Armaturen für den Schiffsbau müssen nicht nur hohen Drücken standhalten, sie müssen auch sehr schocksicher und aufgrund des ständigen Kontakts mit Salzwasser besonders korrosionsresistent sein. Bei der Georg Schünemann GmbH in Bremen setzt man für die Bearbeitung der hochgenauen Werkstücke aus Spezialbronze seit Jahrzehnten auf Maschinen von Mazak. Gegründet im Jahr 1937, baute man bei Schünemann zunächst Kaffeesortiermaschinen und Teile für den allgemeinen Maschinenbau, spezialisierte sich dann allerdings auf Filter- und Armaturentechnik für Branchen wie den Anlagenbau und die Industrie.
Spezialarmaturen für hohe Drücke
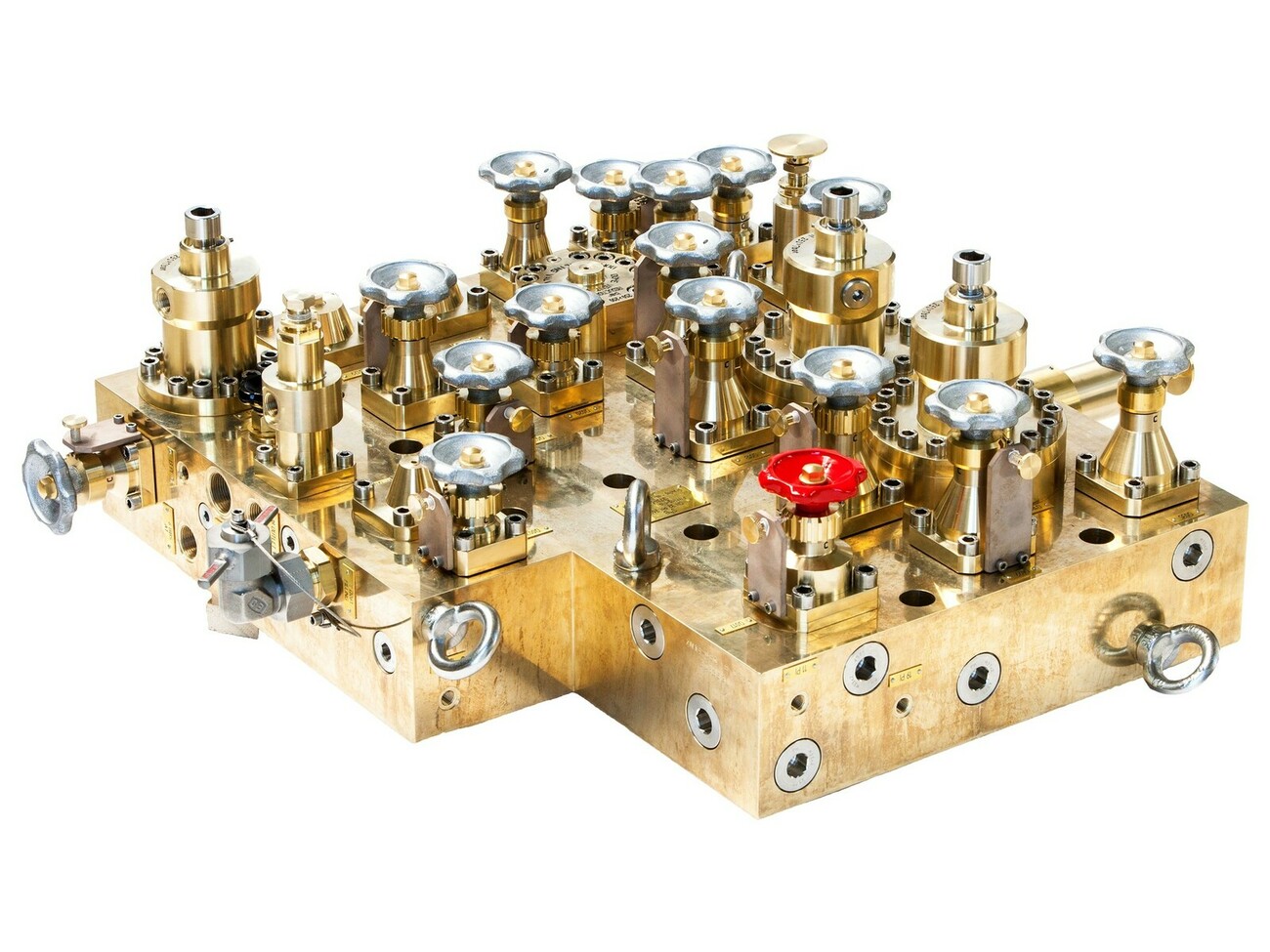
Heute entwickelt und fertigt Schünemann Spezialarmaturen, Ventile und Filter für den Einsatz in Industrieanlagen und in der Schifffahrt, hauptsächlich in der Marineflotte. Die Produkte müssen teilweise extremen Bedingungen standhalten, auch an die Materialien werden hohe Anforderungen hinsichtlich Festigkeit und Dichtigkeit auch bei hohen Drücken gestellt. Bis 1.000 bar Druck müssen Sonderventile wie EBS-Ventile (Emergency Blow Valves) aushalten können. Große Mengen an Druckluft werden bei schnellen Auftauchmanövern von Tauchbooten in kürzester Zeit durch die Armaturen geleitet. Eine sichere Funktionsweise ist dabei überlebensnotwendig.
