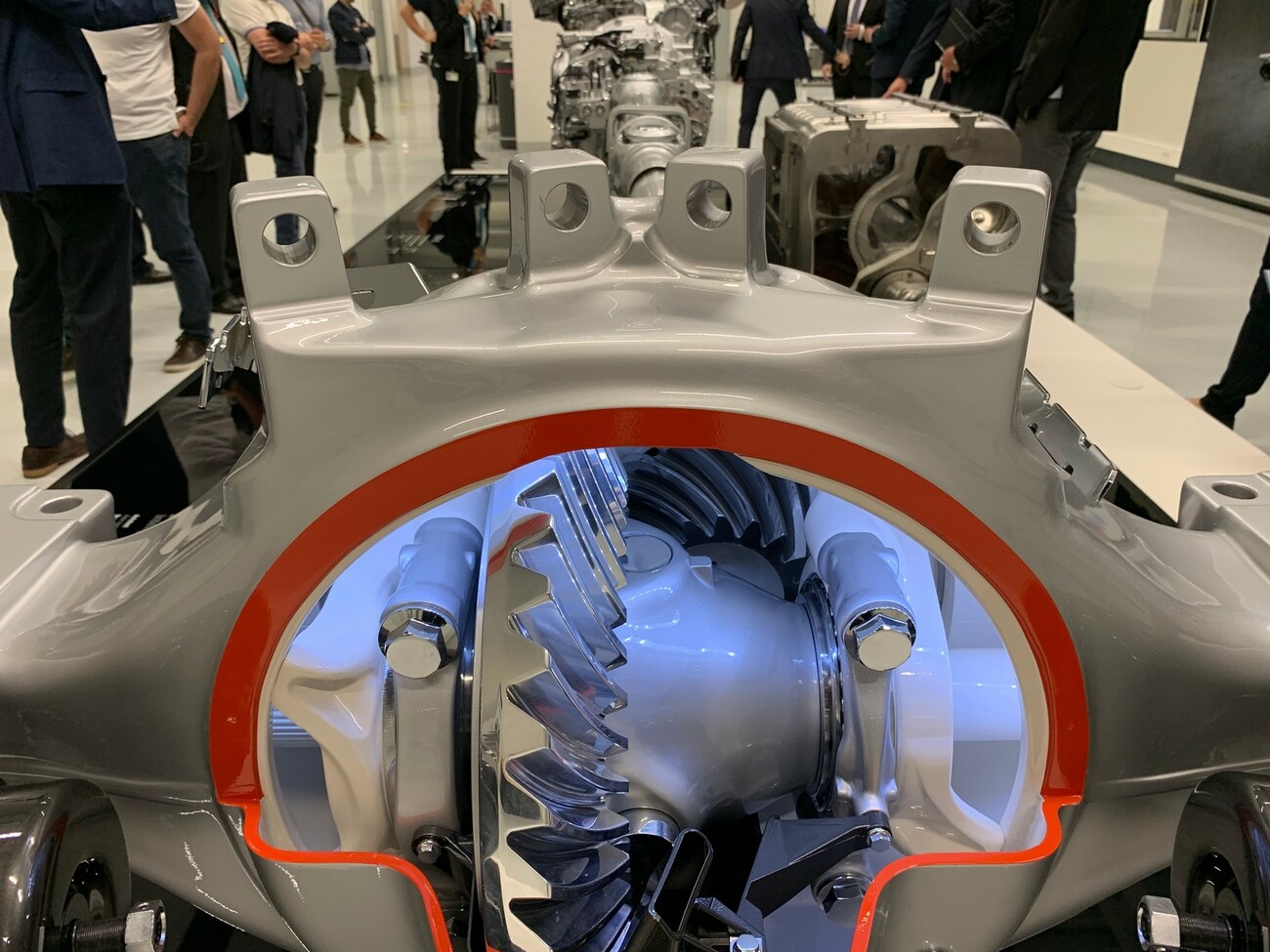
Gut 2 km war er lang: der offizielle Rundgang, auf dem der Werkzeughersteller Horn seinen Gästen während der 7. Horn Technologietage nicht nur die mittlerweile drei Werke im Süden von Tübingen präsentierte. Horn zeigte neben drei Werkzeug-Neuheiten vor allem beeindruckende bis spektakuläre Exponate, wie den Mond-Rover, einen riesigen Lasthaken, der mit Gewindestrehl-Werkzeugen bearbeitet wurde und zum Be- und Entladen von Schiffen verwendet wird; oder den sehr transparenten Antriebsstrang eines 6-Zylinder-Reihendieselmotors mit gekühlter Abgasrückführung, rund 12 Liter Hubraum und bis zu 530 PS für maximale Drehmomente von 2.600 Nm und Nenndrehzahlen von 1.600 Umdrehungen pro Minute.
