
Was ist nötig, um beim Hartfräsen tatsächlich optimale Oberflächengüten und Genauigkeiten bei minimalen Bearbeitungszeiten zu erzielen? Entscheidend sind neben guten Werkzeugen und passender Spanntechnik die richtigen Maschinen. „Aber Maschine ist eben nicht gleich Maschine“, deutet Dr.-Ing. Oliver Gossel die doch relativ komplexe Thematik während eines Webseminars an. „Besonders, wenn Sie hoch harte Materialen effizient bearbeiten wollen, brauchen Sie präzise Mechanik, moderne Steuerungs- und Antriebstechnik und am besten einen Partner, der sich seit über 25 Jahren mit dem Bau und der Programmierung von Werkzeugmaschinen beschäftigt.“
Hoch harte Materialen auf das Mikrometer genau bearbeiten
Röders baut seit 1991 in Soltau Maschinen, hat mittlerweile über 3.000 ausgeliefert und verspricht weltweit mit über 500 Mitarbeitern auch ordentlichen Service. „Wir lassen unsere Maschinen auch nicht irgendwo zusammenschrauben. Wir montieren in Soltau mit rund 400 Mitarbeitern und entwickeln ständig die entscheidenden Technologien weiter – von der Mechanik bis zur Steuerungstechnik. Und nur deshalb können wir mit feinsten Werkzeugen sogar hoch harte Materialien auf das Mikrometer genau bearbeiten.“
