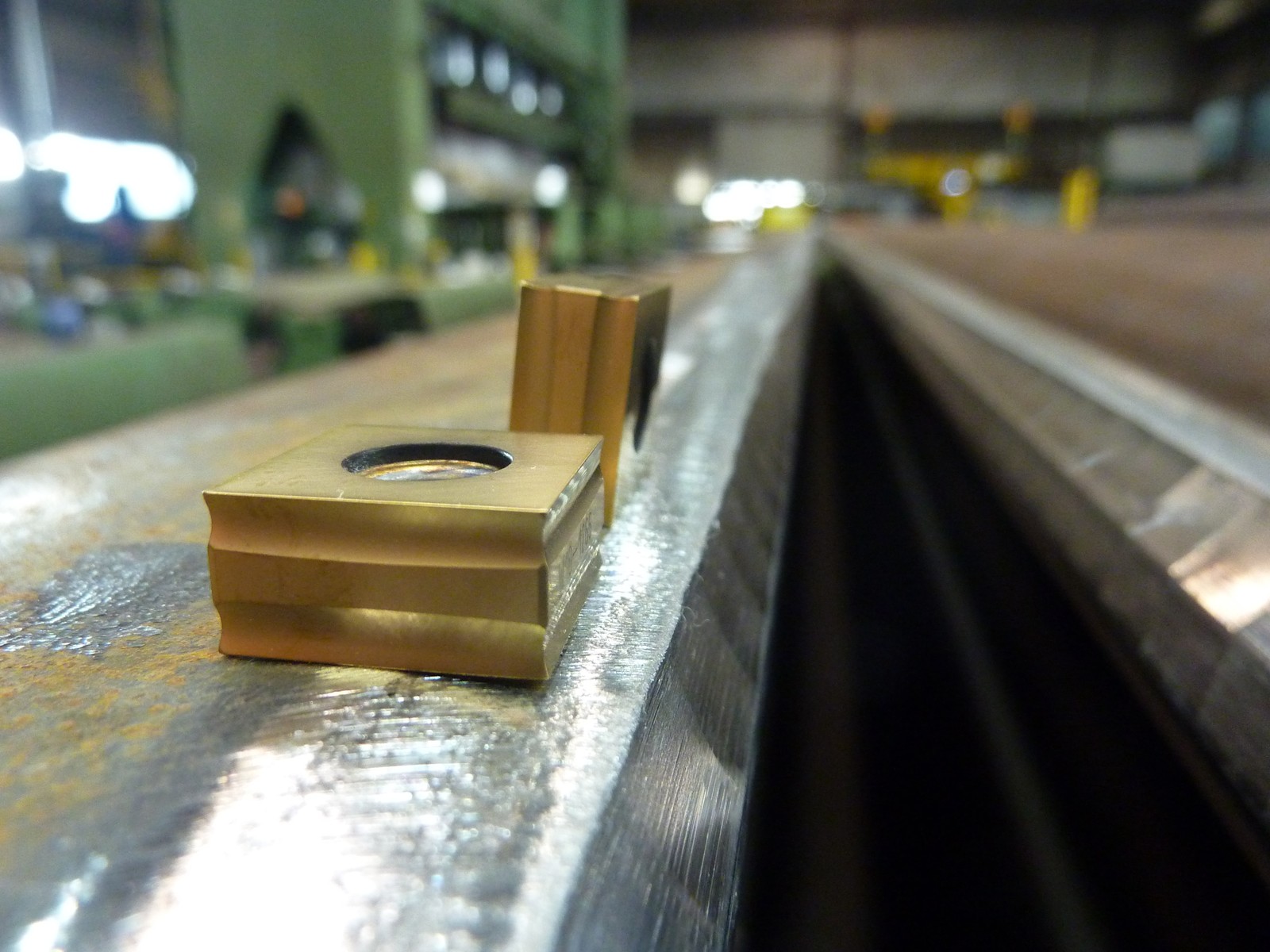
oder etwa 15.000 m Rohr pro Monat. Unsere Spezialität ist unser außergewöhnlich vielfältiges Materialportfolio vom normalen Kohlenstoffstahl bis zum Super-Duplex, Edelstahl und den plattierten Materialen.“ Gerade wegen dieser mittlerweile dynamischen Materialvielfalt, so Matthias Beitzel, ist eine enge Partnerschaft mit Werkzeugherstellern, die auch wirklich neue Impulse für die Zerspanungstechnik bringen und die verschiedensten Zerspanungstechnologien beherrschen, elementar. Besonders mit dem derzeitigen Hightech-Werkstoff, dem plattierten Material, bewegt sich EEW in der Schwerzerspanung nach Erfahrung von Matthias Beitzel an den technologischen Grenzen. „Maschinen und Werkzeuge müssen zusammenpassen. Mit Boehlerit haben wir eine Kombination für die Clad-Rohre erarbeitet, die passt.“ Wie auch für jede andere Stahlsorte wurden spezielle Winkeleinstellungen für die Nahtgeometrie festgelegt. „Ganz nach den Winkelvorgaben von EEW haben wir dann die Kassetten ausgelegt, die dann samt eingepasster Wendeschneidplatten nur noch auf die Grundkörper aufgeschraubt werden“, erklärt Johann Winter die Vorgehensweise.
