Die Gersfelder Metallwaren GmbH, kurz GMW, mit Sitz in der hessischen Rhön nahe Fulda fertigt auf einer Produktionsfläche von über 5.000 m2 Schalthebel für Pkws und Nutzfahrzeuge, Abgashalterungen, Abgasklappen zur Akustikoptimierung, Gasgestänge für Landmaschinen und Antriebselemente für die Roboterindustrie.
Als Firmengründer Mathias Pfeifer 1988 das Unternehmen aus einer Insolvenz übernahm, waren dort gerade einmal 30 Mitarbeiter beschäftigt, heute sind es bereits 260. Die Hommel Gruppe bietet längst eine breite Palette an Dienstleistungen sowie Zubehör rund um die Werkzeugmaschine an. So hat Hommel bei GMW beispielsweise nicht nur in Zusammenarbeit mit RoboJob eine robotergestützte Automatisierung realisiert, sondern auch noch ein maßgeschneidertes Filtrationssystem aus eigener Fertigung bereitgestellt. Dazu gesellt sich mit Okuma ein Werkzeugmaschinenhersteller, der als Single-Source-Hersteller alle bestimmenden mechanischen und elektrisch/elektronischen Elemente inklusive Steuerung selbst entwickelt und fertigt. Doch einmal der Reihe nach.
Wachstum für 2017 bei etwa 15 %
Nach dem Tod des Vaters übernahm Maximilian Pfeifer die Geschäftsleitung von GMW und führt seitdem das Unternehmen konsequent weiter. Und das mit bemerkenswertem Erfolg. Maximilian Pfeifer: „Wir rechnen für 2017 im Vergleich zum Vorjahr mit einem Wachstum von rund 15 Prozent. Wobei wir uns inzwischen neben dem Umfeld Automobil auch einen festen Kundenstamm aus dem Maschinenbau aufgebaut haben. Darunter einen der weltweit führenden Hersteller von Industrierobotern, für den wir beispielsweise nicht nur das Stammwerk in Bayern, sondern auch dessen Produktionswerk in China mit Baugruppen beliefern.“
Während für die Automobilindustrie Großserien (ab 100.000 Teile pro Jahr) gefertigt werden, bewegen sich die Stückzahlen in der normalen Zerspanung in mittleren Losgrößen von 20 bis 2.000 Teilen. Logischerweise unterscheidet sich hier auch die Produktionsphilosophie. Während bei der Großserienproduktion, wie der Schalthebelherstellung auf weitgehend vollautomatisierte Linien gesetzt wird, dominieren bei den mittleren Losgrößen flexible Maschinenkonzepte. Jüngstes Beispiel dafür ist eine Okuma LB3000II-MYW450, die von einem beigestellten Roboter be- und entladen wird. Doch dazu später mehr.
Rationalisierungspotenzial ausloten
Bei GMW ist Christian Mathes, Leiter Manufacturing Engineering, der Mann, der unternehmensweit nach Rationalisierungspotenzial fahndet. In der Teilefertigung kann er dabei auf die wirkungsvolle Unterstützung von Johann Warkentin, Factory Leader Zerspanung, setzen. In seltenen Fällen kommen beide zu der Überzeugung, dass sich mit einer Investition in ein neues Maschinenkonzept – wie zum Beispiel die schon angesprochene Okuma LB3000II-MYW450 mit Gegenspindel und Roboterbeladung – ein echter Produktivitätssprung erreichen lässt. Wobei, so Maximilian Pfeifer, grundsätzlich nur auftragsbezogen investiert wird.
