von Rüdiger Kroh
Man kennt es aus der Automobilindustrie: In regelmäßigen Abständen werden die Modelle einem Facelift unterzogen, ehe dann die nächste Generation mit der großen Rundumerneuerung folgt. Bei Stama stand man nun vor einer solchen Frage: Facelift oder Neuanfang? „Wir wollten nicht nur eine typische Weiterentwicklung, bei der man nochmal ein Zehntel mehr aus der Maschine herausholt, sondern einen wirklichen Cut vollziehen“, gibt Gerhard Ulmer, Verkaufsleiter bei der Stama Maschinenfabrik GmbH, die Antwort. „Unser Ziel war es, die Komplettbearbeitung weiterzudenken, ohne die Stama-DNA zu verlieren.“ Und das Ergebnis dieser Überlegungen heißt MT 733. „Mit dieser neuen Baureihe haben wir die klassische Stama-Fahrständerwelt verlassen und uns für die Portalbauweise entschieden“, nennt Ulmer die gravierendste Veränderung. „Wir wollten gezielt die Eigenschaften unserer Mill-Turn-Maschinen so verbessern, dass wir mit dem neuen MT-Konzept für die nächsten Jahre gerüstet sind.“
Bearbeiten von der Stange als besonderes Merkmal
Doch blicken wir erstmal kurz zurück, wie alles begann. Im Jahr 1997 wurde bei Stama der erste Schritt zur Komplettbearbeitung getan. Auf einem vertikalen Bearbeitungszentrum konnte von der Stange ein Werkstück in zwei Spannlagen komplett gefräst und gebohrt werden - und das 5-achsig, auf allen sechs Seiten. Das führte damals zu einer deutlich verkürzten Durchlaufzeit vom Rohling zum Fertigteil. Aber warum von der Stange? Ulmer erläutert: „Der klassische Weg, um die Stückkosten zu senken ist das Taylor-Prinzip, bei dem jede Produktionseinheit auf einen Einzelprozess hin optimiert ist. Diese Aufteilung des Gesamtprozesses in kleine Einzelschritte ist unflexibel gegenüber Werkstückveränderungen und das Bauteil ist mehr unterwegs als in der Bearbeitung. Beim Fräsen von der Stange in einer Aufspannung vereint man alle Prozesse in einer Maschine, spart sich also das Umrüsten und ist hochflexibel. Zudem verbessert sich die Qualität, weil nur einmal gespannt werden muss.“ Ein besonderes Merkmal von Stama ist, dass die bis zu 1 m lange Stange geschwenkt werden kann. So lässt sich das Werkstück für die Bearbeitung in beliebiger Winkellage genau positionieren und beispielsweise beim Erzeugen einer schräg angeordneten Bohrung mit nur einer verfahrenden Achse bearbeiten. Bei einem Schwenkkopf müssen dafür immer zwei Achsen interpoliert werden.
