

Extrem und exakt direkt in geschmiedete Hohlräder aus 20MnCr5-Stahl bohrt Kronawitter im Bayrischen Wald mit den Wendeschneidplatten- und VHM-Bohrern des größten chinesischen Werkzeugherstellers ZCC-CT, dessen Europazentrale nahe dem Düsseldorfer Flughafen liegt.
ZSD-Wendeschneidplatten-Werkzeug bohrt extrem in Hohlrad-Schmiedeteile
„Seit zwei Jahren arbeiten wir zusammen. Gerade aber mit den kleinen Projekten hat mich ZCC-CT-Berater Christoph Weber mittlerweile voll von der Qualität der Werkzeuge überzeugt. Ohne Zentrieren, ohne Anbohren gehen die Bohrer mit maximalem Vorschub durch die geschmiedeten Stahlteile“, betont Geschäftsführer Thomas Kronawitter. Ein Highlight während der Schruppbearbeitung beim Drehen war der ZSD-Wendeschneidplatten-Bohrer, der seit Dezember verschiedene andere Fabrikate abgelöst hat beim Bohren der 33-mm-Durchgangsbohrungen in Schmiedeteilen.
ZSD-Wendeschneidplattenbohrer schafft 0,17 mm/U
Seine Aufgabe ist, pro Jahr in mehreren Kleinserien rund 25.000 geschmiedete Hohlräder ohne vorbohren oder zentrieren sauber zu bohren. „Der Bohrer von ZCC-CT fiel gleich durch deutlich geringere Geräuschentwicklung auf, lief auf Anhieb mit den empfohlenen 170 m/min und hält auch noch 20 % länger“, berichtet Thomas Kronawitter. „Der große Wendeschneidplattenbohrer schafft einen Vorschub von 0,17mm/U während das Wettbewerbswerkzeug mit 0,11mm/U eingesetzt wurde“, erzählt Christoph Weber, der für den technischen Vertrieb von ZCC-CT-Werkzeugen in Bayern und Österreich zuständig ist. So können bis zu 180 Hohlräder in zwei Schichten auf der Monforts RNC 400 Singleturn gefinisht werden.