„Wir investieren auftragsbezogen, das heißt bei einer Anfrage setzen wir uns zusammen und besprechen, ob das entsprechende Bauteil auf unseren installierten Anlagen abgebildet werden kann. Nur wenn dem nicht so ist oder es sich im weiteren Verlauf herauskristallisiert, dass wir mit einem anderen Maschinenkonzept erfolgreicher arbeiten könnten oder Kapazitätsprobleme auftreten, wird investiert. Wobei im Bereich der Futterdrehmaschinen für uns die Suche nach den besten Maschinen relativ einfach ist, denn nach unserer Erfahrung sind die Okuma-Maschinen dabei für uns die weitaus am geeignetsten. Schon mein Vater hat in diesem Bereich grundsätzlich nur bei Hommel die jeweilig passende Okuma bestellt.“
Warum? „Ausschlaggebend dafür ist vor allem, dass wir in all den Jahren nur positive Erfahrungen mit diesen Maschinen gemacht haben. Vor allem begeistert uns, dass die Okumas auch nach vielen Jahren in der Produktion immer noch alle Genauigkeitsanforderungen problemlos halten. Hinzu kommt, dass wir uns vom Vertriebspartner Hommel sehr gut betreut und beraten fühlen. Ich als Unternehmer bin über solche Maschinen natürlich doppelt froh, denn es gibt betriebswirtschaftlich nichts Besseres, als auf bereits abgeschriebenen Maschinen mit Top-Qualität zu produzieren.“
Okuma liefert hohe Langzeitgenauigkeit
Johann Warkentin: „Wir haben ja auch Maschinen anderer Hersteller im Einsatz und können uns deshalb schon ein Urteil erlauben, das da heißt: In Sachen Langzeitgenauigkeit sind die Okumas eine Klasse für sich.“ Ein Urteil, das Dipl.-Ing. Malte Rutsch, Produktmanager Drehen im Produktbereich Okuma bei der Hommel CNC-Technik GmbH, nicht wirklich überrascht, denn: „Die Okuma LB3000II-MYW450 hat anstelle von Wälzführungen Flachführungen in allen Achsen verbaut. Das Ergebnis ist eine deutlich höhere Steifigkeit und ebenso deutlich bessere Dämpfungseigenschaften. Zudem sind die Anbauflächen der Spindel und den Flachführungen alle handgeschabt.
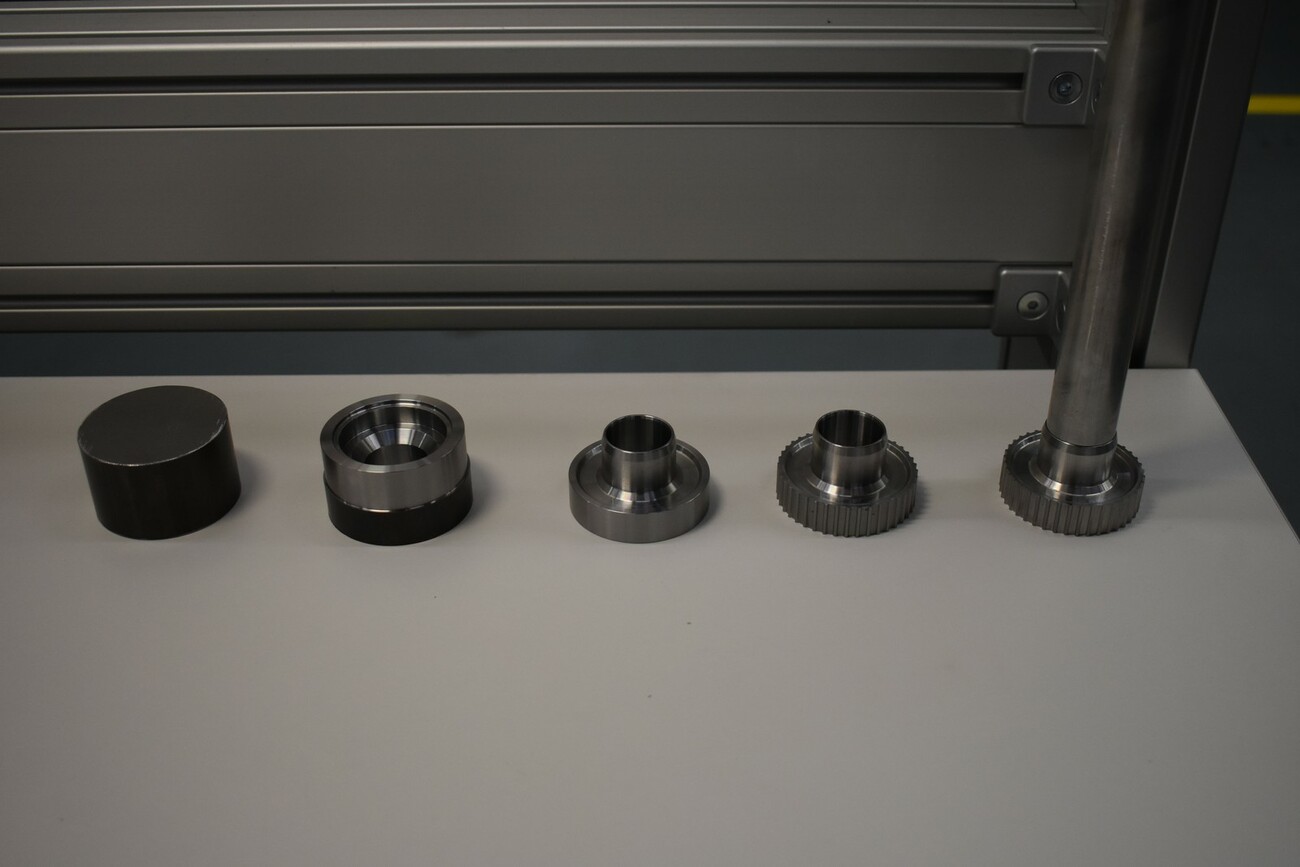
