Seit Anfang 2019 bietet Starrag neben den größeren Versionen NB 351 und NB 251 auch die kleinere NB 151 an, die sich als Bearbeitungszentrum für Werkstücke mit einem Durchmesser bis 600 mm, einer Länge von bis zu 290 mm und einem Maximalgewicht von 300 kg eignet. Kurze Zykluszeiten, reduzierte Werkzeugkosten, geringer Ausschuss – nicht weniger dürfen die Anwender von der neuen Starrag NB 151 erwarten, die sich – wie die größeren Versionen – für alle relevanten Fertigungsschritte bei Blisk- und Impeller-Bearbeitung eignet, vom effizienten Schruppen aus dem Vollen, der adaptiven Bearbeitung von reibgeschweißten Blisks bis hin zum hochdynamischen Schlichten von Strömungsflächen im Punktkontakt.
Maschinenbett aus Mineralguss
Die Basis der Leistungsfähigkeit des 5-Achs-Bearbeitungszentrums legt ein Grundaufbau, der sich bereits in den kleinen horizontalen Heckert-Bearbeitungszentren und im Schaufel-BAZ Starrag LX 051 bewährt hat. Das Maschinenbett aus Mineralguss steht für gute Dämpfungseigenschaften und hohe Steifigkeit. Das Design ist kompakt, bei Spindel und Vorrichtungen wurde auf eine gute Zugänglichkeit zum Werkstück geachtet. Die qualitativ hochwertige Starrag-Spindel sorgt für hohe Abtragraten.
Bearbeitungszentrum von Starrag entwickelt – in der Schweiz produziert
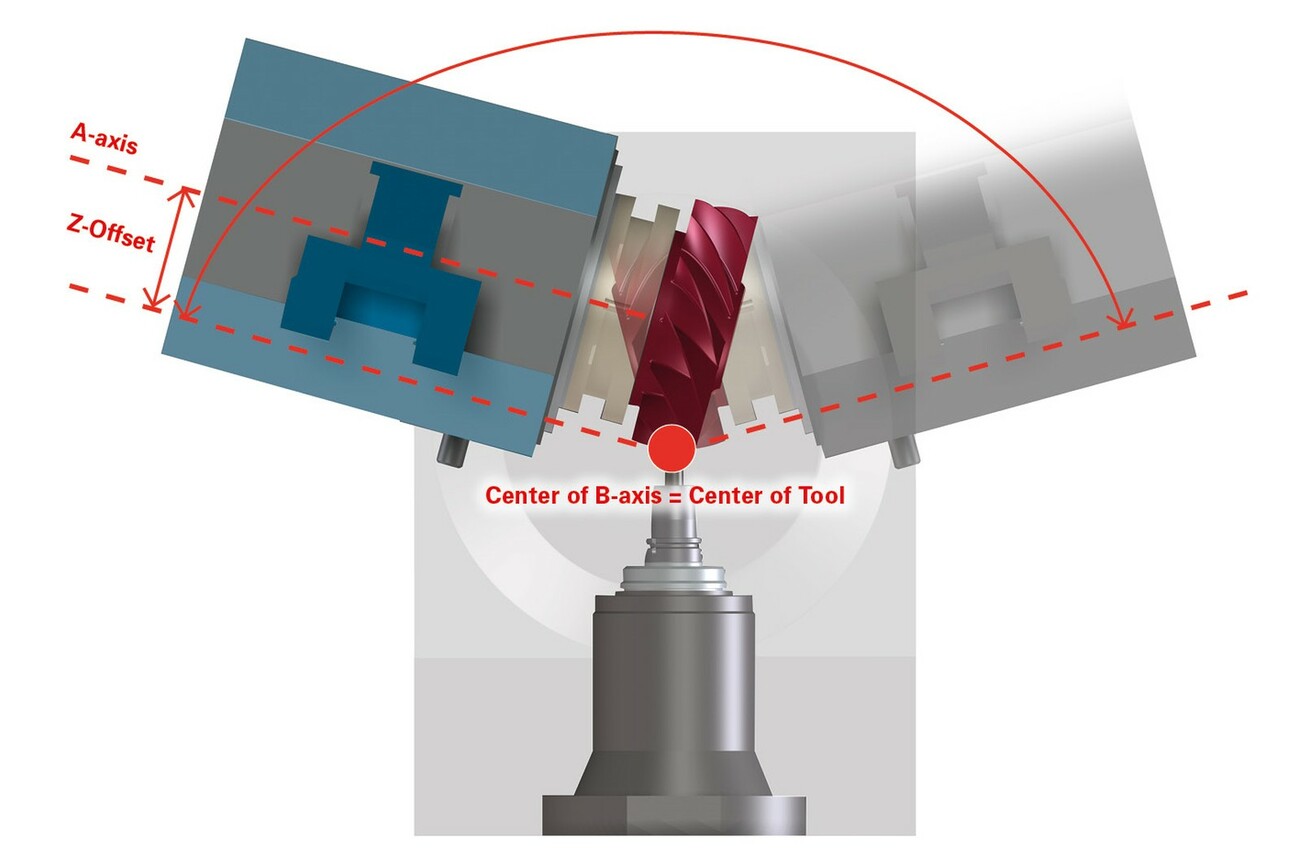
Zu den Highlights der Starrag NB 151 gehören zweifellos die beiden Rundachsen, die in punkto Leistung kompromisslos für die Multiblade-Anwendungen optimiert wurden: Die gewählte Anordnung der Rundachsen gewährleistet, dass die Ausgleichsbewegungen der Linearachsen auf ein Minimum reduziert sind.

Ein Schlüsselfaktor für die erfolgreiche Blisk-Bearbeitung ist die gute Zugänglichkeit zum Bauteil. Dazu trägt der große B-Achs-Winkel von 280 Grad ebenso bei wie die sehr kompakt aufgebaute A-Achse. Ihre optimierte Störkontur beugt zum einen Kollisionen mit der Spindel vor und erlaubt zum anderen den Einsatz kurzer Werkzeuge. Die daraus resultierende Schnittstabilität sorgt für kürzeste Schruppzeiten und perfekte Oberflächen beim Schlichten.