Hauzer-Beschichtungsanlage für neue, eigene Rezepturen
Immer spannend bei Horn ist die Beschichtungsabteilung: Dort hatte der Tübinger Werkzeughersteller mit den Beschichtungsexperten von Cemecon vor drei Jahren drei neue hochproduktive HiPIMS-Beschichtungsanlagen installiert. Dieses Jahr stand dort erstmals eine Hauzer-Beschichtungsanlage, die nach Angaben des neuen Technik-Geschäftsführer Matthias Rommel derzeit vor allem für viele Versuche und "neue Mixturen" genutzt wird. Denn nur so könnten eben neue, eigene Rezepturen gefunden werden und durch die Beschichtungstechnik weitere Differenzierungsmerkmale gegenüber anderen Werkzeugherstellern erarbeitet werden.
Laseranlagen von Sauer und Rollomatic für ganz enge Schneidkantenradien
Gleiches gilt für die verschiedenen Laseranlagen, auf die Markus Horn beim Rundgang hingewiesen hatte. Darunter eine Rollomatic Lasersmart 501 oder das Pentant von Sauer, eine Lasertec 40, mit denen nach Angaben von Matthias Rommel schrittweise das Lasern von Schneidkanten in die Fertigung Einzug halten soll. Ziel sei es, nach Möglichkeit das Schleifen abzulösen und die Vorteile einer gelaserten Schneidkante zu nutzen, wie etwa das Durchtrennen der Körner und das Verrunden der Schneidkanten mit unter 1 µm Radius.
Produktionsmaschinen von Chiron, Mazak und Lizzini
Aber auch neue Produktionsmaschinen hatte Horn während des Rundgangs präsentiert: Erstmals bei Horn in Tübingen installiert wurden Maschinen der Hersteller Mazak, Chrion und Lizzini. Mazak zeigte auf den Technologietagen eine mit Roboter vollautomatisierte QuickTurn 250MSY; Chiron deren Fräs-Drehzentrum FZ08FX, das Horn künftig zur Produktion von modularen Werkzeugen einsetzen will; weitere Erkenntnisse zur Produktion von hochpräzisen Teilen will Horn indes mit der Außenrundschleifmaschine des italienischen Herstellers Lizzini sammeln.
Turbowirbeln im Testcenter mit Citizen
Ebenfalls neu war die Cincom L220 des Drehmaschinenherstellers Citizen. Mit dem Langdreher demonstriert Horn im hauseigenen Testcenter wie medizinische Schrauben produziert werden. Neben dem Längsdrehen und Mikrofräsen steht dabei vor allem das Gewindewirbeln mit Innenkühlung im Mittelpunkt: das Horn-Turbowirbeln. Aber auch sensorische Werkzeuge zur Kräftemessung und Prozessüberwachung sind dabei im Einsatz.