Die Maschine ist mit einem Verbundbett aufgebaut. Das bedeutet es gibt eine kompakte Unterkonstruktion und ein kastenförmig symmetrisch aufgebautes Genauigkeitselement, das die Präzision der Maschine garantiert. Und wie bei allen Okuma-Maschinen ist der Wärmegang durch das im Standard enthaltene Thermo-Friendly Concept gewährt.“ Was sich damit erreichen lässt, zeigt sich am Beispiel der Zahnradfertigung für Roboterantriebswellen. Christian Mathes: „Vorher mussten die Zahnräder in zwei Aufspannungen bearbeitet werden. Jedes Teil musste einzeln in die Maschine eingelegt werden. Nach der ersten Aufspannung wurde das Teil entweder abgelegt oder direkt für die Rückseitenbearbeitung in einer zweiten Aufspannung fertig gedreht. Mit der neuen Okuma steht dafür eine Gegenspindel zur Verfügung. Der ganze Handlingsaufwand rund um die Zerspanung wird von einem Roboter erledigt.“
Nur drei Minuten Bearbeitungszeit
Johann Warkentin präzisiert: „Für die erste Aufspannung haben wir 85 Sekunden gebraucht, für die zweite 80 Sekunden. Die reine Bearbeitungszeit liegt also bei fast drei Minuten. Aber das ist nur die halbe Wahrheit. Zwei Aufspannungen bedeuten auch zweimal Rüstaufwand. Das Teil muss zweimal eingerichtet sowie ein- und ausgespannt werden. Im Endeffekt kann man deshalb die reine Bearbeitungszeit mit dem Faktor zwei multiplizieren. Wenn man zudem noch eventuelle Leerlaufzeiten wie Warte- und Liegezeiten mit einrechnet, erhöht sich das alles noch einmal drastisch. Zusätzlich ist es unerlässlich, das sich ein Mitarbeiter ständig um eine Maschine kümmert, er ist an diese Maschine gebunden.
Mit der Roboterlösung arbeitet die Maschine zwei Stunden durch und der Bediener kann sich während dieser Zeit anderen Aufgaben widmen.“ Christian Mathes: „Wir können jetzt pro Schicht mit der doppelten Ausbringung rechnen oder anders ausgedrückt, wir haben unsere Produktivität verdoppelt und können die Anlage bei Schichtende noch einmal voll bestücken und dann den Speicher mannlos abarbeiten.“ Dazu Dipl.-Ing. Malte Rutsch: „Wir haben an GMW keine Maschine im eigentlichen Sinne verkauft, wir haben einen umfassenden Prozess geliefert. Darunter fallen auch die Spannlagen für die Haupt- und Gegenspindel und in Zusammenarbeit die Werkzeugauslegung.