Schünemann-Geschäftsführer Wolfgang Linster kennt die Anforderungen der Branche und die Technologie aufgrund vieler Jahre in einer Führungsposition bei einem führenden europäischen Anbieter für Marineschiffe und Unterseeboote. Seine Erfahrungen fließen heute in technisch anspruchsvolle Systemlösungen. Bei Schünemann ist man stolz auf patentierte Eigenentwicklungen, zum Beispiel ein speziell für den Gaseinsatz konstruiertes Multifunktionsventil zur Abfüllung von Mono- und/oder Mischgasen in einer besonders kompakten Modulbauweise. Dieses Ventil erfüllt die strengen Richtlinien und Bedingungen der Bundesanstalt für Materialforschung und Prüfung zur Ausbrennsicherheit bei Einwirkung von Sauerstoff-Druckstößen und hat die Zulassung für Anwendungen mit einem Betriebsdruck bis 400 bar erhalten.
Hohe Ansprüche an die Genauigkeit
Die Fertigungstiefe bei Schünemann liegt bei 99 %, das Know-how bleibt damit in der Firma. „Wir haben ein großes Spezialwissen, das wir auf gar keinen Fall aus der Hand geben wollen“ sagt Linster. „So haben wir uns in unserem Segment zum Weltmarktführer entwickelt.“ Auch die sehr strengen Qualitätsprüfungen für Armaturen und Ventile werden zum großen Teil im Unternehmen durchgeführt. Auf fünf eigenen Versuchs- und Prüfständen werden Einstellungen und Funktionen untersucht, Festigkeits- und Dichtheitsprüfungen sowie Strömungstests und Druckverlustbestimmungen durchgeführt. Lediglich die Schocktests gibt man außer Haus.
Die Industriearmaturen und Ventile müssen sicher und gut wartbar sein, vor allem aber hohen Drücken standhalten. Bei der Bearbeitung der Teile ist daher höchste Genauigkeit gefragt. Dafür braucht es zum einen gut ausgebildete und speziell geschulte Mitarbeiter. Von den derzeit 70 Beschäftigten bei Schünemann arbeiten rund 30 in der Fertigung. Zum anderen braucht es leistungsstarke und präzise Maschinen, die die hohen Ansprüche an die Genauigkeit erfüllen können.
Spannlagen von sechs auf zwei reduziert
Die Maschinen in der Fertigung bei Schünemann sind allesamt von Mazak. 1997 wurde die erste Mazak-Maschine angeschafft, im 2-Jahresrhythmus folgten weitere, quer über alle Baureihen hinweg. Heute sind sieben Mazak-Maschinen im laufenden Betrieb, der in der Regel 2-schichtig läuft. „Man kann sagen, wir haben uns mit den Maschinen technologisch weiterentwickelt, vom reinen Drehen hin zur 5-Achs-Bearbeitungung für Werkstücke mit komplexen Konturen. Dadurch haben wir die Spannlagen von sechs auf zwei reduziert“ erläutert Linster.
Die Werkstoffe für die Teile können entsprechend der Kundenspezifikation festgelegt werden, die meisten Werkstücke für den Schiffsbau werden allerdings aus einer speziellen Bronzelegierung gefertigt, die höchste sicherheitsrelevante Ansprüche erfüllt. Die Materialeigenschaften dieser Spezialbronze stellen hohe Anforderungen an die Bearbeitung, nicht zuletzt aufgrund des hohen Materialpreises. „Da darf eigentlich nichts schiefgehen bei der Bearbeitung“ sagt Henryk Fray, Fertigungsleiter im Bereich Armaturentechnik, der seit 39 Jahren im Unternehmen ist. „Bronze ist ein sehr schwer zu bearbeitendes Material, relativ weich und sehr zäh, für spezielle Einsätze ist es aber unerlässlich. Wegen der erforderlichen Oberflächengüte verwenden wir Spezialwerkzeuge und die Maschinen, auf denen gefertigt wird, müssen über eine gewisse Dynamik verfügen.“
Linster ergänzt: „Andere Unternehmen müssen schleifen, um die für unsere Bauteile erforderliche Oberflächengenauigkeit zu erhalten. Unsere Zulieferer haben diese Genauigkeit oft nicht erreicht. Deshalb haben wir die Fertigung komplett ins Unternehmen geholt. Mit der Anschaffung eines Mazak-Bearbeitungszentrums VCN 510C war die Präzision, die wir brauchten, kein Thema mehr. Und jede weitere Mazak-Maschine hat diesen Trend verstärkt.“
Mit neuer Maschine zu kürzerer Durchlaufzeit