Durchgängige Lösungen
Nun ist Starrag bekannt dafür, den Kunden auch durchgängige Bearbeitungslösungen für ihre Bauteile anzubieten. Die NB 151 bildet da keine Ausnahme. Das Blisk-Bearbeitungszentrum fügt sich nahtlos in das angebotene Gesamtpaket, das die komplette Prozesskette von der Programmierung über Technologie, Software, Werkzeug und Maschine abdeckt. Entwicklungsleiter Dr. Markus Ess erklärt: „Mit der NB 151 können wir für die Blisk- und Impeller-Bearbeitung ein abgestimmtes Leistungspaket anbieten, das durch eine unübertroffene Gesamtperformance überzeugt.“
Höhere Schnittwerte – weniger Werkzeugverschleiß
Damit lassen sich die Fertigungsprozesse in vielen Punkten verbessern. Die Steifigkeit der NB 151 und ihre gute Dämpfung erlauben höhere Schnittwerte bei gleichzeitig reduziertem Werkzeugverschleiß. Zu minimierten Bearbeitungszeiten trägt auch die hohe Dynamik der Maschine bei, die unter anderem aus den geringen bewegten Massen resultiert. Einen wichtigen Beitrag zur Prozesssicherheit leisten integrierte Sensoren und Systeme. Markus Ess konkretisiert: „Die Spindel und andere Maschinenelemente werden kontinuierlich hinsichtlich Schwingungen, Verformungen und Temperaturschwankungen überwacht. Entsprechende automatisierte Kompensationsprozesse sichern die Maschinengenauigkeit.“
NB 151 mit Messvorrichtung ausgestattet
Zudem ist jede Starrag NB 151 standardmäßig mit einer Messvorrichtung ausgestattet, die im Zusammenwirken mit spezieller Starrag-Software die adaptive Bearbeitung der Blisks ermöglicht. Das heißt, automatisiert wird am Rohteil jedes einzelne Schaufelblatt vermessen, eine individuelle Blattgeometrie erstellt, das dazugehörige NC-Programm generiert und auf der Maschine abgearbeitet. So entstehen perfekte Übergänge zwischen den reibgeschweißten Schaufeln und dem Rotor.
cd