Insgesamt 3 Mio. Euro hat der Messtechnik-, Spindel- und HSK-Hersteller Diebold 2019 in die Modernisierung und Klimatisierung seiner Fertigung gesteckt. Hauptinvest war die energietechnische Kompletterneuerung der Halle 1, die bereits 1969 erbaut wurde und im Vorjahr ein neues Dach samt komplettem Klimakonzept bekommen hatte.
Klimaneutrale Fertigung senkt CO2-Ausstoß massiv
„Wir haben unser Rohmateriallager und die Halle 1 quasi klimatisiert, eine Wärmerückgewinnung installiert und sparen jetzt 96 % CO2 ein“, beziffert Hermann Diebold den massiv reduzierten CO2-Ausstoß. In Summe konnte damit der Ausstoß der gesamten Fabrik um 30 % gesenkt werden. Hermann Diebold schätzt die Reduzierung aber noch deutlich höher ein, da durch die Modernisierung der Halle 1 auch die Halle 2 besser isoliert wurde. Wenig zu tun gab es indes in der Halle 3, die bereits seit 2006 voll klimatisiert ist. „Dort schleifen wir final hochgenaue Messdorne, unsere auf 1 µm Rundlaufgenauigkeit getrimmten HSK-Werkzeughalter und montieren auch unsere Hochfrequenzspindeln dort. Ohne unsere ganzjährige 21,0 °C-Klimatisierung unter geschlossener Hülle wäre diese vor allem wiederholgenaue Präzision aber nicht realisierbar“, betont Hermann Diebold. Demnach würde mit Türen und Toren schon lange nicht mehr gelüftet. Der technische Luftaustausch erfolgt über eine vollautomatische Temperierung inklusive Wärmegewinnung und Luftentfeuchtung.
80 % der Kühlleistung übernimmt das Bachwasser