Maschinen-Spektrum bis 33 t und Spindeln bis 90.000 min-1
Das Spektrum der Röders-Maschinen deckt Werkstückgewichte von 15 bis 3.000 kg ab. Dafür stehen Verfahrwege bis 1,4 m, Störkreisdurchmesser bis 1,2 m, Beschleunigungen bis 3g und 60 m/min und Spindeln mit bis zu 90.000 min-1 bzw. 100 Nm zur Verfügung. „Automation von einzelnen und mehreren Maschinen ist mittlerweile wohl state of the art. Wir bieten zusätzlich Handling, Zellenmanagement sowie auch die Anbindung an Partnerjobmanagementsystemen“, berichtet Oliver Gossel. Natürlich seien auch Verfahrenskombinationen möglich: HSC-Fräsen, Schruppen, Bohren, Gewindeschneiden. Koordinatenschleifen mit Schnellhub, Körperschallantasten samt abrichten, Spezialölen und Löschtechnik. Ebenso wird die Qualitätskontrolle auf der Maschine mit 3D-Messungen integriert.
Alles muss passen – und mit 32 kHz geregelt werden
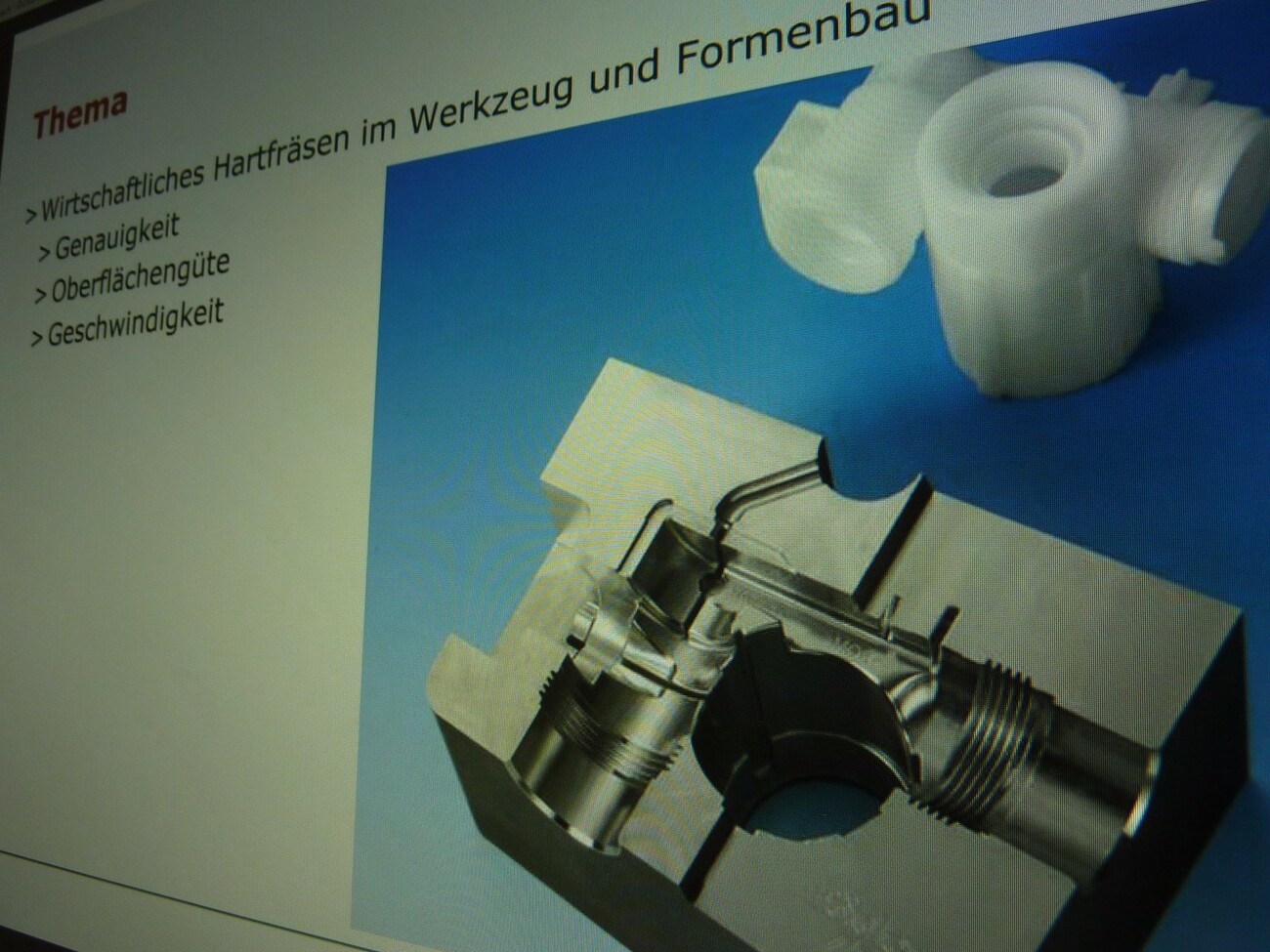
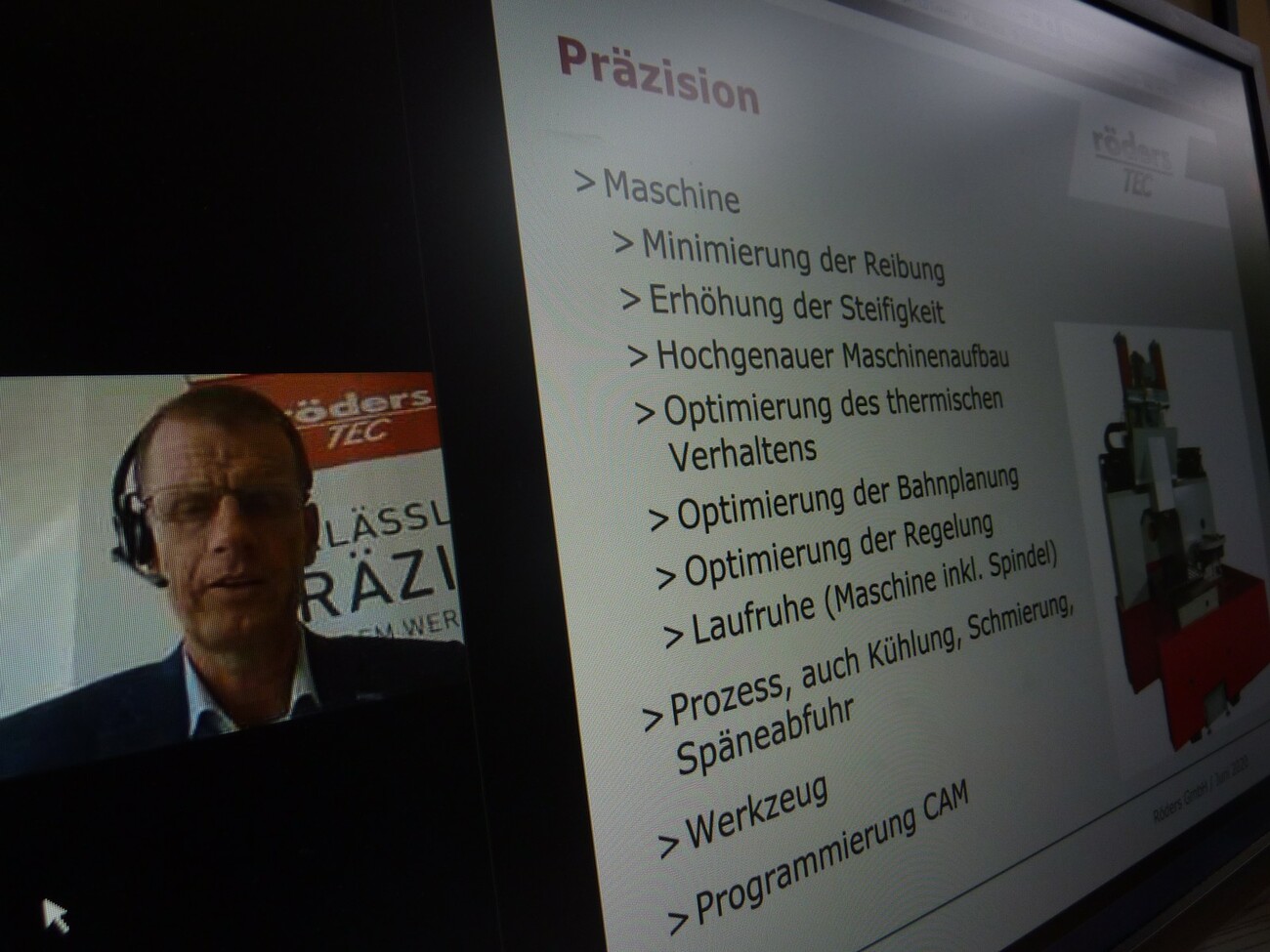
