

Ein Empfang in perfekten Räumlichkeiten, die genau zum Anlass des Besuchs in der Arena der Digitalisierung im Elektromotorenwerk von Siemens in Bad Neustadt passten. Der Boden noch ursprünglich aus der Produktionszeit und entsprechende Möbel bildeten den Rahmen des Gesprächstermins für die Anwenderreportage, in deren Mittelpunkt ein doppelspindliges Bearbeitungszentrum der Chiron Group mit nahezu allen digitalen Lösungen aus dem Smartline-Softwareportfolio stand.
Eröffnet wurde die Arena der Digitalisierung im Mai 2017 und war damit quasi der Ausgangspunkt für das jetzige Projekt. „Unter dem CEO der Siemens Business Unit Motion Control wurde die Digitalisierung ins Leben gerufen und ständig erweitert und modernisiert“, schildert Eugen Edelmann, Leiter der Vorfertigung und Sondermotorenmontage bei Siemens in Bad Neustadt. Torsten Franz, verantwortlich für PLM-Integration und Innovation, blickt auf die Anfänge zurück: „Das Thema Digitalisierung in der Metallbearbeitung rückte damals vermehrt in den Vordergrund und wir waren ein Werk mit viel mechanischer Bearbeitung, den entsprechenden Maschinen und Erfahrungen mit der NX Software Suite.“ Daher wurde Bad Neustadt zum Vorzeigewerk ausgebaut. „Es sollten aus dem Fertigungsbereich die Rückmeldungen zu den Entwicklern kommen, was gebraucht wird, eventuell verändert oder optimiert werden sollte und was funktioniert.“
Digitalisierung voranbringen
Soweit die Vorgeschichte. Für die Umsetzung wurde ein Partner auf der Werkzeugmaschinenseite gesucht und in diesem Fall mit Chiron gefunden. Das Unternehmen mit Hauptsitz in Tuttlingen hat sich vor etwa fünf Jahren für Siemens NX als CAM-System entschieden. „Damit sind alle unsere Produkte kompatibel und wir haben die gleiche Basis, um mit unterschiedlichen Bausteinen die gesamte Prozesskette von A bis Z abzubilden“, sagt Markus Schimansky vom technischen Vertrieb der Chiron Group SE. Und Franz ergänzt: „Die Produkte der Chiron Group fügen sich mit unseren wie bei einem Puzzle zusammen und es besteht auf beiden Seiten das Interesse, die Digitalisierung voranzubringen.“
Bei der Umsetzung wurden im ersten Schritt alle Werkzeugmaschinen in der Elektromotorenfertigung an das Netzwerk angebunden, um Transparenz zu schaffen. Dies war sehr wichtig und brachte über die Bestimmung der OEE-Kennzahlen die Erkenntnis, dass die Maschinen teilweise noch nicht voll ausgelastet sind. Denn häufig werde nicht zwischen Nutzung und Verfügbarkeit unterschieden, wie Schimansky verdeutlicht. „Denn verfügbar ist ein Bearbeitungszentrum auch, wenn es auf Rohteile wartet oder gerüstet wird. Den Nutzungsgrad kann ich nur erfassen und verbessern, wenn ich zum einen schaue, wann läuft die Maschine, aber zum anderen auch, wie lange und warum steht sie.“
