Als Achenbach Buschhütten die Bearbeitung von zwei Kernkomponenten für Walzwerke auf den Prüfstand stellte, war mehr als nur eine neue Bettfräsmaschine gefragt. Gemeinsam mit Bimatec Soraluce wurde ein Konzept erarbeitet, das die Umrüstzeit deutlich reduziert. Dabei kam der Erfolg erst im zweiten Anlauf. „Wir haben in der Vergangenheit bei Achenbach einen Auftrag verloren und das hat uns immer geärgert“, erzählt Andreas Lindner, geschäftsführender Gesellschafter der Bimatec Soraluce Zerspanungstechnologie GmbH. Der Kontakt ist jedoch nie abgerissen und so haben die beiden Unternehmen beim nächsten Versuch zusammengefunden. Als Achenbach Buschhütten die Bearbeitung von zwei Kernkomponenten komplett überdachte, passten Konzept, Maschinen und der zwischenmenschliche Faktor zu 100 %. Doch zu den Details später mehr.
Folienwalzwerke aus einer Hand
Das Siegerländer Unternehmen wurde im Jahr 1452 gegründet und ist heute in der achten Generation in Familienhand. Als Systemanbieter für die Verarbeitung von Nichteisenmetallen ist man spezialisiert auf Walzwerkanlagen, Folienschneidmaschinen, dazugehörige Walzölanlagen und die digitale Anlagenvernetzung. „Damit beherrschen wir das ganze Repertoire, um ein komplettes Folienwalzwerk aus einer Hand zu liefern“, erklärt Sebastian Groos, Geschäftsführer der Achenbach Buschhütten GmbH & Co. KG. Die bis zu 0,006 mm dünnen Folien und dickeren Feinbänder werden für Verpackungen, Li-Ionen-Batterien oder Radiatoren verwendet. Hauptabsatzmärkte für die Anlagen sind China, Südkorea, Indien und die Türkei.
Kernkomponenten werden selbst gefertigt
Zur Philosophie des Familienunternehmens gehört es, dass die Kernkomponenten der Achenbach Maschinen, welche maßgeblich die Qualität und Geschwindigkeit bestimmten, immer am Hauptsitz in Buschhütten produziert werden. Daher rührt auch die traditionell hohe Eigenfertigung mit einem großen Maschinenpark. In den Jahren 2011/2012 wurde dann für die mechanische Fertigung eine separate Halle gebaut und der Bereich neu ausgerichtet. „Heute haben wir in der mechanischen Fertigung 35 Mitarbeiter und zwölf CNC-Maschinen, die im Zwei-Schicht-Betrieb laufen, und kommen so auf mehr als 50.000 Fertigungsstunden pro Jahr“, berichtet Achim Niwar, Leiter Fertigung bei Achenbach. Auch eine Karusselldrehmaschine, eine Tieflochbohrmaschine gehören zum Spektrum. Die Materialversorgung wird über eine hauseigene Materialzustellung, Sägen, Brennschneiden, Glühen, sowie durch eine Schweißerei sichergestellt.