Zum wirtschaftlichen Hartfräsen vor allem für den Werkzeug- und Formenbau empfiehlt Oliver Gossel die Röders-Maschinen, die Genauigkeit, Oberflächengüte und Geschwindigkeit vereinen. „Hoch harte Teile wirtschaftlich fräsen ist die Formel 1 des Zerspanens. Das schaffen Sie nur mit Maschinen, die über minimale Reibung, maximale Steifigkeit und hochgenauen Maschinenaufbau verfügen. Dazu müssen das thermische Verhalten, die Bahnplanung und Regelung optimiert sein. Nur so kann Laufruhe erzeugt werden.“ Röders setzt dazu Direktantriebe in allen Achsen ein, die mit 32-kHz-Servoreglern, reibungsfreiem Gewichtsausgleich und hochgenauen Wegmesssystemen arbeiten.
Portalbauweise für höchste Steifigkeit
In punkto Mechanik fokussiert Röders Rundachsen mit Gegenlager und die Portalbauweise, um eben höchste Steifigkeit zu erzielen. „Kernelement ist die selbstentwickelte und gepflegte RMS6-Steuerung, mit der Röders Splineinterpolation beherrscht, die Satzverarbeitungszeit unter 0,1 ms hält und die Look-ahead-Reichweite auf über 10.000 Sätze schraubt. Als aktuelle Hardware ist momentan ein Zwei-PC-System mit 3,5- und 3,2 GHz-Takt im Einsatz, dazu der Quad Core i5, RAM mit 2 und 2x4 GB samit 240-GB-SSD-Festplatte.
