Die Kernkompetenzen von Renishaw ist weiterhin der Bereich der industriellen Messtechnik. Deutschland-Geschäftsführer Rainer Lotz sieht jedoch die Neuentwicklungen sowohl in der Messtechnik als auch in der additiven Fertigung als klares Indiz dafür, dass sich Renishaw der globalen Fokussierung auf Software und der Digitalisierung der Prozesse stellt. „Unsere Kunden müssen immer kleinere Losgrößen immer schneller produzieren. Für solche Aufgaben bieten wir seit Jahren bereits additive Dienstleistungen an, die wir seit kurzem nochmal stark erweitert haben, weil diese junge Technologie sehr beratungsintensiv ist.“
Solution Center als Risikominimierung
In seinem vor kurzem fertiggestellten Solution Center in Pliezhausen bietet Renishaw Kunden unter anderem die Möglichkeit, neue Materialien auszuprobieren. „Prinzipiell erledigt unser AM Solution Center tatsächlich alles, was nötig ist, um marktfähige Teile additiv zu produzieren. Um zu entscheiden, ob sich ein Bauteil profitabel und erfolgreich durch Laserschmelzen herstellen lässt, sind fundierte Kenntnisse erforderlich“, erklärt Rainer Lotz. „Das Solutions Center ist wirklich eine Chance für Industrieunternehmen. Statt sich selbst lange an einer gekauften Maschine zu versuchen, stehen unsere Experten mit Rat und Tat zur Seite. Der Eintritt in diese Technologie geht damit zügiger ohne größeres Risiko. Unsere Strategie ist der schlüsselfertige Prozess“, betont der Leiter der additiven Lohnfertigung Maximilian Boulter, „daher ist das Solutions Center eine gute und sichere Einstiegs-Chance für Interessierte Unternehmen“.
Umfangreiche Maschinenkompetenz für schlüsselfertigen Prozess
Vom Werkstofflabor und QS bis zum Pulverhandling, Wärmebehandlung und Endbearbeitung ist das Solution Center komplett ausgestattet. Dabei stehen unteranderem die additiven Produktionsmaschinen von Renishaw, die RenAM 500M und AM400 (HT), zur Verfügung. „Der Clou sind aber die Mietzellen, die Kunden nach Bedarf mieten können, um auch mit unseren Experten additive Lösungen zu erarbeiten“, erklärt Maximilian Boulter.
„Gerade mit der RenAM 500M ist Renishaw aufgrund des integrierten Pulveraufbereitungssystems ein großer Leistungssprung hin zur Serienfertigung gelungen. Speziell die eigens entwickelte Vakuumkammer und der daraus resultierende extrem niedrige Schutzgasverbrauch führen zu einer stark verkürzten Vorbereitungszeit und einer hohen Wirtschaftlichkeit. Darüber hinaus bietet das Alternativmodell, die AM 400HT (HT = High Temperature), eine Bauplattenvorheizung auf bis zu 495°C, was sie zur idealen Anlage macht, um Titan und weitere bisher nicht prozessierbare Werkstoffe einzusetzen.“
Die wesentlichen Vorzüge der AM-Techologie von Renishaw sind hierbei:
Patentiertes Vakuum-System mit niedrigem Schutzgasverbrauch (30 bis 50 l) und damit ein hohes Energieeinsparpotential.
Niedriger Restsauerstoffgehalt im Prozess ( 100 ppm).
Offenes System: Die Prozessparameter können variabel gesetzt werden.
Globaler Support von Renishaw.
Eigenes Dienstleistungsgeschäft im AM Solution Center.
Im AM Solution Center: Harmonisierung von Soft- und Hardware, hohe Fertigungstiefe mit QuantAM-Vorrbereitungssoftware, 14 AM-Anlagen, InfiniAM-Prozessmonitoring, Zerspanung und Qualitätssicherung.
Abbildung der kompletten AM-Prozesskette innerhalb des AM Solution Center.
Globales Netzwerk von Solution Centern und deren Produktionskapazitäten.
Verfügbare Materialien: Edelstahl 1.4404, Schnellarbeitsstahl 1.3343, Werkzeugstahl 1.2709, Alu AlSi10Mg, Ti6Al4V, Inconel 718.
