

Die Loadassistant von Halter CNC Automation sind standardisierte und damit leicht zu installierende Roboterzellen für das automatisierte Be- und Entladen von CNC-Dreh- und Fräsmaschinen. Der Spanntechnik-Spezialist Ott-Jakob machte zudem die Erfahrung, dass sich diese Lösungen auch sehr anwendungsspezifisch auslegen lassen, wie der Einsatz an einer Tieflochbohrmaschine zeigt.
Die Ott-Jakob Spanntechnik GmbH mit Sitz in Lengenwang (Allgäu) ist mit rund 250 Mitarbeitern ein weltweit führender Entwickler und Hersteller von automatischer Werkzeugspanntechnik. Mit dem modularen Komplettprogramm von Ott-Jakob wurden bereits mehrere tausend Werkzeugspannsysteme für HSK und Steilkegel konstruiert. Als Produzent kompletter Werkzeugspannsysteme beschäftigt sich Ott-Jakob außerdem mit der Entwicklung und Integration intelligenter Monitoring-Systeme. „Wir sind im Grunde bei allen namhaften Werkzeugmaschinenherstellern vertreten“, sagt Florian Hartmann, Teamleiter Serienfertigung bei Ott-Jakob Spanntechnik.
Tieflochbohren mit sehr hoher Werkstückvarianz
Bei der Fertigung seiner Spannsysteme verarbeitet Ott-Jakob auf rund 7.000 m² Produktionsfläche hauptsächlich hochlegierte Stähle und zu einem geringen Anteil auch Aluminium sowie Buntmetalle. „Rund 80 Prozent unserer Zweispindel-Drehmaschinen sind mit Stangenladern ausgestattet. Und wann immer wir Möglichkeiten und Potenziale sehen, automatisieren wir weitere Bestandsmaschinen“, so Hartmann
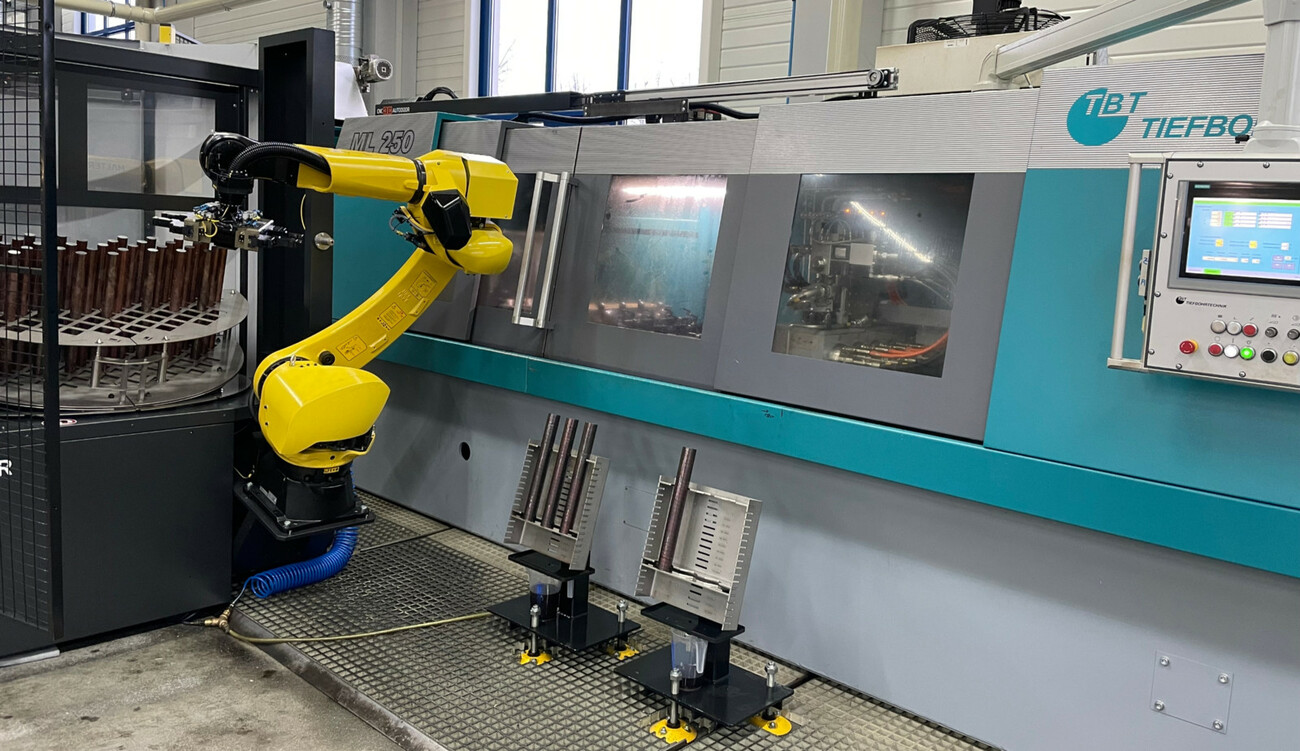