Zwei Arbeitsräume bringen Produktivitätsschub
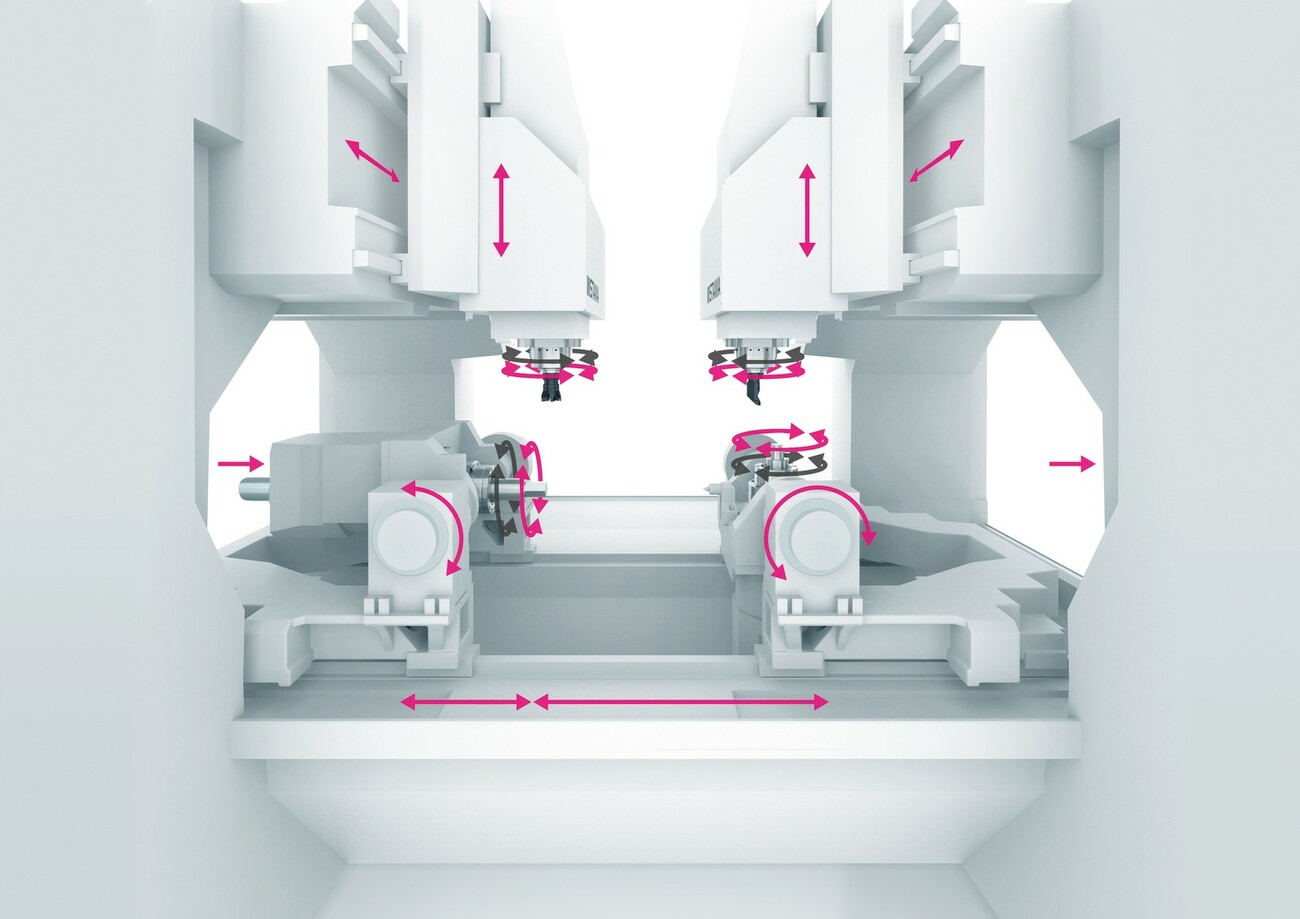
Im nächsten Schritt kam 2001 das Drehen dazu, sodass nun in einem Arbeitsraum von der Stange 6-seitig gefräst und gedreht werden konnte. „Für unsere MT-Technologie haben wir eine Drehspindel mit 4.200 min‾¹ und 180 Nm entwickelt, denn wir wollten keine Kompromisse beim Drehen“, erinnert sich der Vertriebsleiter. „Der Produktivitätsschub folgte dann 2007 mit der Baureihe MT 2C, die über zwei Arbeitsräume mit je einer Fräs- und einer Drehspindel verfügt. Damit konnten wir zeitparallel zwei Werkstücke komplett bearbeiten.“ War Stama mit dieser Baureihe bis dahin nur bei kleinen Losgrößen bis 50 Stück unterwegs, erschloss man sich jetzt auch die Großserienfertigung. Außerdem kam mit der 2C-Maschinengeneration zur Stangen- auch die Futterbearbeitung hinzu.