Kein Wuchten mehr – geniales Kassettensystem
„Der große Vorteil bei unserem Kassettensystem ist, dass die großen Fräser nicht mehr wie früher gewuchtet werden müssen, bevor sie auf die Maschine gehen. Der Trick dabei ist, wir stimmen unsere neueste Wechsel-Kassetten-Generation sehr genau auf die Grundkörper ab. Das Wuchten ist dann nicht mehr nötig“, versichert Johann Winter. „Vor dem Kontakt mit Boehlerit wollten wir die Prozesse erst in eine ganz andere Richtung entwickeln. Das neue Kassetten-System ist aber genial. Wir können gleichzeitig deutlich mehr Flächen anarbeiten als früher. Und den Wechsel von der einen auf die nächste Geometrie schaffen wir im Vergleich zu früher in der halben Zeit“, beschreibt Matthias Beitzel den großen Rüstzeitvorteil. Bis zu 70 Wendeschneidplatten müssten sonst an einem Längsnaht- oder Tulpenfräser neu in der Werkzeugvoreinstellung aufgeschraubt werden. „Die Präzision des neuen Wechsel-Kassettensystems von Boehlerit erlaubt uns, bei Bedarf sogar die Kassetten vor Ort auf der Maschine auszutauschen. Damit reduzieren wir den Rüstvorgang von einem Rohrtyp zum nächsten Auftrag massiv“, berichtet Matthias Beitzel. Dennoch würden die von EEW geforderte Präzision bei der Kantenbearbeitungen, aber auch die Prozesssicherheit und Leistungsfähigkeit in vollem Umfang erbracht.
Echte Alternative – auch für Monowerkzeuge
Derzeit ersetzt Boehlerit mit dem neuen, hochpräzisen Wechsel-Kassettensystem grundsätzlich viele konventionelle Werkzeuge. „Die Vorteile des Wechsel-Kassettensystems kommen vor allem bei den großen Werkzeugen zum Tragen. Sie können eben einzelne Kassetten oder für ein neues Profil den ganzen Satz sehr schnell und ohne Justierarbeiten austauschen.“ Trotzdem, so Anwendungstechniker Thorsten Dolenski, ist das Kassettensystem aber auch eine echte Alternative für Monowerkzeuge. „In Bezug auf Produktionssicherheit, Flexibilität und Werkzeugkosten ist unser Kassettensystem einem Monowerkzeug für diese Anwendungen deutlich überlegen.“ Wird am Anfang der Projektplanung der Grundträger optimal ausgelegt, erklärt Thorsten Dolenski, entfällt die Anschaffung einer Vielzahl von Monowerkzeugen.
Positive Schneidkanten schonen die Spindel
Im Bereich der Blechkantenbearbeitung werden positive sowie negative Schneidwinkel eingesetzt. „In Zusammenarbeit mit Boehlerit haben wir aber festgestellt, dass für gewisse Anwendungen positive Schneidkanten von Vorteil sind.“ Besonders bei größeren Wanddicken lassen sich nach Angaben von Matthias Beitzel mit der positiven Schneidkante richtig schöne Späne machen – ohne dabei Spindel und Maschine zu überlasten. „Die Maschinenschonung ist natürlich ein wichtiger Punkt für uns. Die Standzeiten, nicht nur von Werkzeugen, sondern auch von unseren Spindeln sind natürlich mindestens so wichtig wie eine ordentliche Produktivität“, skizziert Matthias Beitzel die Fertigungs-Philosophie in Erndtebrück. Dennoch würden auch nach wie vor negative Schneidkanten verwendet. „Mit den negativen Schneidkanten lassen sich vor allem C-Stähle richtig gut bearbeiten. Spandicken zwischen 4 bis 5 Zehntel Millimeter sind so auch trocken problemlos erreichbar“, verspricht Johann Winter.
Mehr negative Platten für dicke Späne
Großer Pluspunkt der negativen Platten sind die stabilen Schneidkanten. „Sie erreichen durch das modulare Kassettensystem mehr Freiräume im Werkzeug, dieses bietet mehr Platz für zusätzlich Schneiden. Durch die hohen Spandicken und das Plus an Schneiden erreichen negative Werkzeuge eine deutlich höhere Zerspanleistung, sprich Produktivität.“ Allerdings, so Johann Winter, sollten die Maschinen dafür sehr stabil und mit stärkeren Spindeln ausgerüstet sein. Lukrativ, so Thorsten Dolenski, sind derzeit die positiven Werkzeuge. „Die Maschinenhersteller entwickeln moderne Bearbeitungszentren heute immer mehr in Richtung maximale Dynamik. Die 20 bis 30 Prozent niedrigeren Schnittdrücke der positiven Werkzeuge sind für diese Hochleistungsspindeln natürlich ideal. Die Produktivität bringen dabei natürlich Drehzahl und Achsdynamik.“
Die positive Seite der negativen Platten
Grundsätzlich sind die positiven Werkzeuge aber auch bei EEW nicht überall einsetzbar. Denn die Grenze definieren nach Erfahrung von Matthias Beitzel Drehzahl und Spanstärke. „Unsere Späne sind teilweise so dick, dass sie sich nicht mehr ordentlich ablenken lassen. Spanleitstufen sind da zwecklos. Dann sind negative Werkzeuge gesetzt – die bei deutlich weniger Plattendicke von 8 bis 10 mm zudem mehr Schnittkante liefern“, erklärt der Fertigungsleiter die doch sehr positive Seite der negativen Wendeschneidplatten-Werkzeuge.