Minimale Bahnabweichungen nach nur 0,03 ms Reaktionszeit
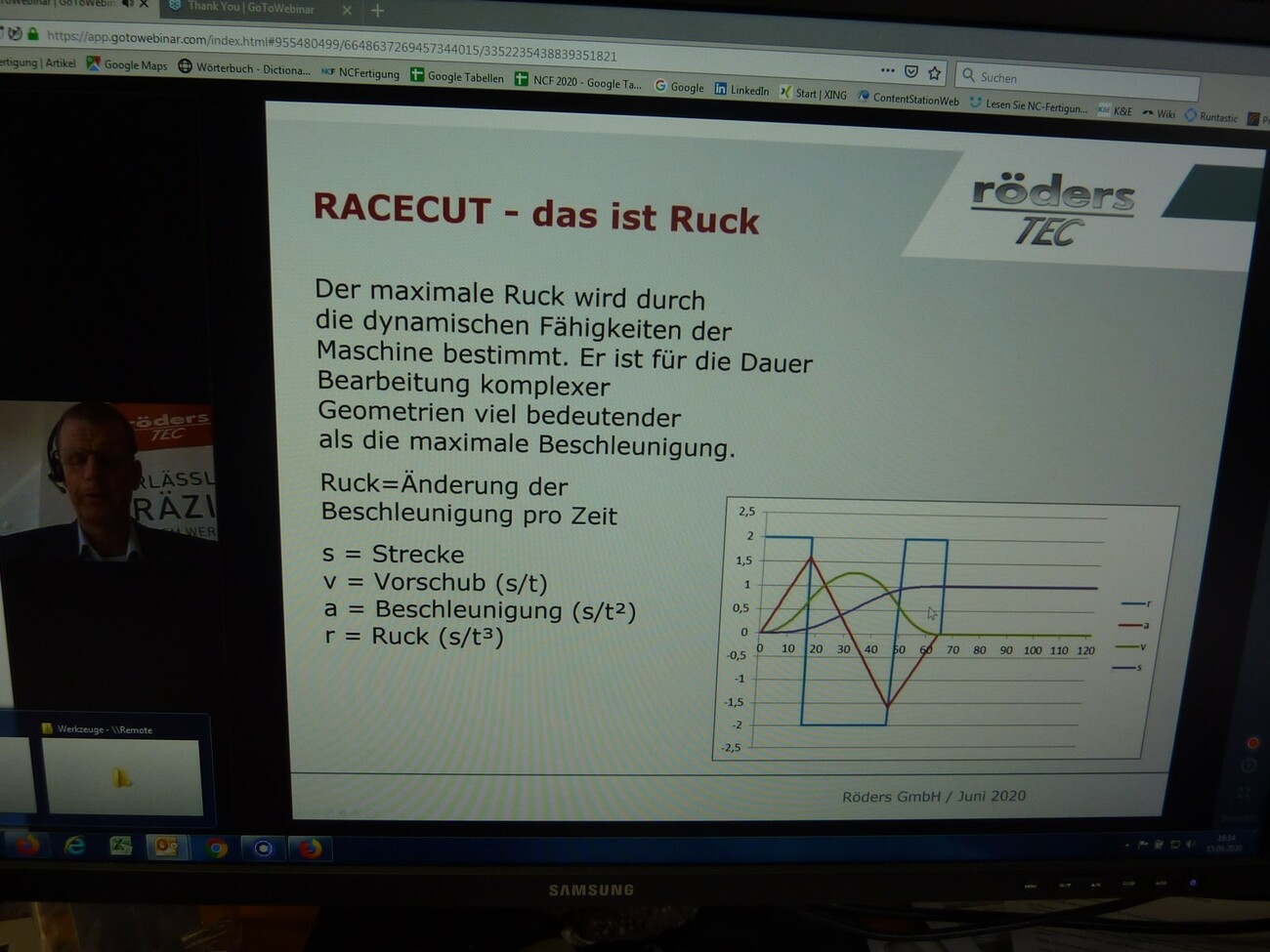
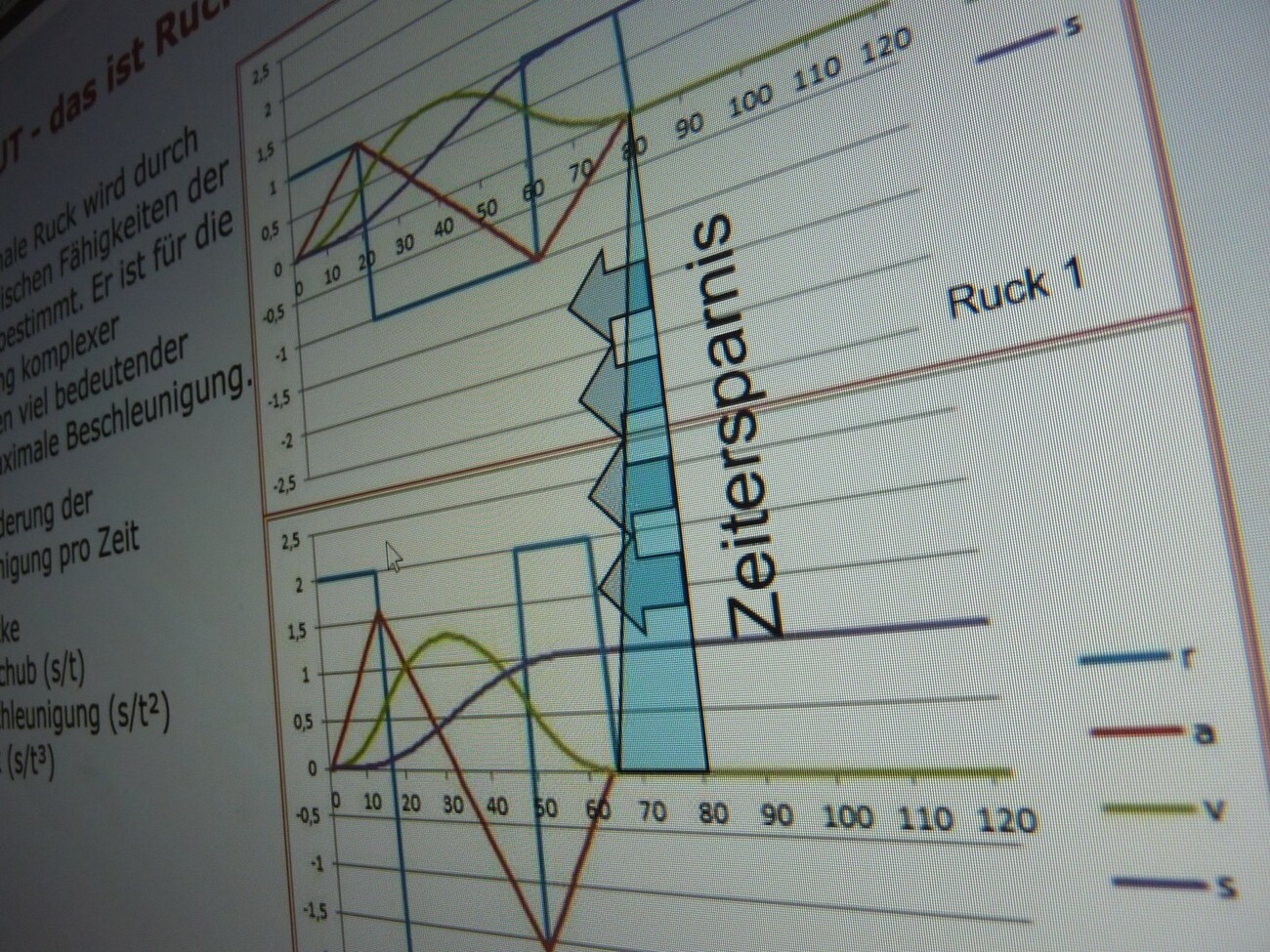
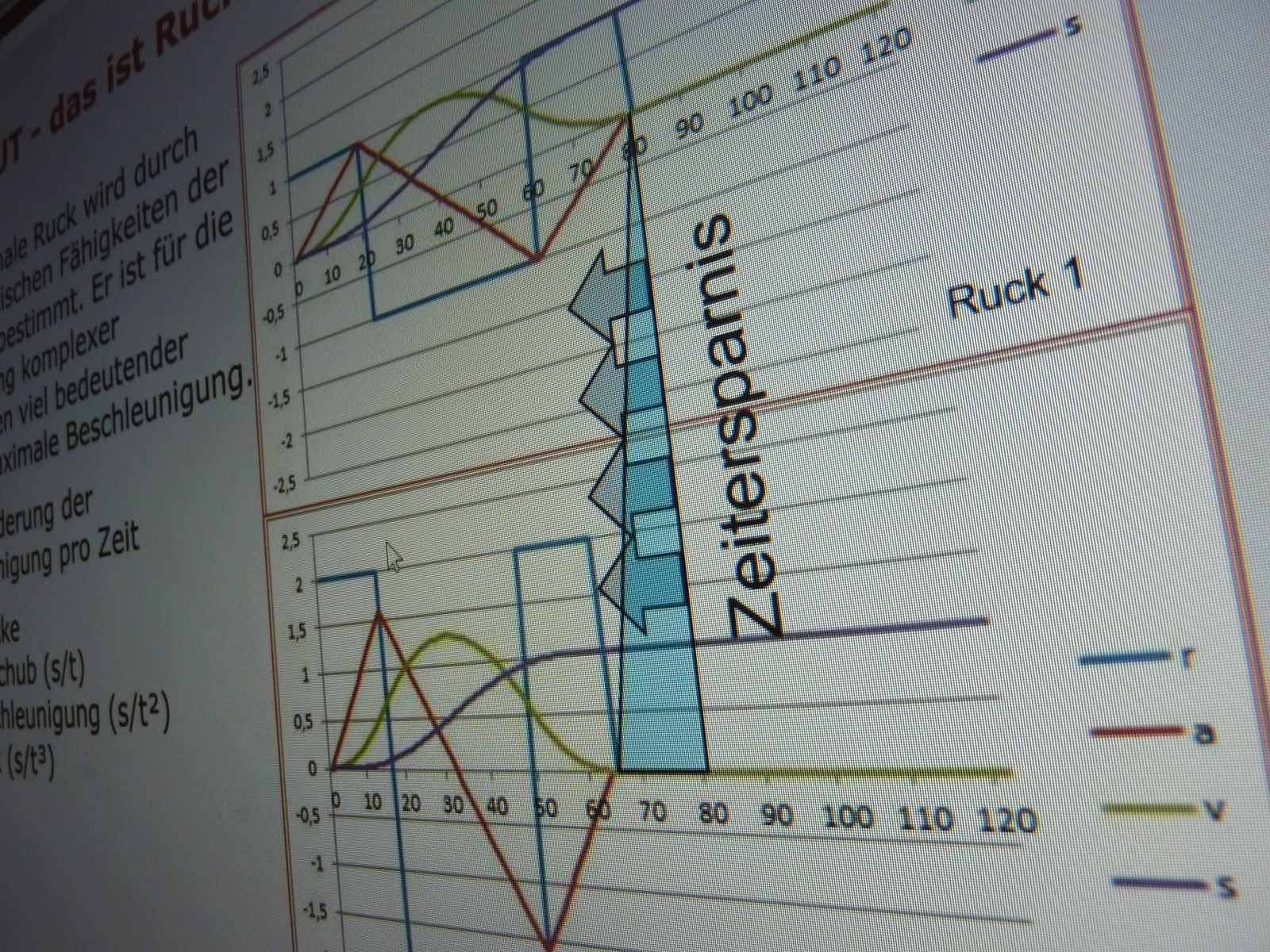
„Nur schnelle Komponenten reichen aber nicht. Bei der Splineinterpolation muss die Bahn aber auch möglichst glatt durch die Punktketten verlaufen.. Und unsere Geschwindigkeitsplanung stimmen wir natürlich auf die dynamischen Fähigkeiten der Maschinenachsen ab sowie auf die Anforderungen zum optimalen Schruppen und Schlichten. Denn wichtig sind neben einem großen Lookahead-Wert die hohen Verarbeitungsgeschwindigkeiten. Dann erreichen Sie auch schöne runde und exakte Bahnkurven“, versichert Oliver Gossel. Entscheidend sei eine extrem