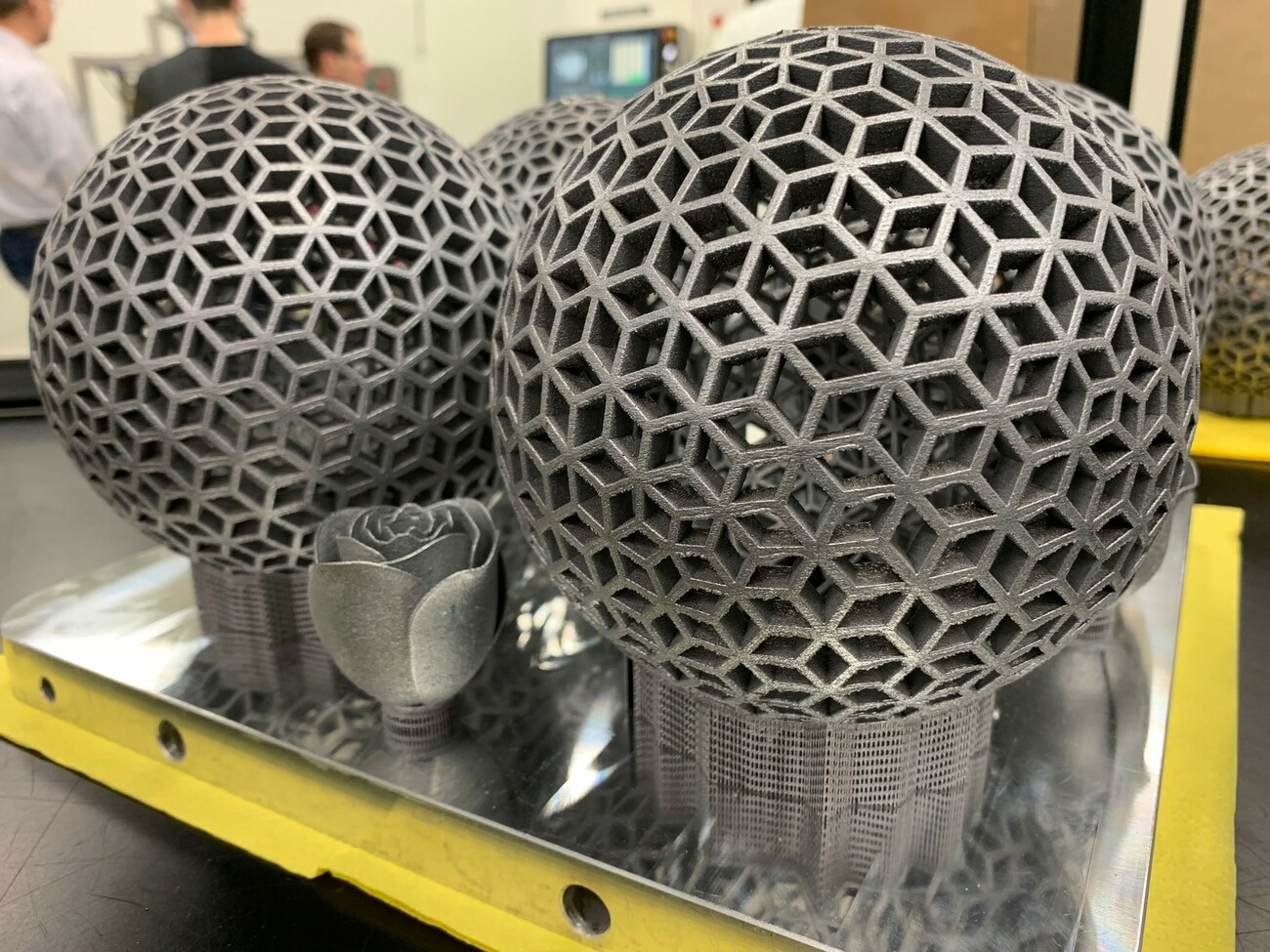
Neue additive Sprunghöhe
Und auch bei der additiven Technologie legte Horn nach und präsentierte in seiner additiven Abteilung die zweite Lasertec 30 SLM. Was damit möglich ist, deuteten die Exponate am Eingang zum additiven Maschinenraum an. Highlight war die Kugel, die aus einem Netz aus Titan gebildet wurde. Außergewöhnlich daran ist, dass dieser Titanball nicht nur gut aussieht, sondern vor allem sehr flexibel ist, was sich beim Aufprall auf den Boden durch eine wiederholbar hohe Sprunghöhe zeigt.