Somit hatte das Schlierbacher Unternehmen in den vergangenen 21 Jahren immer wieder auf die gestiegenen Anforderungen von Kundenseite reagiert und das mit Erfolg. „Wir haben heute hunderte Maschinen im Markt und wissen, dass sie über 3.000 verschiedene Werkstücke bearbeiten“, führt Ulmer an. „Dabei handelt es sich ausschließlich um Turnkey-Lösungen und von den Anteilen liegen Mehrspindler und Fräs-Drehzentren gleich auf.“ Doch der Markt ver-ändert sich und auch die Konkurrenz schläft nicht. Es galt also, mit einer neuen Maschine die passende Antwort auf die Herausforderungen zu geben. Für das Projekt innerhalb der Chiron Group ließ man sich gut zwei Jahre Zeit und am Ende war die 733er-Baureihe geboren.
Hohe Stabilität als Ziel
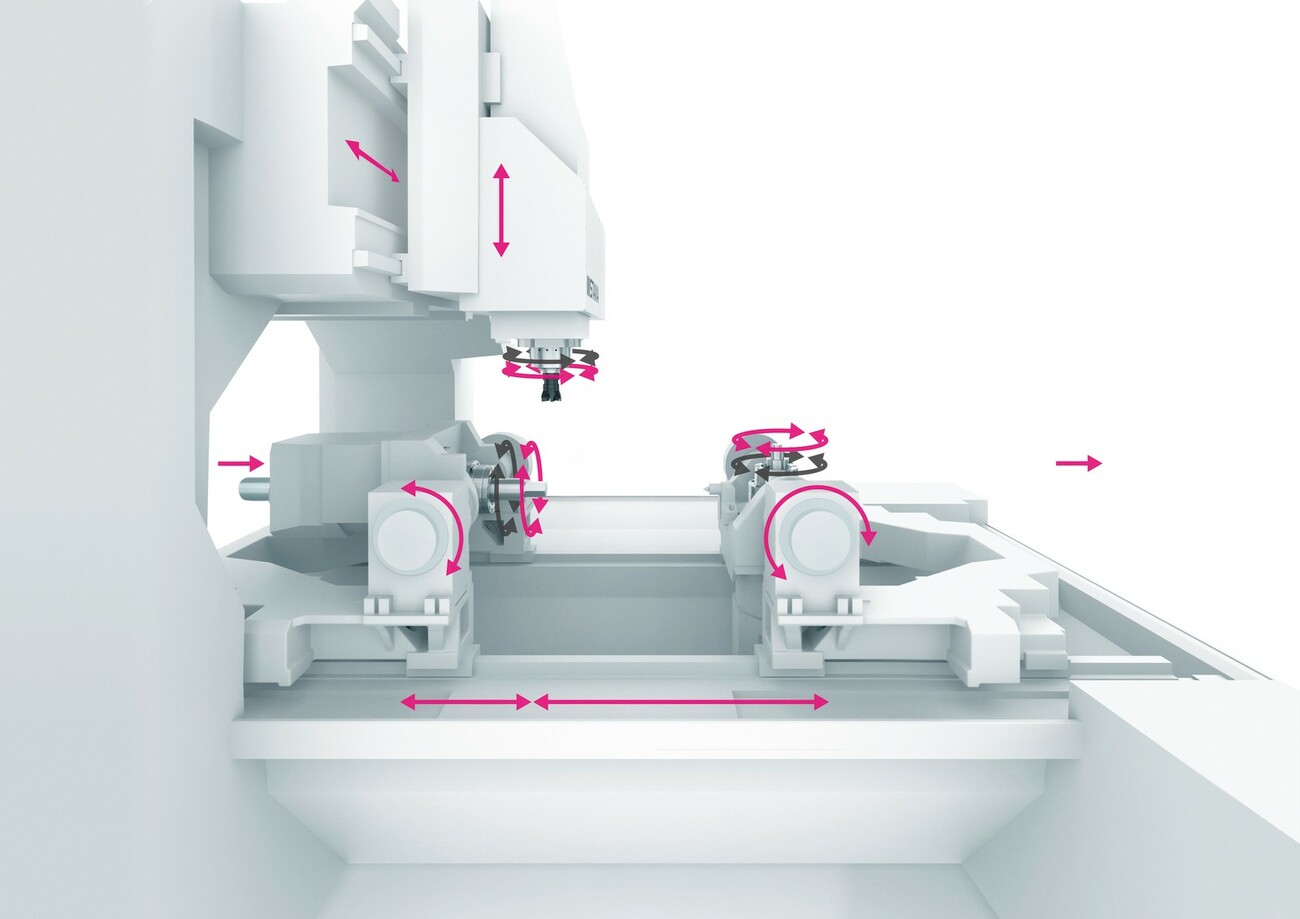
„Es kommen immer mehr schwer zerspanbare Materialien zum Einsatz und die Genauigkeitsanforderungen an die Bauteile steigen stetig“, betont Stama-Produktmanager Michael Wurster und nennt damit auch die Schwerpunkte der Entwicklung. „Wir brauchten also eine sehr stabile Maschine mit hoher statischer Steifigkeit und geringer dynamischer Nachgiebigkeit.“ Mit der klassischen Fahrständerbauweise kam der Werkzeugmaschinenhersteller dabei an physikalische Grenzen, weil dort verhältnismäßig hohe Massen bewegt werden müssen. Die Überlegungen führten schließlich zur ersten Stama-Maschine in Portalbauweise. Wurster begründet: „Wenn wir Präzision und hohe Dynamik in einer Maschine vereinen möchten, liegt die Verwendung der Portalbauweise nahe.“
