

Viele verschiedene Bauteile, aber nur kleine Losgrößen: Mit der Herausforderung, 400 wiederkehrende Teile in Stückzahlen von 30 bis 200 automatisiert fertigen zu wollen, ging SW-Motech, Anbieter von Motorradzubehör, auf die Suche nach einem passenden Bearbeitungszentrum. „Nachdem wir festgestellt haben, dass alle namhaften Werkzeugmaschinenhersteller gut fräsen können, hat letztlich die intensivere Beschäftigung der Chiron Group mit unseren Problemen den Unterschied ausgemacht“, sagt Kai Jockel, Geschäftsführer der SW-Motech GmbH & Co. KG und dort verantwortlich für die Produktion. Gemeinsam wurde eine Lösung mit dem Bearbeitungszentrum FZ 15 S five axis gefunden und ein Konzept für die Roboter- und Spanntechnik erarbeitet, das der Teilevielfalt gerecht wird. Seit gut einem Jahr läuft die Anlage jetzt dreischichtig und reibungslos. Damit wären die wesentlichen Punkte der Anwendung eigentlich genannt, aber bei Weitem nicht alle interessanten Aspekte über das Projekt und den Kunden.
Mit einem Hecktank fing alles an
Da wäre zu allererst die Entstehungsgeschichte von SW-Motech, die ihren Ursprung mehr zufällig auf einer Fähre zwischen Italien und Nordafrika hatte. Für eine Motorradtour gemeinsam mit seinem Freund Jörg Diehl nach Libyen konstruierte 1994 der Maschinenbau-Ingenieur Jürgen Swora einen Hecktank für seine Honda Africa Twin. Die Nordafrika-Biker treffen sich zum Übersetzen auf der Fähre und dort waren nicht nur viele Fahrer, sondern auch ein Motorradhändler an dem Hecktank interessiert. So entstand eine Geschäftsidee, die im Jahr 1999 zur Gründung von SW-Motech führte. Dritter im Bunde war Kai Jockel, der sich zurückerinnert: „Wir haben damals auf einem Bauernhof in einer alten Scheune mit einer Bohrmaschine und einem Schweißgerät angefangen. Heute haben wir am Hauptstandort im hessischen Rauschenberg bei Marburg 180 Mitarbeiter, eine zweite Produktion in Tschechien und Verkaufsniederlassungen in Spanien, Frankreich und neuerdings auch den USA.“


Von Anfang an stand dabei die Herstellung von Premium-Motorradzubehör im Fokus und dafür setzte man auf eine eigene Fertigung. „Unser Erfolgsrezept waren Produkte, die sonst keiner hatte“, berichtet der Geschäftsführer. So sorgte im Jahr 2000 der weltweit erste abnehmbare Kofferträger, basierend auf dem Bajonettverschlusssystem Quick-Lock, für ein Alleinstellungsmerkmal. Fünf Jahre später folgte der patentierte Quick-Lock-Tankring für die Befestigung des Tankrucksacks mit nur noch einem Klick. „Durch dieses bahnbrechende Produkt wurden dann auch die OEM-Motorradhersteller auf uns aufmerksam, nachdem wir zuvor nur an Händler geliefert hatten.“