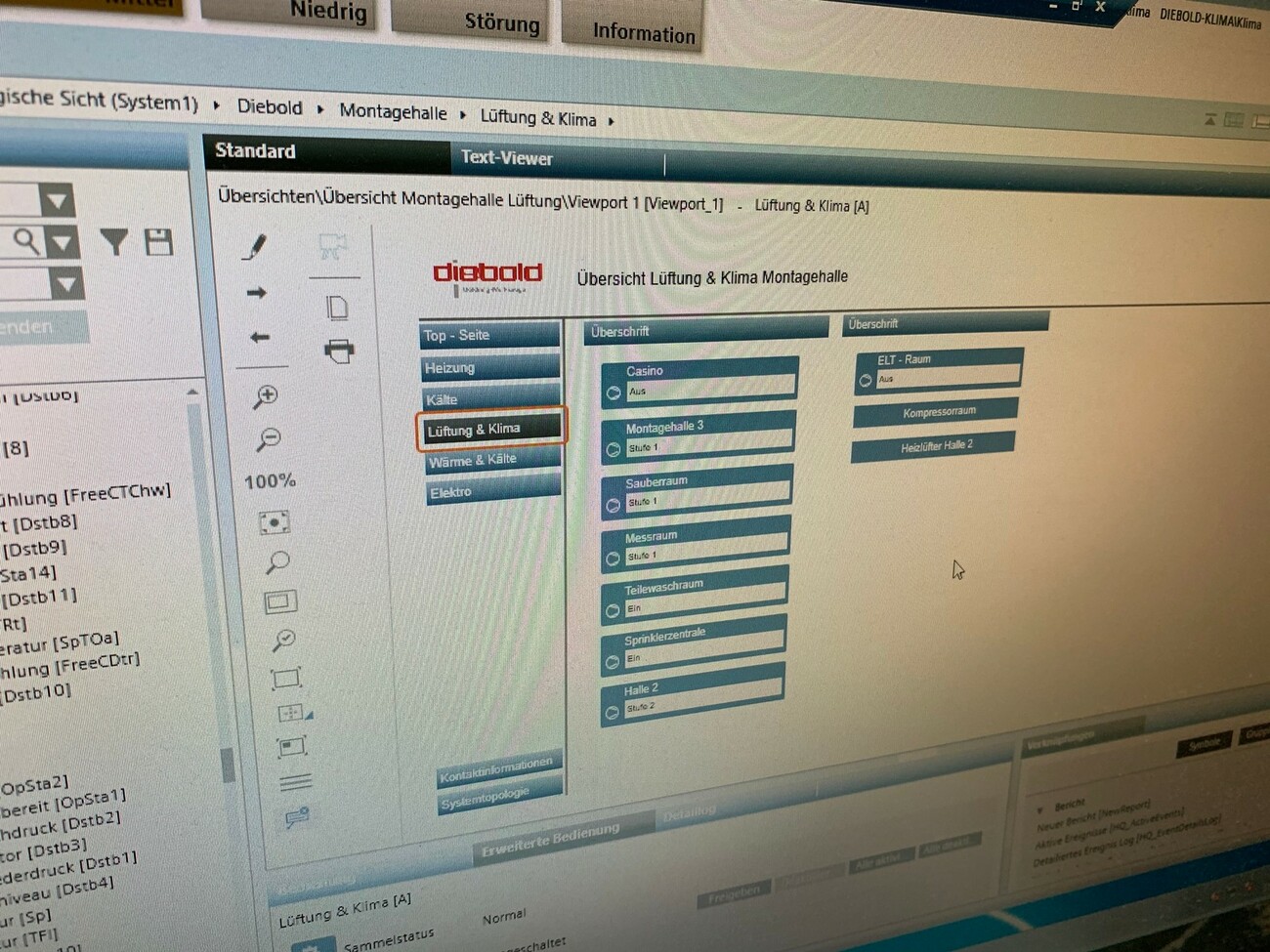
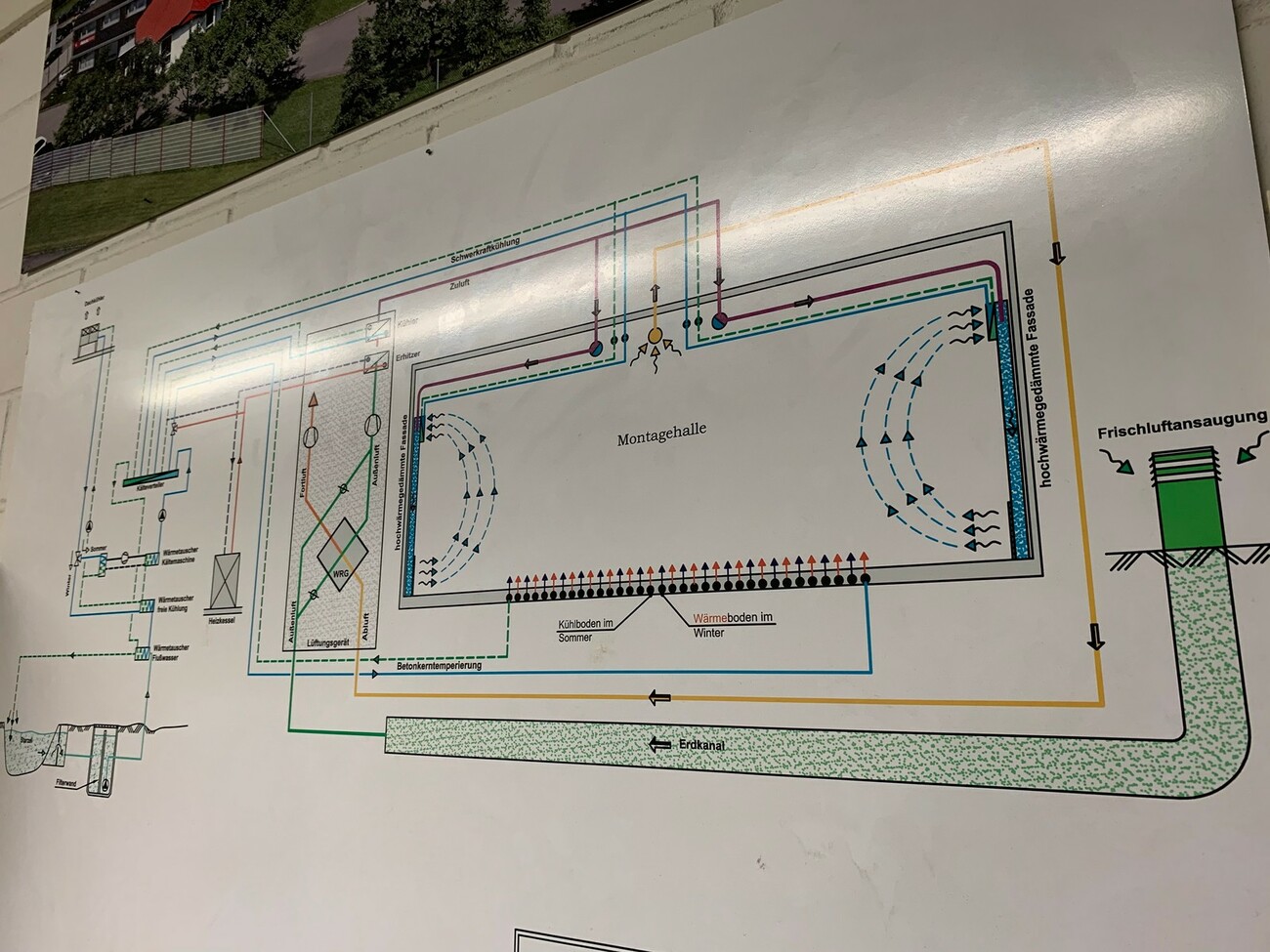
Die Kühlung erledigt Diebold während 80 % des Jahres mit Luftansaugung von außen und Bachwasser aus der nahegelegenen Starzel. „Nur gut zwei Monate müssen wir mit Kühlaggregaten nachhelfen, wenn die Bachwasser-Temperatur über 14 °C steigt“, erklärt Instandhaltungsleiter Rainer Hummels das Prinzip. Dass Diebold gerade in der Halle 3 nichts dem Zufall überlässt, belegt der Instandhaltungsleiter mit der vollautomatischen Siemens-Anlagensteuerung. Alles sei damit einsehbar: Heizung, Kälte, Lüftung und Klima sowie Elektro. Von den Montage- und Fertigungshallen über die Sprinklerzentrale bis zum Teilewaschraum und Messraum. „Falls Sensoren Abweichungen feststellen, bekommen wir sofort Warnungen auf Handys und in die Leitstelle“, berichtet Rainer Hummels. Und das sei auch nötig, ergänzt Hermann Diebold. „Der Workflow unserer Hochpräzisionsteile erlaubt keine Temperaturschwankungen. Würden die Temperaturen abdriften, müssten wir die Fertigung einstellen, weil unsere Prozesse und Toleranzen auf genau 21 °C Raumtemperatur abgestimmt sind. Besonders unsere Messdorne, die mit unter 1 µm Toleranz gefertigt werden, würden zwar mit ein, zwei Grad mehr in der DIN-Norm liegen, aber unseren Toleranzvorgaben nicht mehr genügen.“ Das, so Hermann Diebold, könnte man sofort erkennen, wenn mit den Messdornen die Rundlaufgenauigkeiten von Spindeln getestet werden.