Mond-Rover und Rundtakt-Demoteil in 48 Sekunden
War auch nicht all-täglich: Horn präsentierte im Werk I vor einer neuen Chiron Variocell den Nachbau des ersten Rover auf dem Mond. Das Original flog mit der Apollo 15 und der Mondfähre Falcon am 31.7.1971 auf den Mond. Horn unterstreicht damit erneut seine Weltraum- und Aerospace-Kompetenz. Und der Rundtaktanlagen-Spezialist Pfiffner demonstrierte an dem Demoteil Parksperre, wie ein Drehteil effizient und schnell mit 12 verschiedenen Operationen bearbeitet werden kann. Die Pfiffner RT100-12 brauchte nur 48 Sekunden zum Stechdrehen, Schruppfräsen der Tasche, Außenkonturdrehen, Ausdrehen, Bohren, Nutfräsen, Fasenfräsen, Schlüsselflächenfräsen, Schlichtfräsen der Tasche und Zirkularfräsen des Hinterstichs.
Drei neue Werkzeuge - CVD-bestücktes DDHM-System
Horn präsentiert auf den Technologietagen das mit CVD-Diamanten bestückte Werkzeugsystem DDHM für wirtschaftliche Bohr- und Senkbearbeitungen in Vollhartmetallen und gesinterten Keramiken mit Härten von bis zu 3.000 HV. Der Werkzeughersteller baut mit dem Bohrsystem das Portfolio in der Bearbeitung von fertig gesinterten Hartmetallen weiter aus. Durch die spanende Bearbeitung auf konventionellen Fräs- oder Drehzentren ersetzen die Werkzeuge kostenintensive und langwierige Schleif- und Erodierprozesse. Darüber hinaus bietet sich die Möglichkeit, hohe Investitionen in den Maschinenpark einzusparen. Das System DDHM zielt insbesondere auf Kunden im Werkzeug- und Formenbau für die effiziente Bearbeitung von Matrizen oder Stempeln aus Vollhartmetall. Darüber hinaus bietet das Werkzeugsystem beispielsweise auch in den Branchen Medizintechnik, Luft- und Raumfahrttechnik, Automobilindustrie sowie in der Stanz-, Schmiede- und Umformtechnik deutliche Vorteile. Die Diamantwerkzeuge ermöglichen kürzere Durchlaufzeiten, hohe Oberflächengüten, geringere Gesamtkosten, eine höhere Flexibilität im Fertigungsprozess sowie eine höhere Standzeit der gefertigten Endprodukte. Die Bohrer bieten die Möglichkeit, bis zu zehnmal den Durchmesser ins Volle zu Bohren. Die CVD-D-bestückten Bohrwerkzeuge sind zweischneidig ausgeführt und in den Durchmessern von 2 mm bis 10 mm verfügbar. Alle Ausführungen besitzen eine innere Kühlmittelzufuhr. Die CVD-D-Schaftfräser zum Fasen und Senken bietet HORN lagerhaltig mit den Durchmessern 3 mm und 6 mm und den Flankenwinkeln von 15, 30 und 45 Grad an. Die 3-mm-Variante hat 5 Zähne und die 6 mm Variante bietet eine Zähnezahl von 6.
Nutstoßen mit Innenkühlung
Eine Weiterentwicklung zeigt Horn mit dem innengekühlten Nutstoßsystem N117. Die neuen Werkzeugträger bieten KSS-Austritte durch die Unterstützung und seitlich der Unterstützung des Plattensitzes für die optimierte Kühlung beim Nutstoßen. Des Weiteren wurden auch die Geometrien für den Einsatz in Stoßaggregaten und für das Revolverstoßen angepasst. Die gezielte Kühlung bewirkt einen reduzierten Werkzeugverschleiß. Dies hat eine Erhöhung der Standzeit und eine verbesserte Oberflächengüte am Werkstück zur Folge. Durch die innere Kühlmittelzufuhr ist die Kühlung der Kontaktzone auch bei tiefen Nuten sichergestellt. Darüber hinaus verbessert sich durch die höhere Spülwirkung die Spanabfuhr und vermindert die Gefahr eines Spänestaus. Das Nutstoßen auf einer CNC-Drehmaschine bietet dem Anwender mehrere Vorteile. Die Nuten an einem Werkstück können in einer Aufspannung gefertigt werden, ohne es umspannen zu müssen. Verzahnungen, Mitnehmernuten oder gedrallte Nuten sowie bogenförmige Nuten: Jegliche Geometrien sind durch das Fertigungsverfahren des Nutstoßens herstellbar. Es bietet im Gegensatz zum konventionellen Räumen eine kostengünstige Alternative, da es auf nahezu jeder CNC-Drehmaschine zum Einsatz kommen kann.