Waldemar Apelt, Zerspanungsmechaniker mit Schwerpunkt drehen und fräsen ist seit 20 Jahren im Unternehmen. Er ist Bediener und Programmierer, kennt jede Nuance der Bearbeitung und kann das Beste aus jeder Maschine herausholen. „Nicht dass das bei einer Mazak-Maschine nötig wäre“ sagt der Experte. „Früher musste man eine solch genaue Oberfläche schleifen, wenn nötig von Hand. Heute wird die gleiche Genauigkeit beim Drehen erzielt. Die Mazak-Maschinen haben eine sehr hohe Vorschubgeschwindigkeit und eine sehr große Spindelruhe, sind zuverlässig und präzise bis in den Tausendstel-Bereich. Das trägt immens zu einem perfekten Ergebnis bei.“
Der neueste Zugang in der Schünemann-Fertigung ist ein 5-Achs-Bearbeitungszentrum Variaxis i-700 mit der 5-Achsen-Simultansteuerung Smooth Ai. Und wieder findet ein Technologiesprung statt, denn die Smooth Ai enthält neue KI-Features. Fertigungsleiter Fray erwartet mit der Maschine eine höhere Flexibilität und eine kürzere Durchlaufzeit. „Die Bearbeitung des Gehäuses einer Druckminderstation lief bisher über drei Maschinen mit zig Umspannungen und einer Bearbeitungsdauer von 2.100 Minuten“ sagt er. „Mit der neuen Maschine streben wir 1.000 bis 1.400 Minuten Bearbeitungszeit an. Der Schwenktisch der Variaxis-Maschine kann beliebig bewegt werden, damit sind auch Schrägbohrungen ohne Umspannen möglich. Die Steuerung hat eine automatische Schnittdatenkontrolle, korrigiert Programmierfehler selbstständig und macht Vorschläge für den besten Fräsweg. Auch das Trochoidalfräsen ist durch neue Features prozesssicherer. Insgesamt wird das die Qualität im Detail nochmals verbessern.“
Neue Steuerung mit KI-Merkmalen
In die Steuerungsgeneration Smooth Ai hat Mazak zukunftsfähige Softwarelösungen und den wichtigen Aspekt des KI Machine Learning integriert. Ihre Features machen sie zur idealen Steuerung für das Smart Manufacturing in der Fabrik der Zukunft. Der Smooth Project Manager übermittelt die Bearbeitungsdaten einschließlich Programmen, Spannvorrichtungseinstellungen, Maschinenmodellen, Werkzeugdaten und Koordinatensystemen. Er kann zusammen mit Smooth CAM Ai einen Digital Twin der Maschine erzeugen.
Diese CAM-Software ist die ideale Ergänzung zu den KI-Merkmalen der Steuerung. Sie kann eine Synchronisierung mit der eigentlichen Steuereinheit bewerkstelligen und eine identische Programmierplattform auf dem Büro-PC erzeugen. Dabei werden Merkmale des KI-basierten Lernens, Programme, Werkzeugdaten und -einstellungen sowie Solid-Modelle von Teilen, Spannvorrichtungen und der Maschine übertragen. Dies erspart dem Bediener Zeit- und Arbeitsaufwand und garantiert eine hohe Datengenauigkeit bei der Übertragung von Einrichtdaten vom Büro zur Maschine.
Programmierer und Maschinenbediener Apelt hat sehr viel Erfahrung mit den Mazatrol-Steuerungen. Von 2003 bis heute sind nach seiner Erfahrung alle Steuerungen untereinander kompatibel und leicht bedienbar. Die Smooth-Ai-Steuerung stellt ihn vor neue Herausforderungen, die er gerne annimmt. Die genannten Funktionen möchte er nach und nach in seine Bearbeitungszyklen integrieren. Er erwartet vor allem eine wirkungsvolle Prozessintegration und kürzere Zykluszeiten.
Spätere Roboterautomatisierung wird erleichtert
Malte Mühlenfeld, Prokurist beim Mazak-Händler Mager & Wedemeyer Werkzeugmaschinen GmbH, kann da nur zustimmen: „Der Markt fordert präzise Werkstücke, die flexibel in immer kleineren Losgrößen bei gleichzeitig großer Teilevielfalt gefertigt werden müssen. Um die Fertigungskosten im Rahmen zu halten wird unter anderem die Automatisierung und Vernetzung der Maschinen immer mehr zum Standard. Die Maschinensteuerungen müssen hier Großes leisten können. Mazak hat mit der neuen Mazatrol-Smooth-Ai-Steuerung durch die Integration von KI-Features das Feld bereitet für die zukunftsfähige Produktion.“
Automatisierung ist in der Fertigung bei Schünemann noch kein großes Thema. Doch sollte der Tag kommen, können die Software-Innovationen der Smooth Ai beispielsweise den Anschluss und die Programmierung eines Roboters erleichtern. Es besteht die Möglichkeit entsprechende Schnittstellen nachzurüsten, sodass zum Beispiel Roboterhandlingsysteme, die speziell für die Automatisierung bei kleinen Losgrößen und großer Teilevielfalt entwickelt wurden, eingesetzt werden können.
Andrea Jäger/rk