Ein gutes Beispiel hierfür ist eine Tieflochbohrmaschine vom Typ TBT ML250 für die Produktion von Zugstangen und Zugstangenanschlüssen. „Hierzu werden jeweils vier Wellen gleichzeitig mit einer Bohrung versehen, durch die man später die Kühlmedien durch die Werkzeugspindel leitet“, erklärt Florian Hartmann. Die Dimensionen der auf der Maschine bearbeiteten Werkstücke sind sehr unterschiedlich. „Die Wellen haben größtenteils Durchmesser von 20 mm bis 50 mm und Längen von 75 mm bis 550 mm. Innerhalb dieser Bereiche ist quasi jedes Wellenmaß möglich“, betont der Teamleiter.
Dauerhafte Einbindung in den Fertigungsprozess
Bisher wurde mit der Maschine im Zweischichtbetrieb produziert, wobei ein Mitarbeiter, der sich noch um weitere Anlagen kümmerte, die TBT ML250 manuell mit Rohteilen versorgte und die Fertigteile entnahm. Bei Bearbeitungszeiten zwischen drei und rund 30 Minuten, je nach Bohrdurchmesser und Werkstücklängen, waren die Mitarbeiter gewissermaßen dauerhaft in den Fertigungsprozess mit eingebunden. „Dies war u.a. einer der Gründe, warum die Tieflochbohrmaschine automatisiert werden sollte. Zwar gab es von Marktbegleitern alternative Angebote, jedoch hat uns das Konzept von Halter überzeugt.
Da wir bereits seit einiger Zeit an zwei CNC-Drehmaschinen standardisierte Roboterzellen von Halter CNC Automation im Einsatz haben, genauer einen Loadassistant Universal Compact 12 sowie einen Loadassistant Universal Premium 35, und damit positive Erfahrungen gesammelt haben, fragten wir das Unternehmen nach einer Lösung.“ Hieraus entstand schließlich ein Projekt, das mit Blick auf die Flexibilität der Roboterzelle, ein Halter Loadassistant Universal Premium 35, beim Be- und Entladen der Tieflochbohrmaschine einige Besonderheiten aufweist.