Zusammenarbeit mit Kistler: Neue Stechgeometrie für Titan mit Sensorik überwacht
Horn zeigt zu den Technologietagen in Tübingen zum ersten Mal die neu entwickelte Stechgeometrie zum Abstechen von Titan. Die Entwicklung der WT-Geometrie eigens für Titan erfolgte mittels umfangreicher Simulationen. Sie hat sich auf Anhieb in der Praxis beim Abstechen von Knochenschrauben aus dem anspruchsvollen Werkstoff bewährt. Neben einem sicheren Spanbruch sorgt die angepasste Geometrie für einen weichschneiden Schnitt. So sind höhere Vorschübe möglich, was einer schnelleren Bearbeitungszeit entspricht. Dies erhöht zusätzlich die Lebensdauer, wie die Versuche belegen, um bis zu 60 Prozent. Die Schneidplatten des Typs 224 mit der neuen WT-Geometrie gibt es in den Abstufungen 2; 2,5 und 3 mm in der Sorte IG35. Sie sind für passende Halter vom Typ H224 ausgelegt. Kistler ist Weltmarktführer für dynamische Messtechnik zur Erfassung von Druck, Kraft, Drehmoment und Beschleunigung. Die Kistler Gruppe hat in enger Zusammenarbeit mit der Paul Horn GmbH eine weltweit einzigartige Lösung zur Echtzeit-Werkzeugüberwachung von Mikro-Drehbearbeitungen entwickelt. Das Piezo Tool System (PTS) besteht aus einem Kraftsensor, welcher in das Drehwerkzeug eingelegt wird und Aufschluss über den Zustand des Werkzeuges während der Bearbeitung gibt. Der extrem kleine Piezo-Sensor misst selbst niedrigste Zerspankräfte mit hoher Auflösung. Der Maschinenbediener kann so fehlerhafte Materialien und Schneidstoffe oder auch einen Werkzeugbruch sofort erkennen. Die Folge ist ein minimaler Ausschuss bei maximaler Qualität.
Lösung erfordert keinen Eingriff in die CNC-Steuerung
Das neue System eignet sich für den Einsatz bei Drehbearbeitungen, speziell im Mikrobereich. Hier sind alternative Messmethoden wie die Überwachung der Antriebsleistung des Hauptspindelmotors aufgrund der geringen Abweichungen unergiebig. Auch eine Messung des Körperschalls liefert bei kleinen Werkstücken keine konstant zufriedenstellenden Ergebnisse. Ein visuelles Überwachen scheidet aufgrund des Einsatzes von Kühlschmierstoffen sowie den hohen Rotationsdrehzahlen beim Bearbeitungsprozess ebenfalls aus. Die neue Lösung ist kompatibel mit ausgewählten Standard-Drehhaltern von Horn. Sie erfordert keinen Eingriff in die CNC-Steuerung. Der Einsatz erfolgt maschinenunabhängig. Der Austausch der Sensoren geschieht schnell und problemlos. Die Folge des PTS sind eine Reduzierung der Produktionskosten sowie eine Erhöhung der Fertigungskapazitäten. Bei den Horn Technologietagen kommt das Piezo Tool System zur Überwachung beim Abstechen von Titan mit Haltern des Typs 224 zum Einsatz.
www.phorn.de