Speziell auf Kundenbedürfnisse angepasste Lagermaschine
Bei der Okuma LB3000II-MYW450 handelte es sich um eine Lagermaschine, die von Hommel auf die Bedürfnisse des Kunden umgebaut wurde. Wir haben beispielsweise die ursprünglich als Stangenmaschine konzipierte Okuma in eine Robotermaschine umgerüstet und dabei nachträglich einen Maßstab in die X-Achse eingebaut, um eine möglichst hohe Prozessgenauigkeit gewährleisten zu können. Zudem ist sichergestellt, dass der Roboter die Zugänglichkeit zur Maschine nicht einschränkt. Prinzipiell kann diese Maschine also auch für die manuelle Be- und Entladung genutzt werden.“ Noch einmal Johann Warkentin: „Aktuell werden auf der Zelle vor allem Serienbauteile aus C60, Aluminium und 25CrMo4 bearbeitet. Durch das universale Konzept lassen sich damit vor allem Losgrößen ab 20 Teilen sehr gut wettbewerbsfähig produzieren. Zudem braucht es lediglich zwei bis drei Minuten, um die Automatisierung auf ein Wiederholteil umzurüsten.“
Michael Koch, Außendienstmitarbeiter Produktbereich Okuma bei der Hommel CNC-Technik GmbH, fasst die grundsätzlichen Pluspunkte der Okuma LB3000II-MYW450 noch einmal zusammen: „Die Baureihe LB3000II basiert auf dem bewährten 30°-Verbundbett, welches nach dem Thermo-verträglichem TFC-Prinzip aufgebaut ist. Damit wird eine hohe Maßstabilität schon ab Kaltstart und sogar bei sich um +/- 8° ändernder Umgebungstemperatur erreicht. Die standardmäßig integrierte Okuma-Motorspindel – wobei hier bei GMW aufgrund der spezifischen Anforderungen ein Hohlwellenmotor mit einer Leistung von 11 kW bei einem Drehzahlbereich von 50 - 6.000 min-1 und einem Drehmoment von 160 Nm eingesetzt wird – stellt bei einer maximalen Drehzahl von 5.000 min-1 und einem Drehmoment 350 Nm 22 kW zur Verfügung.
Anfahren des Referenzpunktes entfällt
Optional stehen auch 30 kW, 700 Nm und maximal 4.200 min-1 zur Verfügung. Die beiden Drehzahlstufen können ohne die Spindel abzubremsen bei voller Drehzahl innerhalb von 0,5 Sekunden geschaltet werden. In der X- und Z-Achse werden die bewährten hydrodynamischen, eingeschabten Gleitführungen eingesetzt, die Eilgänge von 25 m/min in der X-Achse und 30 m/min in der Z-Achse erlauben. Die mittig gelegenen Antriebe erfolgen über Okuma-Servos mit Okuma-Enkodern und rein absolutem Wegmesssystem. Das Anfahren eines Referenzpunktes entfällt somit.“ Zum Abschluss noch einmal Maximilian Pfeifer: „Der Preisdruck im Bereich Automobilindustrie ist ungebrochen hoch. Ich muss mir darüber im Klaren sein, dass wir mit den sogenannten „best cost country“ in Sachen Löhnen nicht mithalten können. Also müssen wir nach Lösungen suchen, um den Lohnkostenanteil pro Bauteil möglichst gering zu halten.
Wir hinterfragen deshalb ununterbrochen unsere Produktion und versuchen ständig die Prozesse zu optimieren. Das ist bei hohen Stückzahlen, wo wir auf hochtechnologisierte Maschinen und ausgefeilte Prozesse zurückgreifen können, relativ problemlos machbar. Um einiges schwieriger ist es bei lohnintensiven Herstellungsprozessen. Da bedarf es schon einiges an Know-how und Investitionsbereitschaft, um im Vergleich mit diesen Ländern wettbewerbsfähig zu bleiben. Für uns ist der mit der Okuma eingeschlagene Weg einer weitgehend automatisierten autonomen, aber doch flexiblen Teilefertigung ein Ausweg aus diesem Dilemma. Zudem können wir unsere hervorragend ausgebildeten Fachkräfte von relativ eintönigen Be- und Entladearbeiten entlasten und sie bei anspruchsvolleren Arbeiten einsetzen.“
db