„Automation, Konnektivität und geballte Maschinenpower bestimmen das WFL-Technologiemeeting 2022.“ Diese Aussage von Norbert Jungreithmayr, CEO der WFL Millturn Technologies GmbH & Co. KG, beschreibt treffend, was den Besuchern an den drei Tagen auf einer Ausstellungsfläche von über 4.000 m² geboten wurde. Dies waren nicht nur insgesamt zehn Maschinen, sondern auch Live-Zerspanungen von Werkstücken mit 100 bis 1.180 mm Durchmesser und mit 150 bis 5.240 mm Länge.
Dreh-Bohr-Fräseinheit mit integriertem Spindelmotor
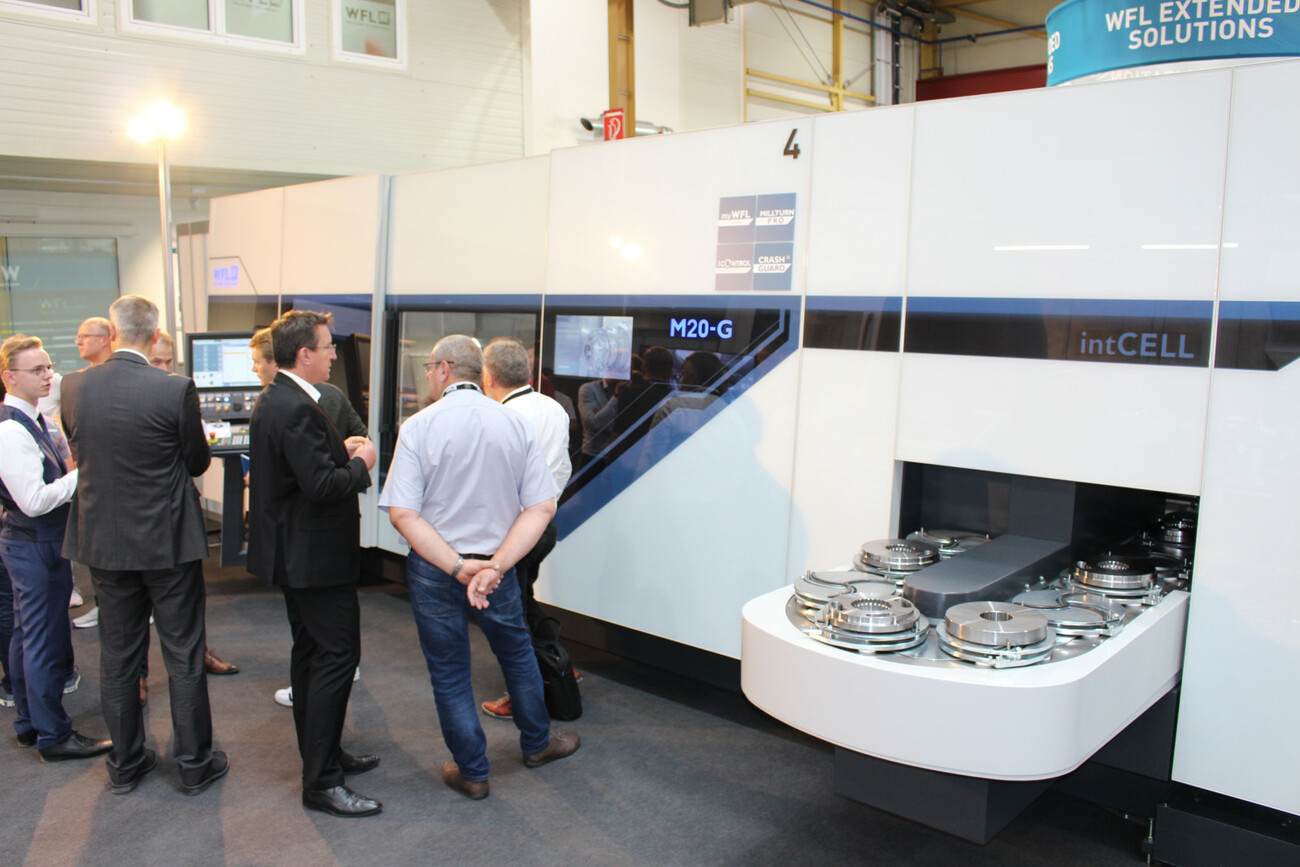
Das diesjährige Highlight war die neue M20 Millturn. „Dieses für unsere Verhältnisse kleine Dreh-Bohr-Fräszentrum fällt zuerst durch ihr neues Design auf“, sagte Jungreithmayr. Präsentiert wurden zwei Gegenspindelmaschinen M20-G mit 1.000 mm Bearbeitungslänge, eine davon mit der Automatisierungslösung Intcell. Das Design zeichnet sich durch die vollflächige Front aus gehärtetem Glas aus. Diese verfügt über eine integrierte Anzeige der Performance-Daten sowie ein Touchpanel zur komfortablen Bedienung des Werkzeugmagazins von der Maschinenvorderseite. Besonders energieeffiziente und helle LED-Leuchten sorgen für die Ausleuchtung des Arbeitsraumes. Die Visualisierung des Maschinenstatus erfolgt über ein LED-Lichtband im unteren Bereich des Schiebeschutzes.