Modulare Plattform mit vier Maschinenvarianten
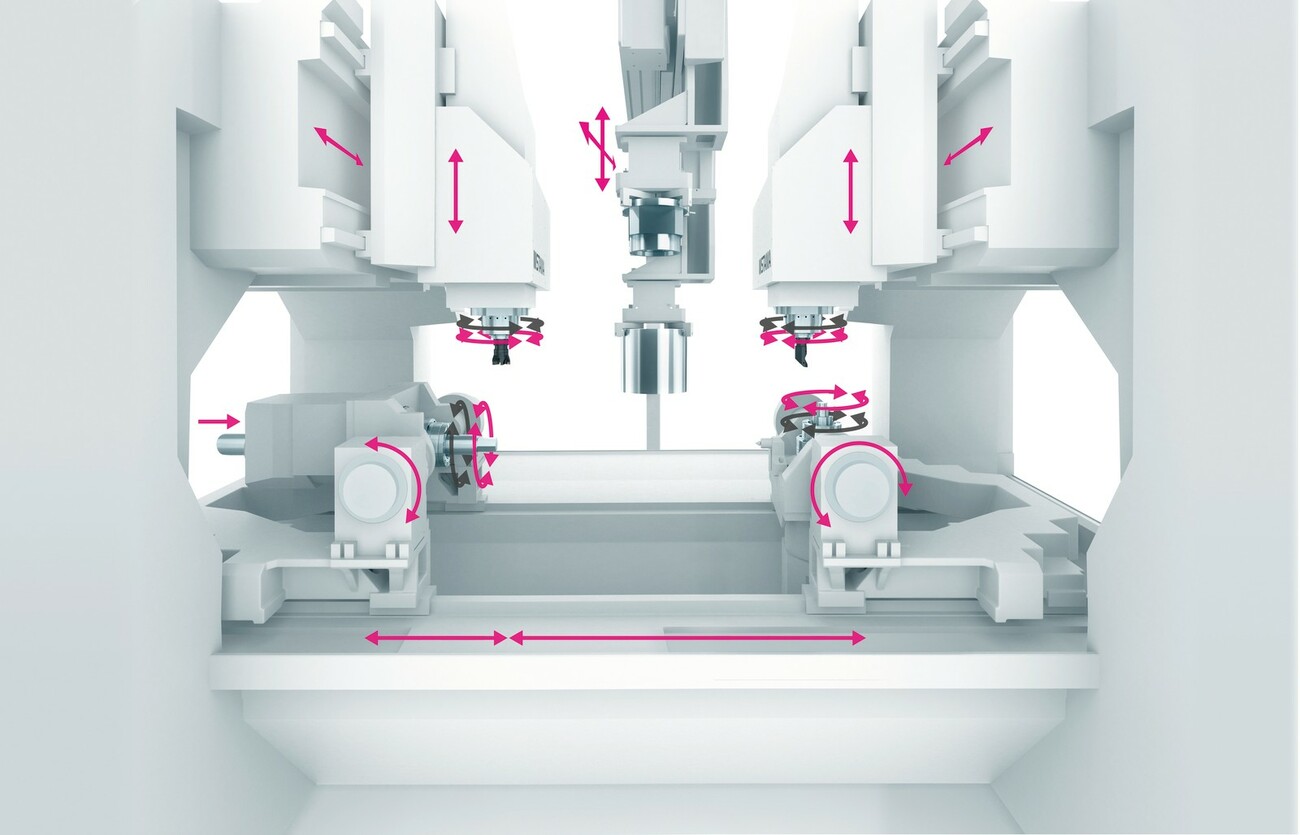
Doch damit nicht genug: Auf der neuen Basis entstand eine modulare Plattform mit vier Maschinenvarianten. Der Baukasten beginnt mit der MT 733 one mit einem Arbeitsraum sowie einer Fräs- und einer Drehspindel. Das Modell one plus ermöglicht durch den Einsatz einer zusätzlichen Gegenspindel die 6-Seiten-Bearbeitung in zwei Spannlagen. Wer über die Flexibilität hinaus noch eine hohe Produktivität benötigt, hat die Wahl zwischen den Maschinentypen MT 733 two und two plus, die über zwei Arbeitsräume verfügen, welche jeweils mit einer Fräs- und einer Drehspindel ausgestattet sind. Bei der two plus wurde das Grundgestell für eine Beladeschleuse, in die beide Bearbeitungseinhei-ten OP10 und OP20 einfahren können, zwischen den beiden Portalen um 390 mm verlängert. Der Materialfluss erfolgt am Beispiel der Stangenbearbeitung daher von vorne nach hinten, anstatt wie bei den drei anderen Varianten von links nach rechts. Dort sorgen Stangenlader oder bei Futterteilen ein integriertes Beladeportal für die Zu- und Abfuhr des Materials. „Die Maschine ist über diesen Modulbaukasten so konfigurierbar, wie es das Werkstück und der Pro-duktionsfluss unserer Kunden erfordern“, urteilt Wurster.