Modifizierte Roboterzelle mit angepasster Kinematik
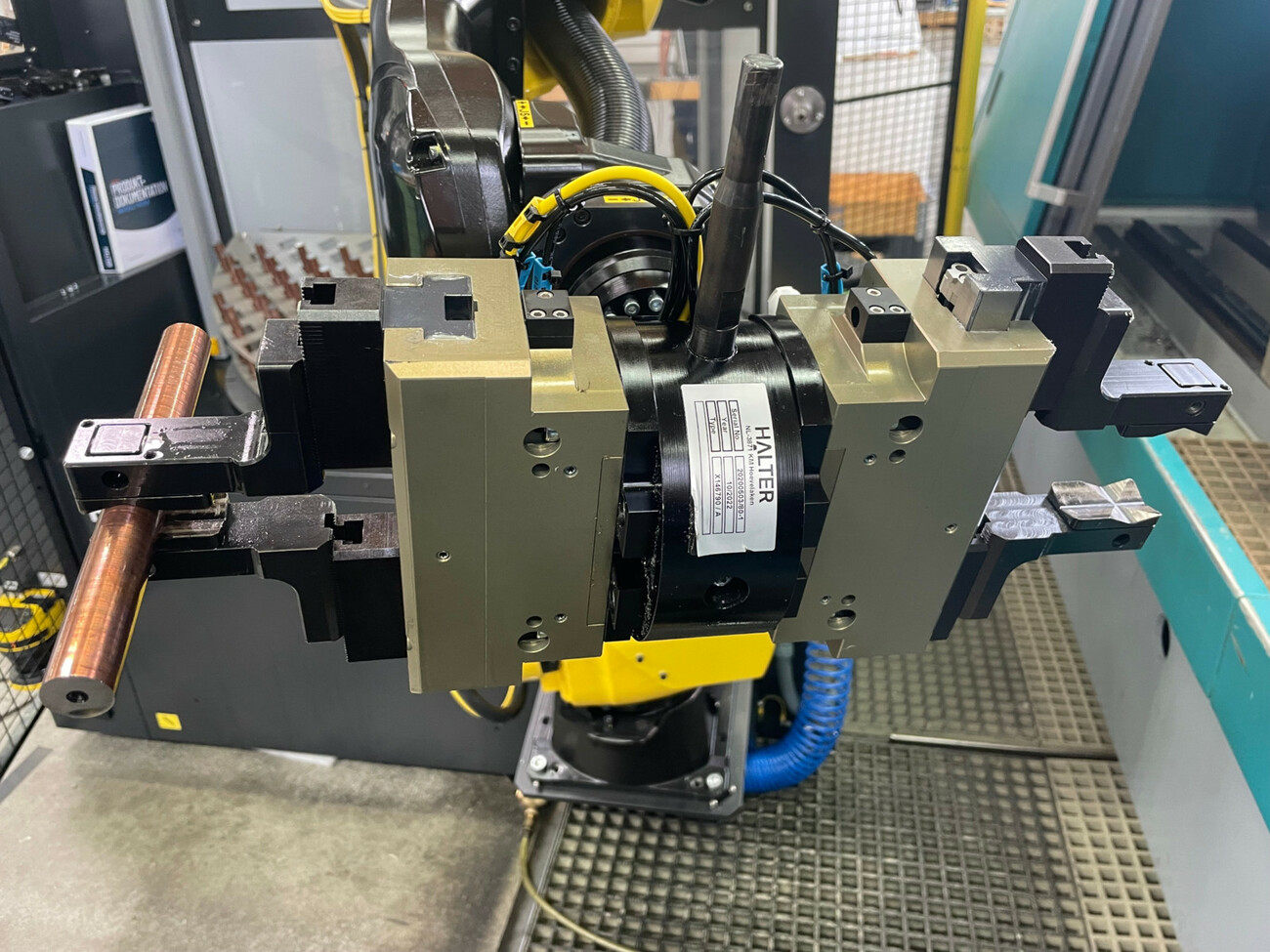
Anders als bei den Standardlösungen von Halter CNC Automation, belädt in diesem Fall die eigens ausgelegte Roboterzelle die Maschine nicht mit einem Werkstück, sondern gleich mit vier Rohteilen. Hierzu muss der Roboter die Wellen sowohl in axialer als auch radialer Richtung handhaben. „Daher wurde u.a. die Programmierung aller Bewegungsabläufe und somit die gesamte Roboterkinematik modifiziert und vor der Maschine eine Umgreifstation installiert“, berichtet Florian Hartmann. Der Roboterarm selbst verfügt zudem über einen Doppelgreifer mit werkstückspezifischen Greifer-Fingern, die im Hinblick auf die zu handhabenden Wellendurchmesser ebenfalls angepasst wurden.