Kein Ärger mehr durch fertigungs-intolerante Bauteile
„Nur mit Hochpräzisions-Messdornen können Sie deshalb auch nachweisen, ob eine Spindel noch in der nötigen Rundlaufgenauigkeit läuft.“ Denn viele noch regelmäßig eingesetzte Messdorne, so die Erfahrung von Hermann Diebold, wären schon so ungenau, dass Spindeln, die eigentlich noch rundlaufgenau laufen, quasi schlecht gemessen und dann ausgetauscht werden. „Das ist eine kostspielige Sache. Messdorn jährlich überprüfen lassen lohnt sich extrem, genauso wie die HSKs. Das spart viele Fertigungskosten und mitunter auch Ärger durch fertigungs-intolerante Bauteile“, schließt Hermann Diebold sein Plädoyer für die klimatisierte Fertigung.
Die Auswirkungen von CO2-Footprint und Green Deal
Und wo kriegt Diebold bei Bedarf die Wärme her? „Im ganzen Werk mit unseren gut 120 Mitarbeitern gibt es schon seit 2012 keine Brennstellen mehr für Öl, Gas oder andere Feststoffe. Echte Heizenergie brauchen wir eigentlich sehr selten. Wenn, dann beziehen wir die Energie aus der Nachbarschaft von der Bioenergie Killertal, dort wird die Wärme in einer Hackschnitzelanlage erzeugt“, berichtet Hermann Diebold. Wenig Nutzen für die eigene Fertigung hat dagegen die Fotovoltaikanlage, mit der schon seit 2006 permanent 30 kW Ökostrom ins Netz eingespeist werden. „Die Fotovoltaikanlage lohnt nicht wirklich. Die würde ich nicht nochmal installieren, weil Aufwand und Nutzen in keinem Verhältnis stehen – und bis dato Strom viel billiger zugekauft werden kann – aber das kann sich ja bald schon ändern, spätestens mit dem Green Deal und dem CO2-Footprint“, den die Regierung nach Angaben von Hermann Diebold bis 2025 flächendeckend einführen will.
Viele Kilowatt sparen: mit Vollbohrern und positiven Schneidengeometrien
Fotovoltaik, Wärmetauscher, Kälteanlagen sowie ex- und interne Notstrom-Aggregate sind also installiert und einsatzbereit. „Um 100 Prozent autark zu werden, müssten wir nochmal umfangreiche Investitionen tätigen. Das würde sich nicht lohnen.“ Hermann Diebold achtet im Hinblick auf die klimaneutrale Fertigung eher noch auf weitere einfache Dinge: frequenzgeregelte Lüftungsgeräte statt Volldampf- oder Abschaltung, eine komplette LED-Beleuchtung und natürlich die richtigen Fertigungsstrategien. „Sie können schon eine Menge Energie mit modernen Maschinen und Werkzeugen sparen.“ Mit der richtigen Maschine könnten Teile komplett bearbeitet werden, Vollbohrer bis Durchmesser 80 mm würden viel Maschinenzeit, Werkzeugwechsel und Rüstzeiten sparen.
„Eigentlich ist es ganz leicht. Unterm Strich kann jedes Fertigungsunternehmen seine Produktivität um rund 30 % steigern – und damit seine Klimabilanz aufpolieren – einfach nur durch besseres Fräsen mit der richtigen, natürlich mit innovativer Spanntechnik. Denn bessere Spanntechnik bringt nicht nur weniger Vibration und höhere Standzeiten, sondern auch bessere Oberflächen und weniger Maschinenstillstand, 1 zu 1 also mehr Spindelkapazität für mehr Aufträge“, erklärt Hermann Diebold die Produktivitätsformel. Und wer es auf die Spitze treiben will, der könnte nach Erfahrung des Technik-Tüftlers sogar noch mit hochpositiven statt negativen Schneidengeometrien operieren und damit noch das ein oder andere Kilowatt an Spindelleistung sparen.