Neu entwickelt wurde auch die Dreh-Bohr-Fräseinheit mit integriertem Spindelmotor und einer B-Achse mit Torque-Motor. Am unteren Schlitten verfügt die M20 über einen Einzelwerkzeugträger mit B-Achse. Oberes und unteres System können simultan eingesetzt werden und beide werden durch den Werkzeugwechsler aus einem gemeinsamen Magazin versorgt. Somit können laut Angaben auch komplexe Komponenten auf beiden Spindeln gleichzeitig sehr effizient gefertigt werden und das sonst übliche Rüsten des Werkzeugrevolvers entfällt. Durch die Möglichkeit, mit der Frässpindelmitte bis zu 100 mm unter die Drehmitte zu fahren, können stirnseitige Bohrbilder bis zu einem Durchmesser von 200 mm ohne Verdrehen der C-Achse genau gefertigt werden.
Integrierte Beladung reduziert Platzbedarf
Als weiteren Vorteil der Maschine hebt WFL die Möglichkeit der einfachen Integration verschiedener Automatisierungsoptionen hervor. „Die M20 Millturn wurde für die mannlose Fertigung konzipiert“, betonte Günther Mayr, Managing Director Sales, Technologies and Services. So wird die neue, integrierte Fertigungszelle Intcell auf der rechten Seite der Maschine angebaut und die Werkstücke werden auf einem Bandspeicher bereitgestellt. Mit dem Konzept der integrierten Beladung hat das Linzer Unternehmen nach eigener Aussage den Platzbedarf im Vergleich zu einer herkömmlichen Fertigungszelle um 50 % reduziert. Die integrierte Beladung der M20-G ist für Futterteile bis 300 mm Durchmesser und 15 kg Werkstückgewicht ausgelegt. Bei Wellenteilen sind Werkstückdurchmesser bis 100 mm und eine Werkstücklänge bis 300 mm möglich.
Mobile Roboterlösung für die automatisierte Komplettbearbeitung
Automatisierung war auch darüber hinaus ein wichtiges Thema auf dem WFL-Technologiemeeting. „Ein Ansatz für die automatisierte Komplettbearbeitung ist die neue Mobile Cell, ein fahrerloses Transportsystem mit einem Roboter“, erklärte Mayr. Damit können an der Maschine Werkstücke, Werkzeuge und Spannmittel gewechselt werden. Der Roboter auf der gezeigten Mobile Cell kann Werkstücke bis 300 kg handhaben. „Systeme mit höheren oder geringeren Traglasten können von uns ebenso geliefert werden“, ergänzte Jungreithmayr. Das AGV selbst kann 8 t tragen und wird über ein Lasersystem geführt. „Die Mobile Cell eignet sich vor allem für unsere kleineren Maschinen, von der M20 bis zur M65.“
Erweitert wurde das Maschinenkonzept der M50 Millturn. Sie ist in der Spitzenweite auf 6.000 mm gewachsen und bietet jetzt einen Drehdurchmesser von 670 mm. Für sehr lange und schwere Werkzeuge gibt es ein separates Pick-Up-Magazin. Werkzeuge mit einer Länge bis 1.600 mm können laut Angaben automatisch eingesetzt und gewechselt werden. Das Standard-Scheibenmagazin lässt sich auf bis zu 200 Plätze erweitern. Die stärkere Dreh-Bohr-Fräseinheit leistet nun 35 kW.
Sensorisches Werkzeug steigert Produktivität
Zudem hat die Maschine einige Helfer mit an Bord. „Dazu gehören die intelligente Spannbacke I-Jaw von Röhm, das sensorische Werkzeug Icotronic, ein Laserscanner zur Werkstückkontrolle oder eine Ultraschall-Wanddickenmessung“, informierte Reinhard Koll, Leiter Anwendungstechnik. Die sensorische Spannbacke I-Jaw liefert Informationen zu Reibungsverlusten im Futter und zum Spannkraftverlust durch Drehzahl. Das Werkzeug Icotronic ermittelt Daten des Zerspanungsprozesses möglichst nahe an der Schneide. Dadurch sollen zukünftig nicht nur Fräsprozesse optimiert, sondern die Produktivität der Maschine gesteigert werden, heißt es von WFL-Seite.
Der neue Laserscanner lässt sich automatisch einwechseln und bietet die Möglichkeit, beliebige Formen und Geometrien am Werkstück zu scannen und die gescannten Oberflächen mit einem Soll-3D-Modell zu vergleichen. Der automatisch einwechselbare Ultraschall-Messtaster kann an beliebigen Stellen die Wanddicke messen und eignet sich den Angaben zufolge damit sehr gut zur Ermittlung und Kompensation des Bohrungsverlaufes von sehr tiefen Zentrumsbohrungen.