schnelle Regelungstechnik. Statt dem Standard von 8 oder 16 kHz setzt Röders auf 32 kHz, was der Maschinenbauer mit einer 4-fach schnelleren Reaktion auf Abweichungen argumentiert. „Das ist ganz einfach: wenn ein System erst nach 0,12 ms reagiert, ist die resultierende Abweichung natürlich exponentiell größer als nach 0,03 ms, dies führt dann zu messbaren Unterschieden in der Oberflächengüte. Mit dieser Basis des kurzen Reglertakts können wir noch einen Schritt weiter gehen und optimieren die dynamischen Fähigkeiten unserer Maschine über den Ruck, die Änderung der Beschleunigung pro Zeiteinheit. Der Ruck ist für die Dauer der Bearbeitung komplexer Geometrien viel bedeutender als die maximale Beschleunigung, da diese meist eh nicht erreicht wird“, unterstreicht Oliver Gossel.
Mit hohen Ruck-Werten hohe effektive Beschleunigungen erzielen
So könnten durch hohe Ruck-Werte hohe effektive Beschleunigungen erzielt werden, die dann die Bearbeitungszeiten verkürzen und trotzdem – dank des schnellen Reglers – hohe Oberflächengüten und Genauigkeiten liefern. Hohe Maximalbeschleunigungen seien bei Freiformflächen eher sekundär gegenüber dem Ruck, so Oliver Gossel. Wichtig sei dagegen, dass eine schnelle und genaue Regelung sowie eine hohe Dämpfung erfolgt, um die Anregungen durch den hohen Ruck auszugleichen. „Wegen seiner Bedeutung für die erreichbare Oberflächengüte ist der Ruck in unseren Steuerungen einstellbar. Maschinen, die so ausgestattet sind, kennzeichnen wir mit unserem Label Racecut.“