Spindel hat Kühlmantel und integrierte Sensorik
Zu den weiteren Auswahlmöglichkeiten zählen auch die drei Frässpindeln mit 12.500, 20.000, oder 28.000 min‾¹ und Drehmomenten mit bis zu 200 Nm, die frei für jeden Arbeitsraum konfiguriert werden können. Neu ist dabei die me-chanische Klemmung der Frässpindel für eine hohe Stabilität in der Drehbearbeitung. Damit wird eine sehr genaue Lageorientierung der Werkzeugschneide selbst bei unterbrochenem Schnitt sichergestellt. „So kann der Prozess stabiler durchfahren und eine bessere Maßhaltigkeit, höhere Oberflächengüte und mehr Schnitttiefe erzielt werden“, zählt der Produktmanager die Vorteile auf. „Die gesamte Spindel ist darüber hinaus durch einen externen Kühlmantel gegenüber der Maschinenstruktur nahezu thermisch neutral und verfügt über integrierte Sensorik als Basis für die Smart-Line-Produkte der Chiron Group.“
Wie der Frässpindel-Baukasten ist auch das neue Werkzeugmagazin eine gruppenübergreifende Entwicklung. Es hat wahlweise 36 oder 64 Werkzeugplätze je Frässpindel und ist als Kettenmagazin ausgelegt. Um das Eindringen von Kühlmittel und Spänen zu verhindern, werden die Laufrollen durch ein optimiertes Abdeckkonzept geschützt. Auch dem Thema Kettenlängung und der daraus folgenden Ungenauigkeit beim Werkzeugwechsel hat sich Stama gewid-met. Eine automatische Kettenvorspannung mit sensorischer Überwachung soll hier Abhilfe schaffen.