400 Teile automatisiert fertigen
Damit kamen auch neue Anforderungen auf die Produktion zu. Waren es anfangs mehrheitlich Schweißkomponenten, wurden auch immer mehr Fräsbauteile benötigt. So hielt das erste 3-achsige Bearbeitungszentrum Einzug bei SW-Motech. „Mit der VCP 800 von Mikron fingen wir ganz langsam an zu fräsen, um dann bald festzustellen, dass die Maschine plötzlich voll ausgelastet war“, erzählt Jockel. Es folgte die zweite 3-Achs-Fräsmaschine und als auch diese rund um die Uhr lief, wurde auf der EMO 2019 in Hannover nach einem weiteren Bearbeitungszentrum gesucht. Der Slogan „Werkzeugwechsel in 1,5 s“ lockte Jockel dann auf den Stand der Chiron Group. „Obwohl diese Schnelligkeit für uns gar nicht relevant ist“, sagt der Produktionschef mit einem Schmunzeln. „Die Stückzahlen in der Motorradbranche sind nicht mit der Automobilindustrie zu vergleichen. 30 Teile sind für uns eine übliche Losgröße und auch Prototypen oder Vorrichtungen sollten auf der neuen Maschine gefräst werden. Aber trotzdem wollten wir das breite Teilespektrum automatisiert fertigen.“

Daher kam dem Spannkonzept für die rund 400 verschiedenen Komponenten eine entscheidende Rolle zu. „Wir mussten den Spagat finden zwischen der Investitionshöhe für die Maschine und für die Vorrichtungen, denn die werkstückgebundene Seite darf von den Kosten nicht höher liegen“, schildert Roland Ranisch, Vertriebspartner der Chiron Group, die Ausgangslage. „Eine Vielzahl an Vorrichtungen für die unterschiedlichen Teile, von denen die Hälfte aber nur einmal im Jahr gebraucht wird, kam daher als Lösung nicht in Frage.“ Gemeinsam wurde ein Roboter- und Spannkonzept erarbeitet, das auch Kompromisse auf Seiten von SW-Motech erforderte. So wurde das Rohteil für bestimmte Bauteilgruppen vereinheitlicht, damit möglichst oft dieselbe Vorrichtung verwendet werden kann. „Denn es geht schneller, beispielsweise 5 mm überschüssiges Material am Rohteil weg zu fräsen als zu rüsten“, erklärt Ranisch. Für Jockel war es das A und O, beim Schraubstock als finales Spannelement geblieben zu sein. „So haben wir nur einmal die Investition in die Grundvorrichtung mit Nullpunktspannsystem und brauchen oben beim Schraubstock nur noch die zweite Backe anpassen.“
Sechs Vorrichtungsplätze und acht Doppelgreifer
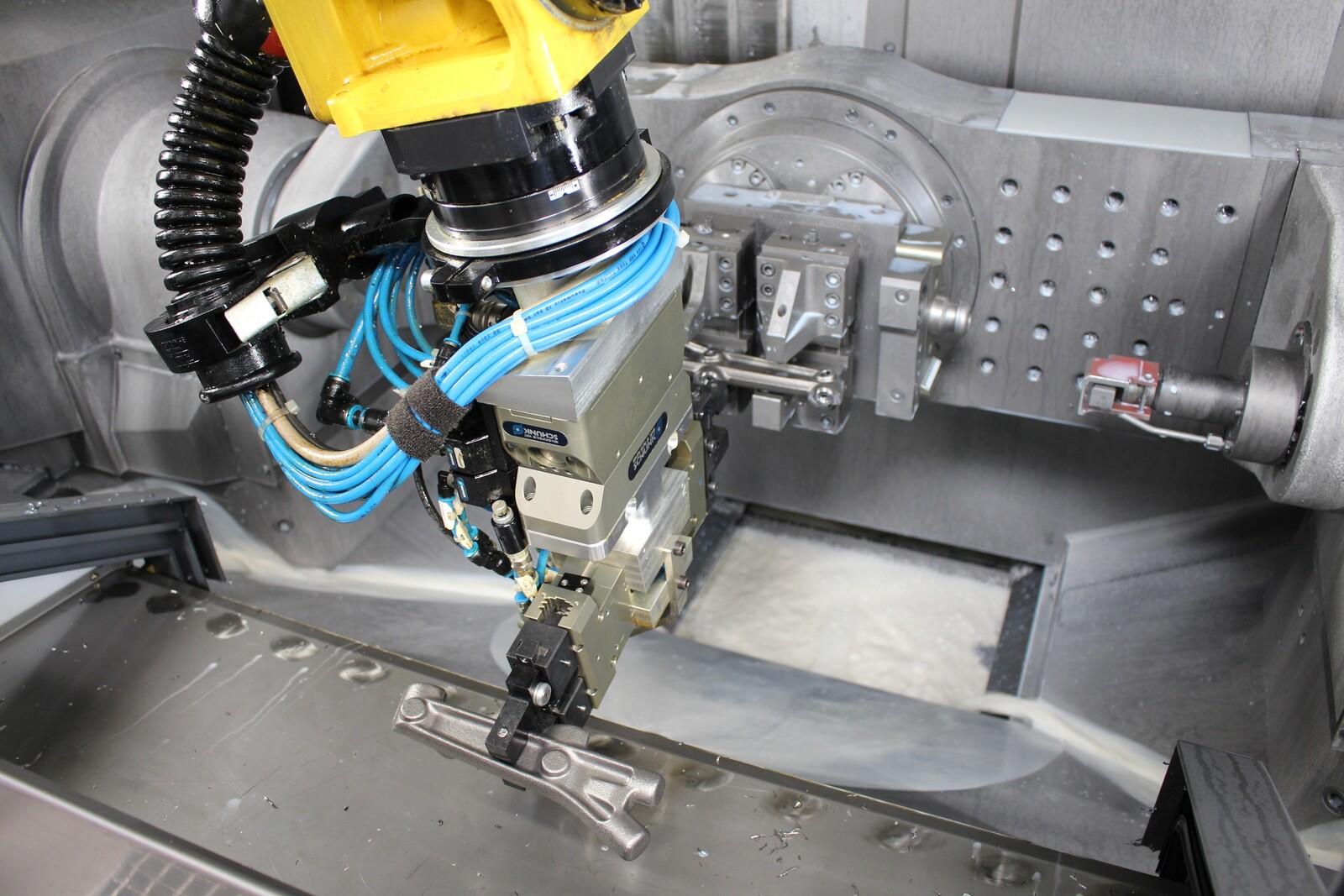