Komplette Prozesskette abbilden
Der zweite Schritt war es dann, Stück für Stück verschiedene Software-Tools zu integrieren und zu testen. Dabei wurden gemeinsam Applikationen entwickelt und am Ende sollte eine durchgängige Prozesskette vom CAM bis zum simulationsgeprüften NC-Programm vorliegen, sodass der Bediener nur noch auf den Startknopf drücken muss. „Denn wenn ich diese komplette Prozesskette habe, ist die Rüstzeit locker nur noch halb so lang“, konstatiert Schimansky. Die entsprechende Vorgabe bei Siemens nennt der Fertigungsleiter: „Es wird von uns erwartet, dass wir in der Vorfertigung jedes Jahr die Produktivität um 7 % steigern.“
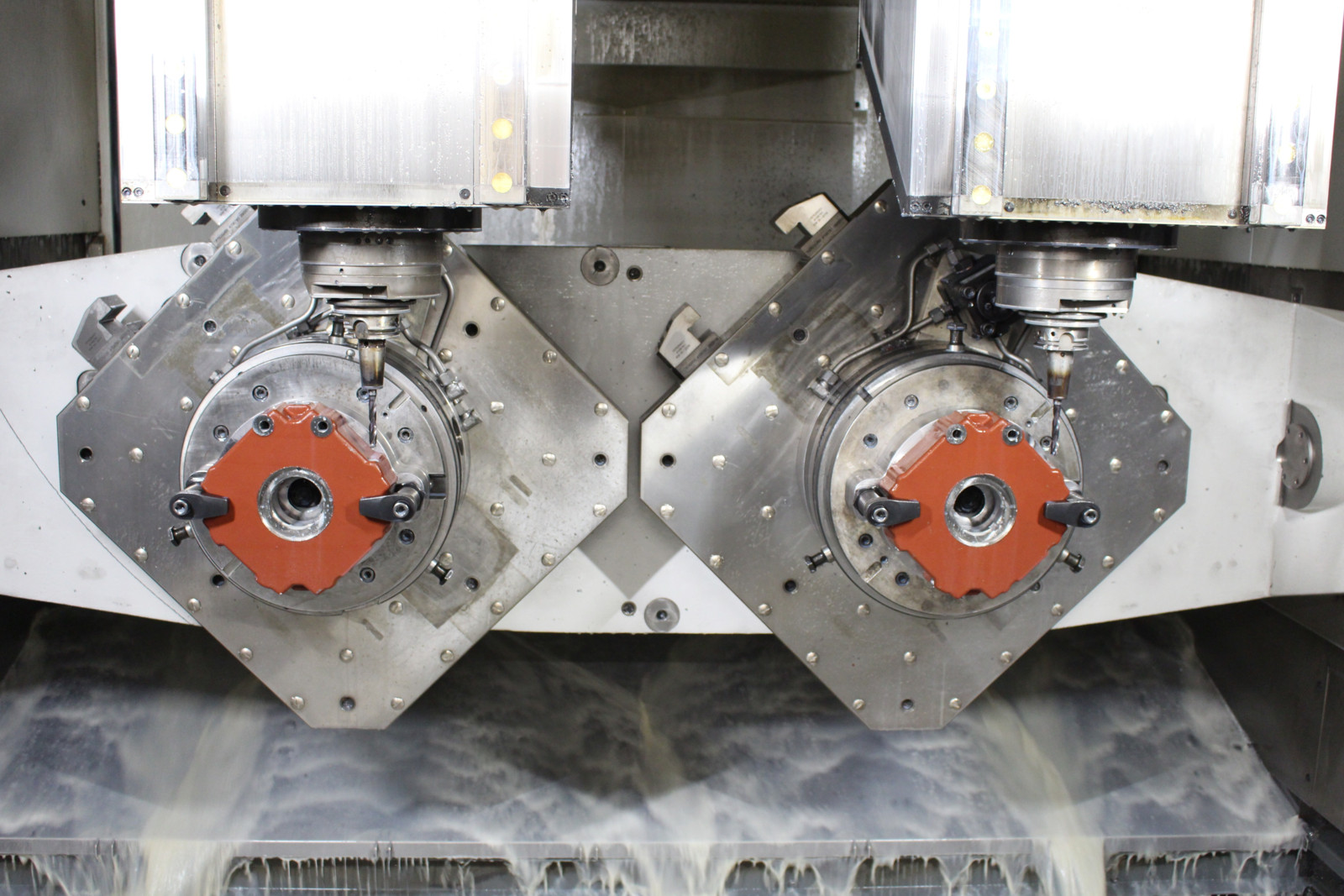
Bei dem konkreten Projekt ging es um die Bearbeitung von Lagerschilden und Flanschen aus Grauguss für Servoantriebe der Baureihe Simotics S-1FT7 – das sind permanentmagneterregte Synchronmotoren mit sehr kompakten Abmessungen. Franz berichtet: „Dort gab es in den vergangenen Jahren einen Trend hin zu größeren Stückzahlen. Wir hatten für das Produktspektrum mehrere Werkzeugmaschinen im Einsatz, die aber nicht so effizient gefertigt haben. Deshalb bot sich für eine Erweiterung der Kapazität eine doppelspindlige Maschine an. Das Konzept stand also fest und die Wahl fiel auf das Chiron-Bearbeitungszentrum DZ 25 P five axis mit Palettenwechsler und einem Spindelabstand von 800 mm, für den wir uns entschieden haben, weil wir auch flexibel für größere Bauteile sein wollten. Für die Maschine sprach auch, dass die Spindeln in den zwei Achsen X und Z einstellbar sind. Zudem fertigen wir auf dem Doppelspindler Aluminiumbauteile für den Asynchron-Hauptspindelantrieb mit einer Zykluszeit von 2,5 bis 3 Minuten, die wir zuvor von einem externen Lieferanten bezogen haben.“
Trennung von Belade- und Bedienseite
Im Betrieb der im März 2021 installierten Maschine erwies sich ein weiteres Konstruktionsmerkmal als vorteilhaft: Die Trennung von Belade- und Bedienseite. Auf der Rückseite erfolgt die Programmierung und befindet sich das große Fenster mit Blick auf beide Spindeln im Arbeitsraum. Auf der anderen Seite lässt sich eine optimale Materialzu- und -abfuhr realisieren, damit der Bediener sauber beladen kann. Vereinfacht wird dadurch auch eine Automatisierung, denn Roboter und Schutzzaun stehen vor der Beladeseite, während die Bedienseite immer frei zugänglich bleibt.