Zwei hochgenaue Kernkomponenten aus Schmiedestahl waren für die Anschaffung der Soraluce-Maschine ausschlaggebend. „Bei diesen Bauteilen hatten wir immer wieder Probleme mit der termingerechten internen Lieferung an unsere Vormontage“, schildert Groos. Die Ursache dafür waren die langen Rüst- und Hauptnutzungszeiten. Für ein Walzwerk wird von der einen Kernkomponente ein Hauptsatz sowie, je nach Kundenwunsch, eine gewisse Anzahl an Wechselsätzen benötigt – alles andere also als eine Serienfertigung. „Wir mussten somit den Spagat hinbekommen, zwischen diesen beiden Kernbauteilen so wechseln zu können, dass wir in der Lage sind, den Vormontageprozess zu bedienen und in gewissen Chargen zu fertigen um Kosten zu reduzieren.“
Zahlreiche Bohrungen bis 500 mm Tiefe
Die Werkstücke werden als Roh-Schmiedeteile angeliefert und dann allseitig bearbeitet. Es sind vor allem zahlreiche Bohrungen bis 500 mm Tiefe und in sehr unterschiedlichen Durchmessern von 5 bis 30 mm einzubringen. Die Hauptbohrungen werden dabei nach dem Ausspindeln komplett rolliert und so eine Oberflächengüte von 0,4 µm erreicht. Bei einer Kernkomponente besteht noch die Besonderheit, dass sie aus drei Einzelkomponenten besteht, die zuerst zerspant werden, dann in die Zwischenmontage gehen und abschließend nochmal zum Finishen der Anschraubflächen auf die Maschine kommen. In Summe dauern die Bearbeitungen rund 15 Stunden. Die andere Kernkomponente wird in zwei Spannungen in etwa acht Stunden zerspant. „Die Form- und Lagetoleranzen liegen dabei immer um die fünf Hundertstel Millimeter“, sagt Fertigungsleiter Niwar. „Bei den Bohrungen erreichen wir Qualitäten bis H5.“
Bettfräsmaschine mit Toolarena für 215 Werkzeuge
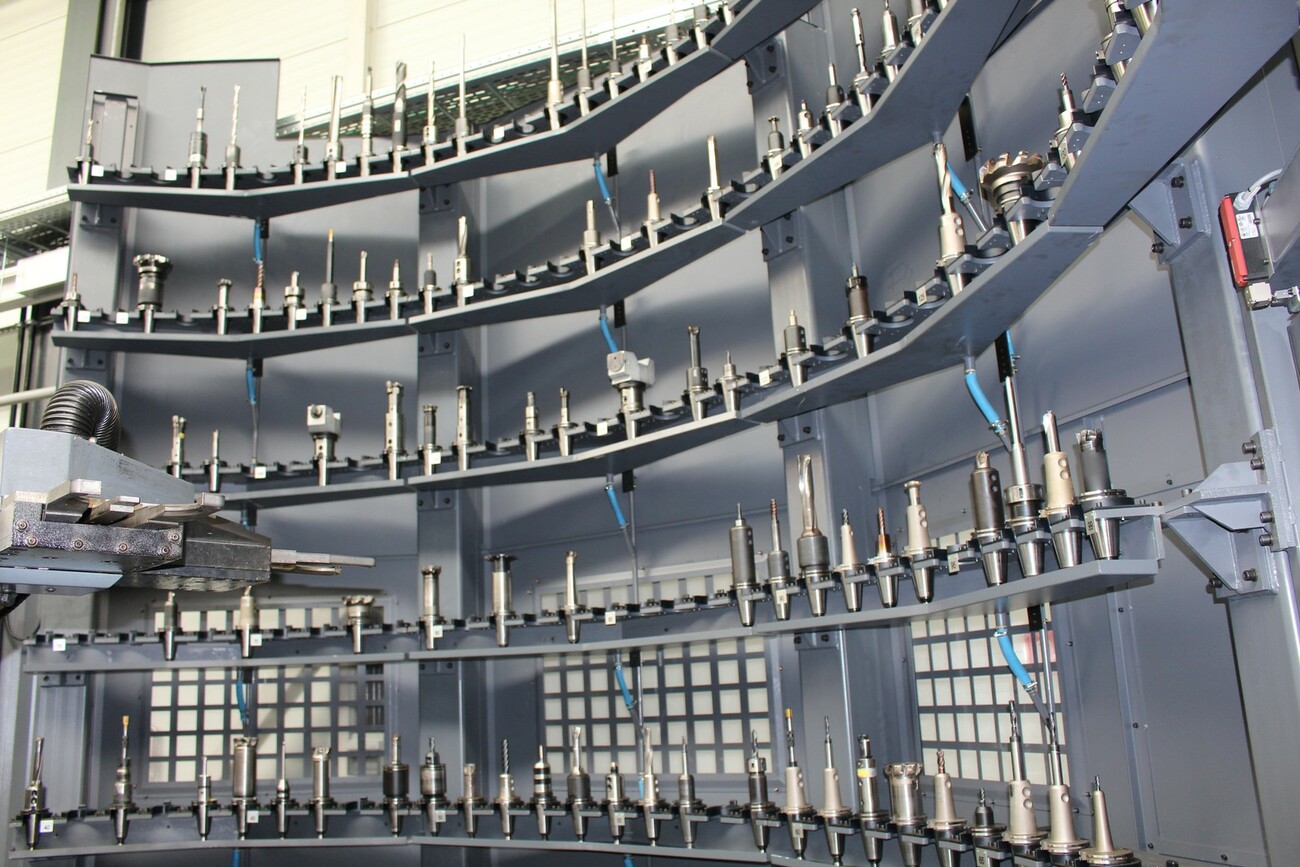
Doch die Bearbeitung ist nicht nur zeitintensiv, sie erfordert vor allem auch eine große Anzahl von Werkzeugen. „Für jede der beiden Kernkomponenten werden 80 bis 90 Werkzeuge benötigt“, sagt Niwar und liefert damit den Grund für die langen Rüstzeiten. „Wir haben früher durch den aufwendigen Werkzeugwechsel für das Umrüsten rund acht Stunden gebraucht.“ Daraus ergaben sich dann die Anforderungen an Bimatec Soraluce, die Lindner so beschreibt: „Bei Achenbach Buschhütten hat man für Losgröße 1 geplant und wollte daher alle Umrüstvorgänge außerhalb der Maschine haben. Darum entschied man sich für die Bettfräsmaschine Soraluce TR-D 35 mit Toolarena für 215 Werkzeuge bis zu einer maximalen Länge von 550 mm und Roboter. In der Toolarena lag letztlich der Schlüssel zum Erfolg.“ Denn sie bietet ausreichend Platz für Werkzeuge, die jetzt hauptzeitparallel vorbereitet und eingeschleust werden können.