Die endgültige Lösung umfasst jetzt einen Fanuc-Roboter, ein Paternoster-Regal mit Schubladen für die Rohteile-Paletten, ein Regal mit sechs Vorrichtungsplätzen und einen Greiferbahnhof für acht Doppelgreifer. Die Paletten haben eine Größe von 600 mm x 400 mm und bieten damit Platz für bis zu 52 Teile. „Der Speicher ist mit 24 Paletten für eine Laufzeit von acht Stunden ausgelegt und dank der sechs Vorrichtungsplätze können pro Schicht sechs verschiedene Bauteile ohne Bedienereingriff bei einer mittleren Bearbeitungszeit von drei bis vier Minuten gefertigt werden“, schildert Ranisch.

Den Ablauf bei einem Produktwechsel beschreibt Bastian Feußner, verantwortlich für die Zerspanung: „Der Roboter entnimmt die Vorrichtung aus dem Bearbeitungszentrum, tauscht sie gegen eine neue und holt sich dann den Greifer mit den passenden Backen. Aus dem Paternoster-Regal wird die Palette mit den neuen Rohteilen bereitgestellt und der Roboter legt das Teil in die Maschine ein. Mit dem Doppelgreifer kann er in den folgenden Schritten immer das fertige Bauteil entnehmen und das Rohteil einlegen. Im Produktionsauftrag ist hinterlegt, ob die benötigten Vorrichtungen und Greifer in den Regalen vorhanden sind. Ist eine Komplettumrüstung erforderlich, dauert diese etwa fünf bis sechs Minuten.“
Anzahl der Spannlagen reduzieren
Die Auswahl der Maschine selbst gestaltete sich relativ unkompliziert und fiel auf das Bearbeitungszentrum FZ 15 S five axis, weil es für das Teilespektrum am besten geeignet ist. Dass es diesmal eine 5-Achs-Maschine sein sollte, hat natürlich seinen Grund. Geschäftsführer Jockel klärt auf: „Bei unseren 3-Achs-Maschinen benötigen wir oft bis zu vier Spannlagen. Durch die 5-Achs-Bearbeitung reduzieren wir nun nicht nur die Anzahl der Spannlagen, sondern haben auch andere Möglichkeiten für emotionale Designteile am Motorrad.“ Die Bearbeitungszentren der Chiron-Baureihe 15 sind grundsätzlich Standardmaschinen, aber der Optionskatalog umfasst rund 300 Positionen zur individuellen Anpassung. „Auch bei SW-Motech war es durch die kundenspezifische Auslegung der werkstückgebunden Seite ein Turn-Key-Projekt inklusive Abnahme und Produktionsbegleitung“, sagt Ranisch. Ein Schmiedeteil für einen Rahmen sowie ein Aluminiumprofil wurden in der geforderten Oberflächenqualität und Genauigkeit gefräst und nach drei Wochen Unterstützung durch einen Anwendungstechniker konnte SW-Motech die Anlage eigenständig betreiben.
Damit ist jetzt wirklich alles Wissenswerte erzählt und es fehlt nur noch das abschließende Resümee. Und hier sind sich die Experten Jockel und Feußner einig: „Die Anlage macht, was sie soll und läuft seit der Installation ohne Probleme. So macht es einfach Spaß.“