Grenzen der konventionellen Fertigung
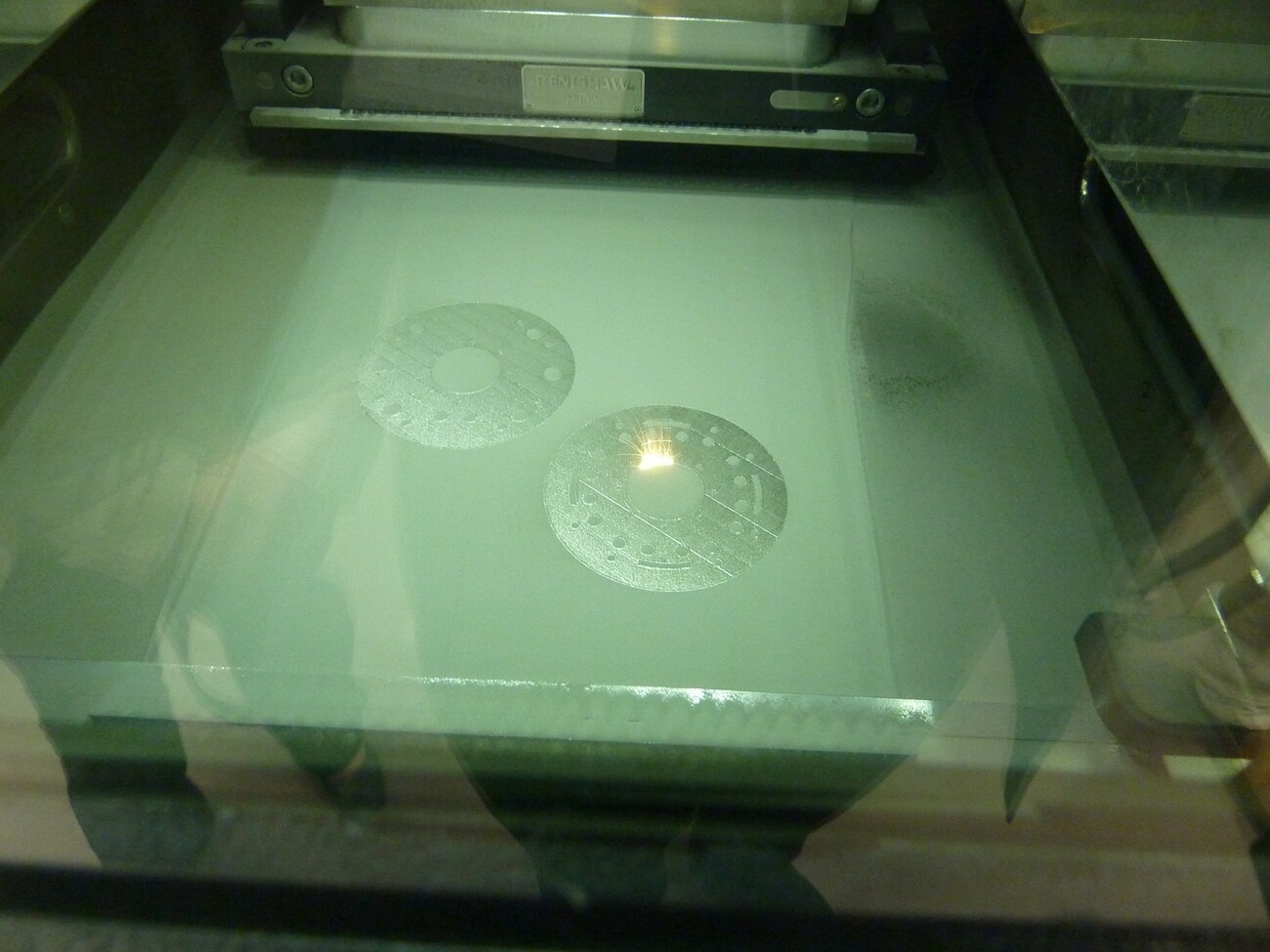
Theoretisch und praktisch können die Maschinen auch andere Materialen verarbeiten, berichtet der Technical Project Manager Eduard Klett. „Wichtig dabei ist, dass qualitativ hochwertiges Pulver zum Auftragen verarbeitet wird. Und dann braucht man natürlich Kenntnisse, welche Laserparameter gewählt werden müssen, um das Pulver richtig aufzuschmelzen – und um letztlich ein 99,95 prozentiges Gefüge herstellen zu können.“
Derzeit verfügen die additiven Maschinen von Renishaw über Bauräume von bis zu 250 x 250 x 350 mm. „Das ist momentan eine gängige Größe, da sich bei deutlich größeren Bauräumen und Teilen natürlich auch die Bearbeitungszeit deutlich verlängern würde“, erklärt Eduard Klett.