Für den Achenbach-Fertigungsleiter eine komfortable Situation: „Wir haben die Arena bei Anlieferung der Maschine vor zwei Jahren einmal eingerichtet und seither die Werkzeuge nur zum Scharfmachen rausgenommen. Beim Umrüsten interessieren mich die Werkzeuge überhaupt nicht mehr.“ Ihr Austausch erfolgt über eine Schleuse, seitlich an der Toolarena, während die Maschine läuft. Dort kann der Maschinenbediener fünf Werkzeuge entnehmen und zum Nachschärfen und Einstellen geben. Die fünf neuen Werkzeuge holt sich der Roboter in freien Zeiten und sortiert sie ein.
Ein neues Gesamtkonzept brachte den Erfolg
Doch das Fräszentrum ist nur ein Teil der Lösung. „Allein mit einer neuen Maschine hätten wir wahrscheinlich genauso weiter bearbeitet wie zuvor“, vermutet Niwar. Und Groos bestätigt: „Unser Ziel war es von Anfang an, ein neues Gesamtkonzept für diese beiden Kernbauteile zu entwickeln. Und dazu gehörten auch Themen wie Spannsystem, Programmierung und Werkzeugvoreinstellung.“ Bimatec Soraluce bekam den Zuschlag also auch darum, weil man sich als der richtige Partner für den gesamten Bearbeitungsprozess erwiesen hat. Daher sind die Achenbach-Verantwortlichen voll des Lobes. Niwar: „Die Sicht von außen war sehr wichtig für uns und hat in Summe zum Erfolg beigetragen.“ Groos: „Bimatec hat uns beim gesamten Prozess begleitet und ohne die Unterstützung hätten wir das Einfahren der Maschine nicht so schnell geschafft, vor allem nicht auf dieses hohe Niveau.“
Die Umrüstzeit wurde deutlich verkürzt
Das Ergebnis der Zusammenarbeit sind Einsparungen, die sich sehen lassen können. Anstatt einer ganzen Schicht dauert der Umrüstvorgang von Werkstück zu Werkstück nur noch gut 15 Minuten. „Dazu haben auch die Einführung eines Nullpunktspannsystems und die externe Programmierung beigetragen“, so der Fertigungsleiter. „Zudem haben wir Einsparungen in Höhe von rund 40 % bei der Bearbeitungszeit.“
Mit ihren Qualitäten wusste aber auch die Maschine selbst zu überzeugen. „Wir haben uns mit Details wie den Antrieben, der Steuerung oder dem Ölverbrauch beschäftigt“, sagt der Achenbach-COO. Bimatec-Geschäftsführer Lindner zählt die Vorzüge auf: „In die Bettfräsmaschine mit 3.500 mm X-Verfahrweg ist anstelle einer Kugelrollspindel in der X-Achse ein Master-Slave-Antrieb verbaut, der eine höhere Geschwindigkeit und Dynamik zulässt und weniger verschleißt. Zudem hat die Maschine keine Öl- sondern eine Fettschmierung, weshalb sie besonders trocken arbeitet und die Schmierölkosten senkt. Als Steuerung konnten wir vor zwei Jahren die damals ganz neue TNC 640 von Heidenhain anbieten.“
Kleiner Tisch für optimale Bearbeitung
Die weiteren Besonderheiten nennt Fertigungsleiter Niwar: „Wir wollten einen kleineren Tisch von nur 1 m × 1 m, eine Übergabe zum aufgesetzten Nullpunktspannsystem durch den Rundtisch und ein hohes Kühlmittelvolumen von 80 l/min an der Werkzeug-schneide, das wir wegen der tiefen Bohrungen brauchen.“ Der kleine Tisch wurde gewählt, weil für die optimale Bearbeitung zwar die großen Dimensionen der Maschine benötigt werden, für die Zugänglichkeit und Dynamik aber der kleine Tisch Vorteile hat. So können die verhältnismäßig kleinen Werkstücke auf der Tischmitte für die 5-Seitenbearbeitung gespannt werden. Denn beim Tieflochbohren von der Seite muss um die komplette Werkstückbreite plus die Werkzeuglänge in X-Richtung verfahren werden können.
Nach dem erfolgreichen Projekt plant man bei Achenbach Buschhütten weiter in die wirtschaftliche Fertigung der Kernkomponenten zu investieren. „Wir haben zwei bis drei Maschinen, die in naher Zukunft ersetzt werden müssen und dabei werden wir den Ansatz der Gesamtbetrachtung des Bearbeitungsprozesses weiter beibehalten“, gibt Groos die Richtung vor. „Denn unsere Philosophie ist es, in der Fertigung Spitze zu sein.“