Eine Besonderheit bei Siemens ist, dass der Doppelspindler, der im Drei-Schicht-Betrieb läuft, mindestens alle zwei Tage gerüstet wird. „Wir bearbeiten auf der DZ 25 P derzeit etwa 20 verschiedene Bauteilvarianten“, sagt Digitalisierungsexperte Franz. „Beim Rüsten entfällt der Hauptaufwand auf die Spannmittel, wobei wir durch den Umbau von mechanischer auf hydraulische Spannung die Zeit weiter reduziert haben. Ansonsten wird lediglich das NC-Programm gewechselt, denn die benötigten Werkzeuge sind alle im Magazin mit 60 Plätzen in der Maschine.“ Schimansky ergänzt mit Blick auf die weit verbreitete Einschätzung: „Hier sieht man, dass sich ein Doppelspindler auch bei kleineren Losgrößen rechnet, wenn die Vorbereitungszeit für das Rüsten dank der virtuellen Maschine und dem Tool Prozessline sehr gering ist.“
Mit dem digitalen Zwilling Kollisionen vermeiden
Damit zurück zur Digitalisierung. Siemens nutzt nahezu alle digitalen Lösungen aus dem Smartline-Softwareportfolio der Chiron Group. So wird zur Prozessüberwachung das System Protectline eingesetzt, mit dem sich auf Basis eines digitalen Zwillings des Maschinenmodells Kollisionen vermeiden lassen. „Die Simulation in der Steuerung läuft dabei 0,8 s vor der realen Maschine, sodass ein Crash sicher verhindert wird“, erklärt der Vertriebsingenieur.
Ebenfalls auf der Steuerung Sinumerik 840D solution line installiert ist eine adaptive Vorschubregelung. Sie verändert während des Prozesses die Vorschubdaten aus den echten Lastdaten heraus. Franz beschreibt: „Das NC-Programm für das Bauteil bleibt gleich, aber die Software kann im Rahmen der Vorgaben den Vorschub der Werkzeuge hoch- oder runterregeln. Bei unseren Graugussteilen haben wir dadurch im Durchschnitt die Zykluszeiten um 3 bis 5 % senken können.“ Eine kleine Lösung mit beachtlicher Wirkung ist das Programm Retooling. Es wird beim Rüsten in der Steuerung aufgerufen und sorgt dann dafür, dass die Maschine für den nächsten Auftrag die Werkzeuge in die optimale Reihenfolge sortiert, in der sie gebraucht werden. „Das verkürzt die Werkzeugwechselzeiten und hat bei der Bearbeitung der Aluminiumbauteile eine Zeitersparnis von 4 bis 5 % gebracht“, so Franz.
Den Output deutlich vergrößert
Sein abschließendes Fazit fällt entsprechend positiv aus: „Die DZ 25 P bringt uns einen deutlich größeren Output, allein 50 % durch die Doppelspindligkeit und weitere 25 % über die kürzere Bearbeitungszeit, weil sie – auch unterstützt von den Software-Tools – deutlich schneller ist. Zusammen mit den Möglichkeiten aus der virtuellen Simulation und Programmierung konnten wir die Produktivität deutlich erhöhen.“ So verwundert es auch nicht, dass die nächste Chiron-Maschine bereits beauftragt ist und im Frühsommer ausgeliefert werden soll. Weil sie für nicht so große Stückzahlen gedacht ist, entschied sich Siemens für das einspindlige Bearbeitungszentrum FZ 16 W, dann erstmals mit der neuen Steuerung Sinumerik one. Ausgestattet ist die Maschine mit Wechseltisch und zwei Nullpunktspannsystemen. Geplant ist bereits eine anschließende Automatisierung durch den eigenen Werkzeugbau. Der 6-Achs-Roboter wird dank dem Tool Run My Robot über die Sinumerik one gesteuert, sodass der Werker nur auf einer Bedienoberfläche unterwegs ist. Wie weit das digitale Denken bei Siemens inzwischen verwurzelt ist, zeigt die Tatsache, dass schon vier Wochen nach der Bestellung bei der Chiron Group die Anfrage nach dem digitalen Zwilling und dem Postprozessor vorlag. Die Zeit bis zur Auslieferung des Bearbeitungszentrums soll bereits für die Prozessplanung und das Erstellen von Programmen genutzt werden.