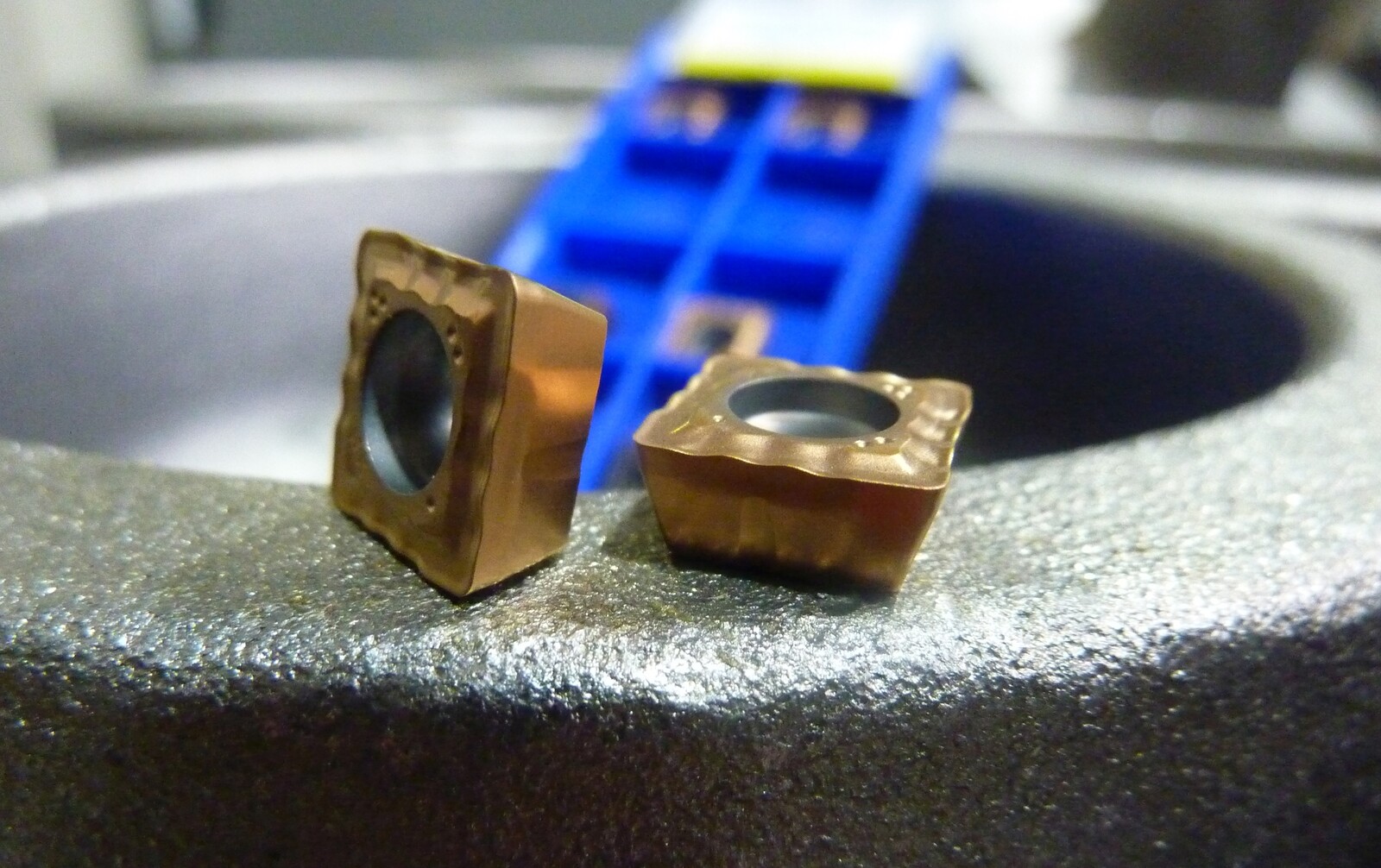
Verdoppelter Vorschub mit PVD-Schicht und zähem Substrat
„Die Auslenkung des Bohrers ist schon sehr gut, da verläuft nichts“, betont Thomas Kronawitter. Und das eben ohne vorbohren oder zentrieren mit 33 mm Durchmesser durch den konisch geschmiedeten 20MnCr5 bohren – „das ist schon beachtlich, zumal wir auch auf die Prozesssicherheit großen Wert legen.“ Deshalb kontrolliert Kronawitter-Werkzeugtechnologe Stephan Goldschmidt immer wieder den Verschleiß der hochbeanspruchten Bohrer. „Die großen Wendeschneidplattenbohrer von ZCC Cutting Tools überzeugen mit sehr homogenem Verschleiß. Außerdem können die innen wie außen identisch eingesetzten Wendeschneidplatten gar nicht falsch eingebaut werden“, fügt der Anwendungstechniker Ercan Cinar an.Unterm Strich laufen die ZSD-Bohrer vor allem gleichmäßig über ganze Chargen mit rund 280 mm Vorschub pro Minute. „Die vorher verwendeten Bohrer schafften nur rund 138 mm pro Minute. Dieser doppelte Vorschub rechnet sich natürlich über die Produktivität, erklärt Ercan Cinar, der für die Leistungsfähigkeit und Verschleißfestigkeit der Wendeschneidplatten besonders deren Wellenprofil, das zähe Grundsubstrat und die Multilayer-Schicht verantwortlich macht.