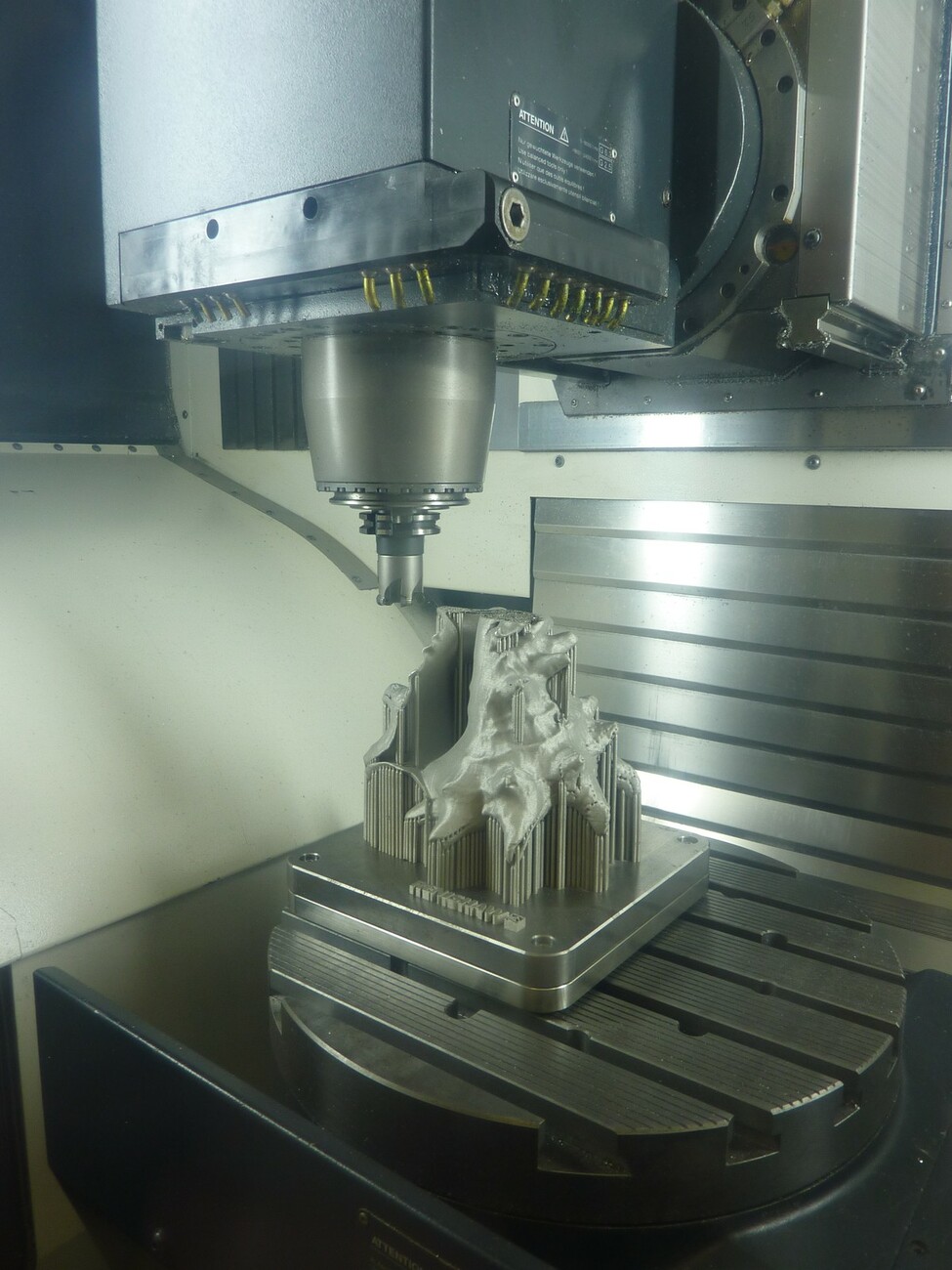
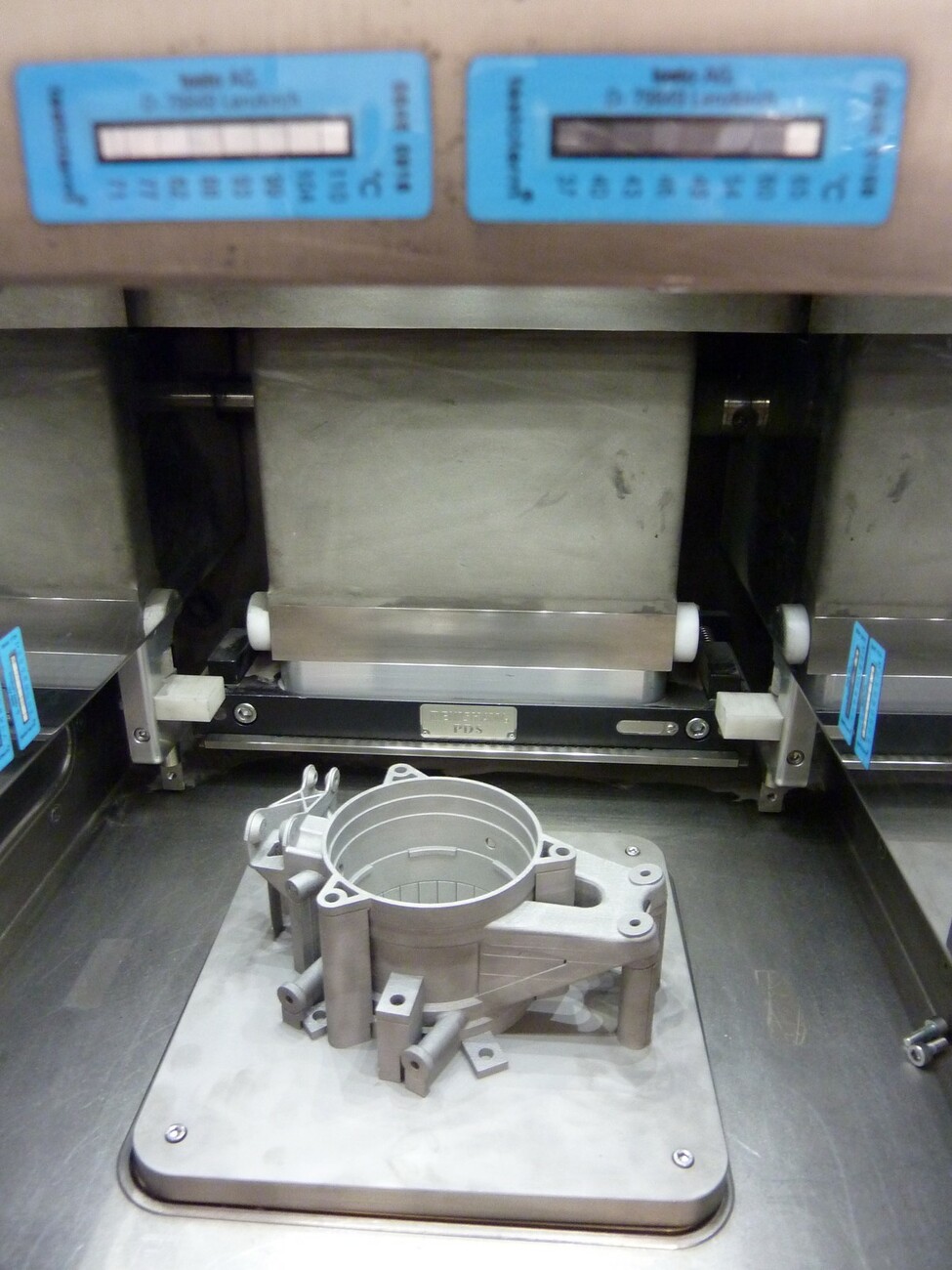
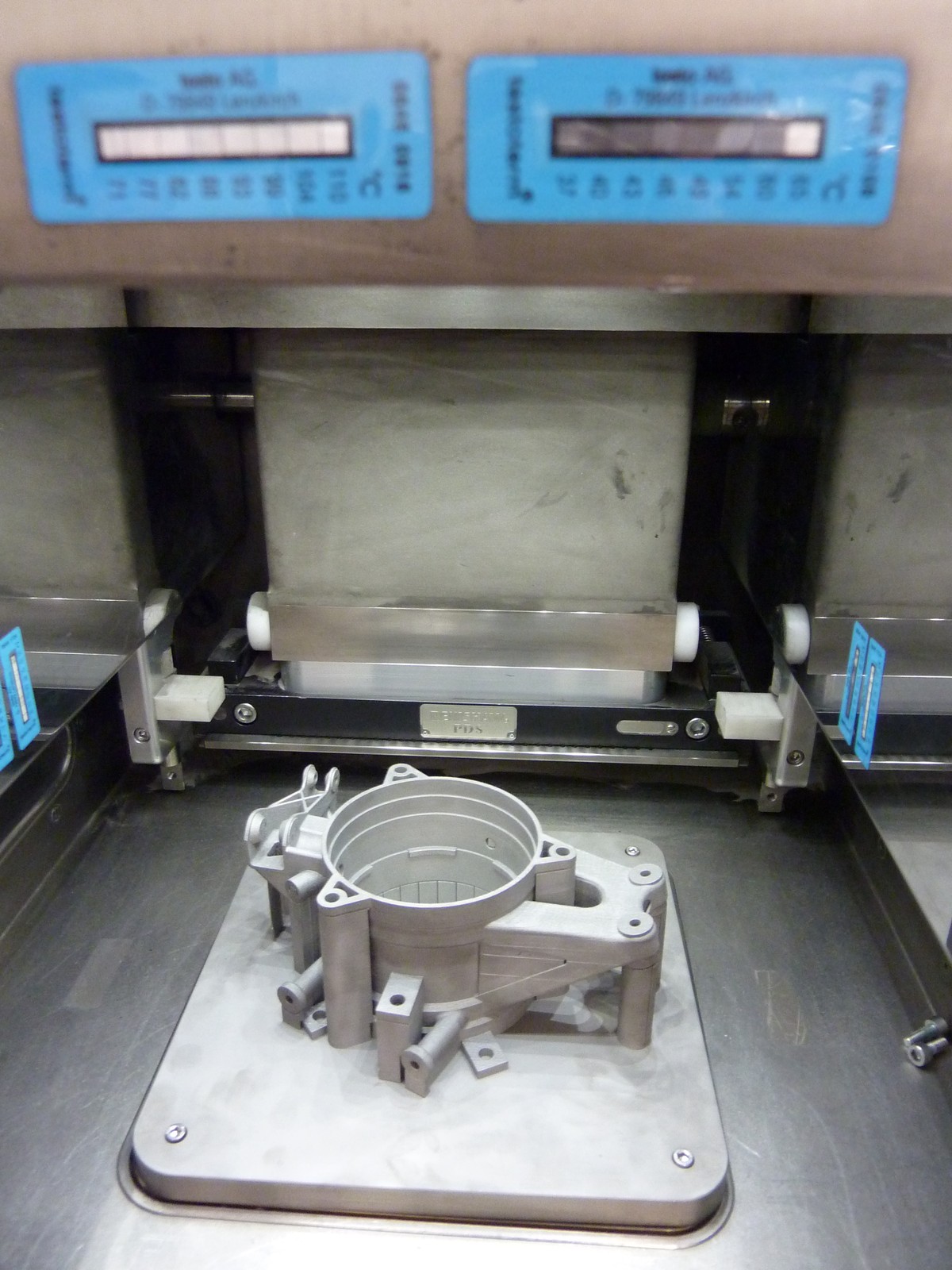
Der Ingenieur empfiehlt die additive Fertigung vor allem, wenn sich die Teile nicht konventionell fertigen lassen oder zusätzliche Funktionen integriert werden können. Es können hierbei Strukturen mit dünnen Wandstärken, etwa der Radträger aus Titan für das Rennteam von einem Formula-Student-Team realisiert werden. Im Vergleich zum ursprünglichen Alu-Radträger werden insgesamt 1,5 kg eingespart.
Marktreif und flexibel einsetzbar
Die additive Fertigung spielt ihre Vorzüge auch in anderen Bereichen aus. So Können auf Schneidwerkzeuge durch die additive Fertigung eine größere Anzahl Schneiden angebracht werden, was die Vorschubgeschwindigkeit um bis zu 50 % erhöhen kann. Die Technologie bietet vielfältiges Potential um auch andere Bereiche abzudecken. „Renishaw hat auf den letzten Fachmessen Beispiele gezeigt, dass die additive Technologie in vielen Bereichen marktreif ist und viele Prozessschritte sowie Montageschritte zusammenfassen kann.“
db