Neues Antriebskonzept für die B-Achse
Mit der MT 733 wollen die Schlierbacher auch den höchsten Ansprüchen an die 5-Achs-Simultanbearbeitung gerecht werden. Daher kommt für die B-Achse ein neues Antriebskonzept anstelle des bisherigen Schneckenantriebs zum Einsatz. Das ausgewählte Galaxie-Antriebssystem von Wittenstein führte auch gleich zu einer strategischen Kooperation und so ist das Unternehmen aus Igersheim Technologiepartner für die neue Maschinenbaureihe. „Unter anderem war für uns die sehr hohe Drehmomentdichte ausschlaggebend, denn der zur Verfügung stehende Bauraum ist begrenzt“, begründet Wurster. „Durch die Vorspannung des Systems wird Verdrehspielfreiheit und eine sehr hohe Positioniergenauigkeit ermöglicht. Da im Gegensatz zur klassischen Evolventenverzahnung ein annähernd vollflächiger Kontakt in der Verzahnung entsteht, sind die Torsionssteifigkeit, Langzeitgenauigkeit und Überlastfähigkeit beispielhaft.“
Auf die thermische Stabilität wurde bereits durch konstruktive Maßnahmen großer Wert gelegt. So hat die 733er-Baureihe einen thermosymmetrischen Aufbau und der Grundgestellwerkstoff Polymerbeton bietet eine hohe Wärmekapazität und eine geringe Wärmeleitfähigkeit, reagiert also auf Schwankungen der Umgebungstemperatur viel träger als eine Stahl-Schweißkonstruktion. Zudem sorgt eine aktive Temperaturkompensation an der Frässpindel, basierend auf der Messung der Temperatur im Spindellager, für eine höhere Genauigkeit an der Werkzeugspitze.
Kühlung des Grundgestells
Als Option setzt Stama mit der aktiven Kühlung des Grundgestells noch einen drauf. Die Rohre für die Kühlung werden in den Polymerbeton eingegossen. „Damit erreichen wir eine Abfuhr der Wärme aus dem Grundgestell und eine direkte Kühlung der Linearführungen in der x- und y-Achse sowie des Spänekanals“, erklärt Wurster. „Diese Option ist gedacht für die Präzisionsbearbeitung bei Kunden, mit höchsten Anforderungen an die Bauteilgenauigkeit.“ Vertriebsleiter Ulmer führt weiter aus: „Wir tauchen damit in die Welt von first part gleich good part ein. In diesem Umfeld heißt das Ziel Prozessstabilität, um die Losgrößen weiter zu reduzieren und trotzdem die Sicherheit zu haben, dass schon das erste produzierte Teil brauchbar ist. Und diese Anforderung wird in der Luftfahrtindustrie, der Werkzeugbranche oder der Medizintechnik, also überall wo teure Bauteile lange bearbeitet werden, immer wichtiger.“
Mit der 733er-Baureihe neue Märkte erschließen
Doch damit nicht genug: „Es geht uns ganz klar darum, neue Märkte zu erobern, aber auch in vorhandenen Märkten unsere Position zu behaupten“, so der Vertriebschef. „Die Maschine eignet sich hervorragend für hochpräzise Bauteile mit zahlreichen Bearbeitungsschritten und möglichst vielen Werkzeugen – idealerweise mit einem Mix von 50 % Fräsen und 50 % Drehen. Das können beispielsweise Grundkörper für Zerspanungswerkzeuge, Teile aus dem Pkw-Einspritzbereich oder Turbolader sein.“
Und bei Stama hat man sich ambitionierte Ziele gesteckt, die Ulmer so formuliert: „Wir wollen in den nächsten zwei bis drei Jahren den Verkauf der gesamten 7er-Baureihe auf etwa den doppelten Absatz pro Jahr deutlich steigern. Wir haben viele verschiedene Werkstücke, die wir schon beherrschen und Kunden, die uns kennen.“ Zur AMB wird der Verkauf der neuen Maschinen beginnen und für potenzielle Kunden hat Stama noch einen Vergleich parat. Demnach erzielt die MT 733 two im Vergleich zur MT 724 2C Einsparungen in der Prozesszeit von bis zu 16 %. Ein gutes Argument für den Einstieg in die nächste Generation der Komplettbearbeitung.