Handhabung auch von längeren Wellen
Als Materialpuffer verfügt die Roboterzelle über eine Standard-Rasterplatte für Wellen mit einem Durchmesser von 20 mm bis 35 mm und Längen von 75 mm bis 250 mm, die insgesamt 176 Werkstücke aufnehmen kann. Darüber hinaus wurde eine Sonder-Rasterplatte für Wellendurchmesser von 35 mm bis 50 mm mit einer Kapazität von 88 Werkstücken entwickelt, wobei der Loadassistant Universal Premium 35 abweichend von seinem Standardmodell nun Bauteile mit einer Länge von bis zu 550 mm transportieren kann.
Höhere Prozesssicherheit durch Lageprüfung
Im März 2023 nahm die Roboterzelle erstmals ihren Betrieb auf. „Uns war durchaus bewusst, dass sowohl Halter CNC Automation als auch wir mit dieser Lösung Neuland betreten, sodass wir während der laufenden Produktion noch weitere Optimierungen vornehmen mussten“, meint Florian Hartmann.
Im Dauerzyklus bereitet der Roboter die Beladung der bereits laufenden Maschine für die Bearbeitung von insgesamt vier Wellen vor, indem er jeweils ein Rohteil aus dem Werkstückpuffer nimmt und es in der Umgreifstation ablegt. Ist die Fertigung von vier Wellen abgeschlossen, entnimmt der Roboter mit einer Seite des Doppelgreifers ein Fertigteil. Hierbei prüft er zunächst die Lage des Bauteils in der Maschine, wobei er ggfs. über einen in der Zelle integrierten Sensor nochmals die Länge der Welle misst, um eine mögliche Kollision beim Ablegen des Teils in der Umgreifstation zu vermeiden. Hierzu Florian Hartmann: „Bedingt durch das Mitschleppen einzelner Bauteile beim Verlassen der Spannstellung in der Tieflochbohrmaschine kann es sein, dass sich mitunter eine Welle nach dem Lösen des Konus nicht an der für den Robotergreifer vorgesehenen Position befindet. Daher hat Halter CNC Automation den Sensor in die Roboterzelle integriert.“
Hauptzeitparallele Vorbereitung der Produktion
Nach Prüfung der Bauteillage legt der Roboter das Fertigteil in der Umgreifstation ab, greift ein neues Rohteil und belädt die Maschine, um als nächstes ein weiteres Fertigteil zu entnehmen. Dies geschieht insgesamt vier Mal. Sämtliche Bewegungsabläufe zwischen Werkstückpuffer und Umgreifstation im Anschluss an das Be- und Entladen erfolgen hauptzeitparallel und beeinflussen demnach nicht die Produktivität der Tieflochbohrmaschine. Ist der Werkstückpuffer abgearbeitet, wird er automatisch gedreht, sodass unmittelbar neue Rohteile für die Fertigung bereitstehen. Auf der Rückseite der Zelle können in der Zwischenzeit die Fertigteile entnommen und der Materialpuffer mit neuen Rohteilen bestückt werden.
Deutliche Entlastung bei steigender Produktivität
„Die durchschnittliche Zykluszeit für das vollständige Be- und Entladen der Maschine beträgt derzeit rund 3,5 Minuten. Wir arbeiten aber daran, diese Zeit noch zu verkürzen“, sagt Florian Hartmann. Die Mitarbeiter der Tagesschichten werden durch die Roboterzelle schon jetzt deutlich entlastet, weil sie dem rückseitigen Werkstückpuffer des LoadAssistant weitestgehend unabhängig von den Bearbeitungszeiten der Maschine Aufmerksamkeit schenken können, um Fertigteile zu entnehmen oder neue Rohteile einzulegen.
„Mit der Roboterzelle sind wir bei entsprechenden Losgrößen in der Lage, die Tieflochbohrmaschine rund acht Stunden, also eine vollständige Schicht, automatisiert fertigen zu lassen. Bei ausreichender Stückstahl kommt es außerdem auch vor, dass die Maschine in eine dritte mannlose Schicht hinein weiterläuft, um einen aktuellen Auftrag komplett abzuarbeiten“, beschreibt Florian Hartmann die aktuellen Potenziale der Automatisierungslösung. ak