20 % schneller Hartfräsen mit Racecut
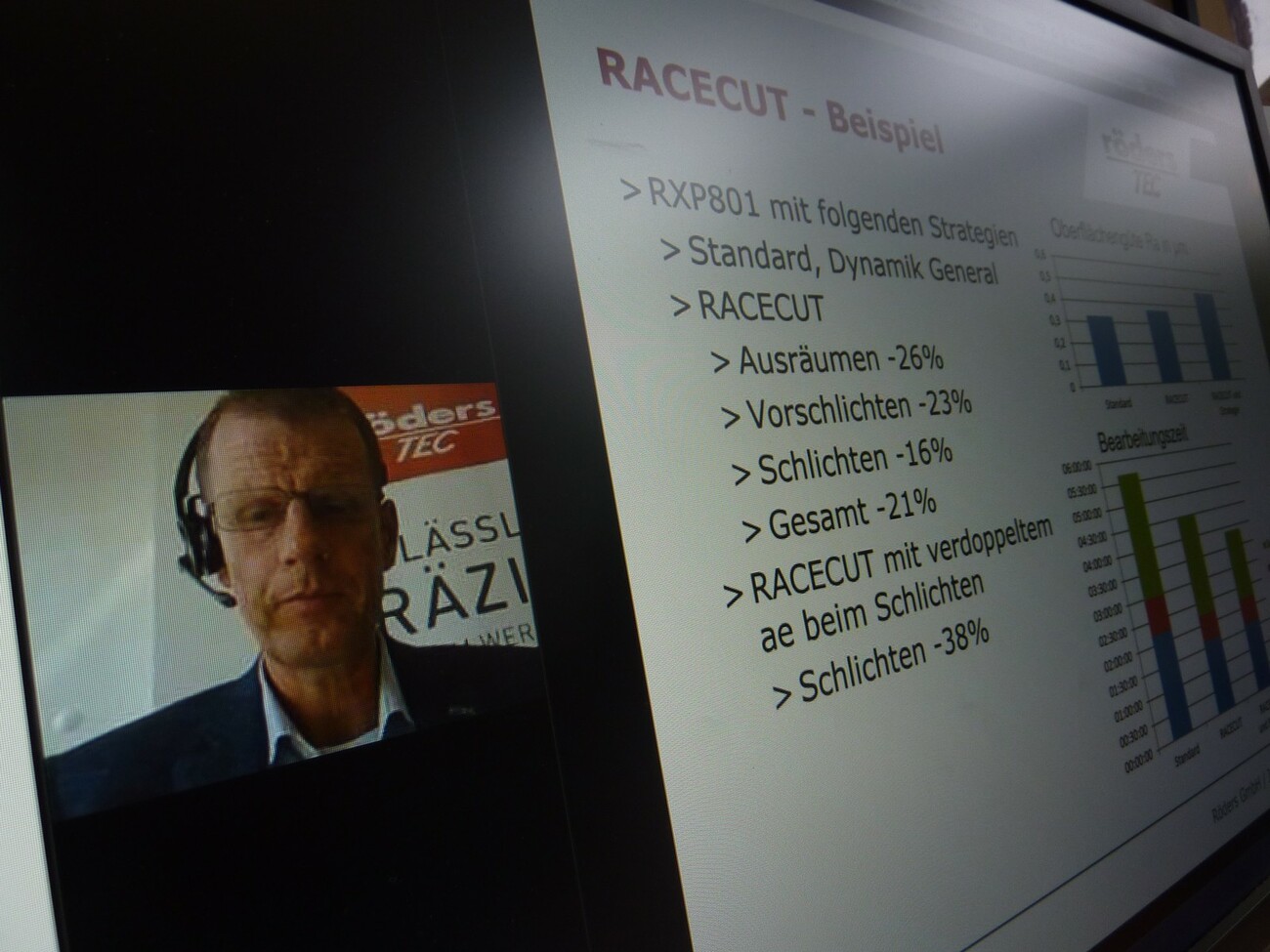
Wie wirkungsvoll der Racecut ist, belegt Oliver Gossel mit einem Doppelgesenk, dass auf 150 x 150 mm aus 1.2343 und HRC50 herausgearbeitet wurde. „Wir haben das Gesenk auf einer RXP801 mit drei Strategien gefertigt. Racecut reduzierte die Bearbeitungszeit beim Ausräumen um 26 %, das Vorschlichten um 23 %, das Schlichten um 16 %, gesamt also um 21 %. Bei verdoppeltem ae konnten wir das Schlichten sogar um 38 % verkürzen – und das bei kaum reduzierten Ra-Werten, die sich zwischen 0,3 und 0,5 µm bewegten.“ Die besten Ra-Werte erzielte Röders zwar mit der Standard-Bearbeitung knapp über 0,3 µm. Racecut lag minimal drüber bei rund 0,35 µm, die Racut-Strategie samt verdoppeltem ae bei knapp 0,5 µm. „Spannend waren aber die Bearbeitungszeiten: der Standard lag über 5:30 h, der Racecut bei 4:30 und die ae-Verdoppelung bei knapp 4 h. Das heißt, mit Racecut gibt es kaum Oberflächennachteile, aber eine gut 20 % kürzere Bearbeitungszeit. Darauf sollte keiner verzichten“, resümiert Oliver Gossel.
Praxiseinsatz für vollautomatische HSC-Hartzerspanung
Wie indes eine vollautomatische Hartzerspanung im Werkzeugbau funktioniert, zeigt Röders anhand des Anwendungsbeispiels bei der Firma Hella, die mit dem Soltauer Fräsmaschinenhersteller als Entwicklungspartner zusammenarbeitete.