Kein vorsichtiges Anfahren, kein Zentrieren
„Die Wendeschneidplatten sind schon sehr schnittfreudig. Das unterstützt die dünne PVD-Schicht“, so dass Ercan Cinar ein optimales System mit harter Schicht und letztlich äußerst zäher Platte bestätigt. Und das sei auch nötig. Bei den Wettbewerbsbohrern war immer der Anschnitt der kritische Punkt, an dem vorher schon einige Schneiden kaputtgingen. „Das ist jetzt vorbei. Wir fahren mit den Bohrern von ZCC Cutting Tools ‚volles Rohr‘ ins Material – also kein vorsichtiges Anfahren oder Zentrieren mehr. Der Trick ist zum einen das schnittige Wellenprofil und zudem eine leichte Schrägstellung der Wendeschneidplatten.“ Das Vielzahnprofil und die Schrägstellung der Platten würden vor allem den Anschnitt und dann auch den Spanbruch im Vollschnitt deutlich verbessern, sagt Ercan Cinar. In Summe, so Thomas Kronawitter, würden mit den ZSD-Bohrern viele Werkzeugwechsel und effektiv noch mehr Bearbeitungszeit gespart.
GD-Bohrer revolutioniert den Vorschub
An einem anderen geschmiedeten Bauteil, das in einem Planetengetriebe zum Einsatz kommt, setzt Kronawitter seit kurzem auf einem seiner Toyoda-Bearbeitungszentren die VHM-Bohrer der GD-Serie von ZCC-CT ein. „Die neuen GD verfügen über eine PVD-Multilayerschicht mit erhöhter Zähigkeit. Unterm Strich, erklärt Dennis Hollenberg, Product Manager Solid Carbide Tools bei ZCC Cutting Tools Europe in Düsseldorf, würden damit vor allem die GD-Bohrer extreme Produktivität in Stahl und Guss liefern. „Wenn Sie dem GD-Bohrer zusehen, wie er in Stahl oder Guss bohrt, erinnert das schon stark ans Stanzen“, beschreibt auch Thomas Kronawitter die extreme Produktivität des GD, die der niederbayrische Serienteilproduzent an dem Hohlrad eines Planetengetriebes vorführt, das auch aus geschmiedetem 20MnCr5 produziert wird. Vorher wurden die Löcher zwar mit 180 m/min, aber mit nur 0,08 mm/U und inklusive Positionsverlusten trotz blank vorgedrehter Anbohrflächen gebohrt. Jetzt überzeugt der GD-Bohrer mit einem Vorschub von 0,23 mm/U. „Das ist der dreifache Vorschub. Der neue Vollhartmetallbohrer von ZCC Cutting Tools schafft das bei 116 Schnittmetern! Das habe ich so vorher noch nicht gesehen. Das ist wirklich enorm“, unterstreicht Thomas Kronawitter die Leistung des GD-Bohrers.
Auch mit vollem Bearbeitungsvorschub ins Material
Grundsätzlich hat ZCC-CT den Vollhartmetallbohrer auf hohen Vorschub ausgelegt. „Der Trick ist wie schon bei dem neuen UD-Bohrer, dass der Bohrer durch seine Ausspitzung über nahezu keine Querschneide verfügt.“ Damit, so Dennis Hollenberg, seien Vorschübe fern der 0,2 mm/U erst realisierbar, weil es sonst unweigerlich zu Abplatzungen im Zentrum kommen würde. „Ähnlich wie bei dem Wendeschneidplattenbohrer – und das ist die einzige Ähnlichkeit – können Sie auch mit diesem Vollhartmetallbohrer direkt mit vollem Bearbeitungsvorschub ins Material gehen“, betont Ercan Cinar. „Und deshalb also“, resümiert Thomas Kronawitter, „schaffen wir nicht mehr nur 1.200 Bohrungen mit einem Bohrer, sondern jetzt 1.700 Bohrungen – und die viel schneller. Pro Schicht also nicht mehr nur 150 Teile mit je 8 Löchern, sondern 210 Teile. Auch das ist beachtlich“, betont Thomas Kronawitter.