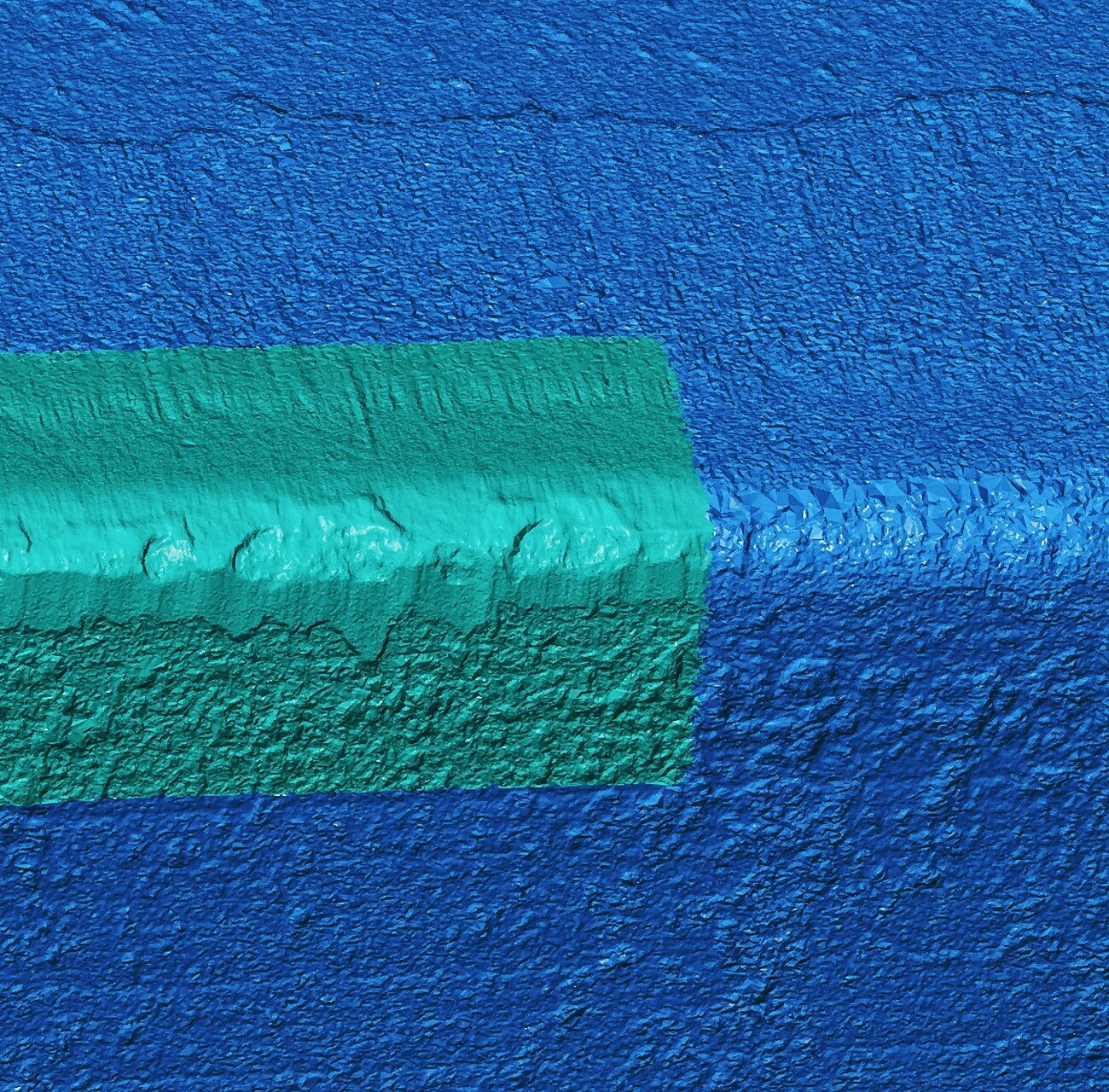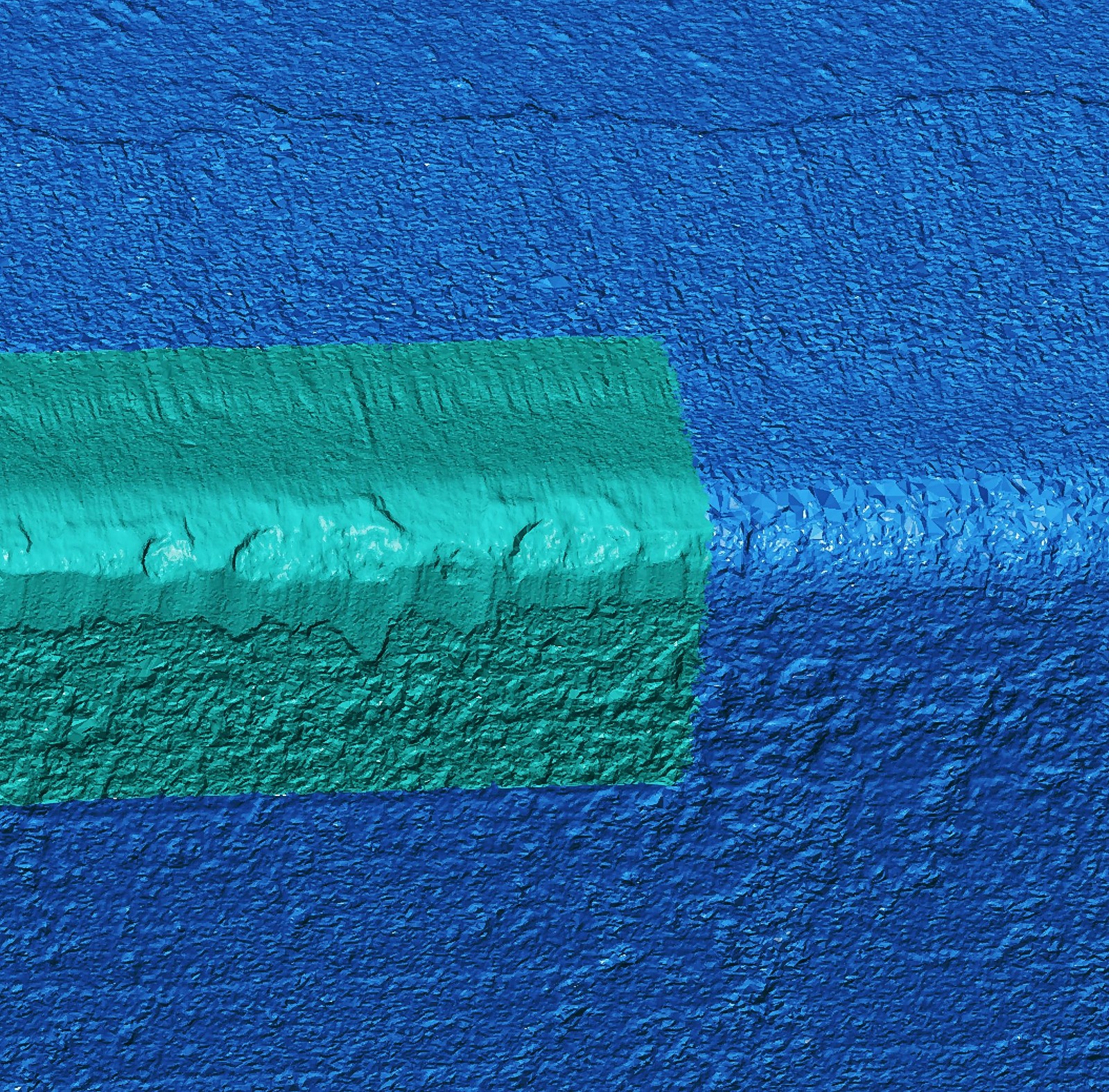
Aufgrund der konfokalen Messtechnologie auf Basis der Structured Illumination Microscopy (SIM) können spiegelnde Flächen (wie z.B. beschichtete Schneidkanten) gemessen und mit der bewährten Fokusvariation steile Flanken von Werkzeugschneiden erfasst werden. Durch Fusion aus beiden 3D-Punktewolken, die merkmalsbasiert über die Genauigkeit der Z-Achse hinausgeht, können die Vorteile beider Messverfahren für den Nutzer optimal miteinander kombiniert werden, sagt Confovis. Dies ermögliche die Quantifizierung des Initialverschleißes an den Beschichtungen von Werkzeugen. Entsprechend können dann Schicht und Geometrie der Schneidkante aufeinander abgestimmt und optimiert werden.
Die Vorteile:
Mehr Erkenntnis über Oberfläche und Geometrie durch Confovis Toolinspect
Rauheitsmessungen auch unter Rz 1 rückführbar auf Normen und somit vergleichbare Werte zu taktilen Messungen
Verschleiß kann flächig und volumetrisch bestimmt werden
Wechselwirkungen zwischen Geometrie und Verschleißschutzschichten können analysiert und verbessert werden
Soll-/ Ist-Vergleich zum unbenutzten Werkzeug über Messplan möglich
Werkzeugverschleißanalyse in neuen Dimensionen
Hersteller von Zerspanungswerkzeugen haben in den letzten Jahren die Verschleißschichten kontinuierlich weiterentwickelt, was erheblich zur Steigerung der Standzeiten beigetragen hat. Untersuchungen über den Initialverschleiß waren dabei sehr zeitaufwändig und teuer, weil oftmals nur Rasterelektronenmikroskope eine ausreichende Auflösung gewährleisten konnten. Konfokale Messtechnik konnte zwar Schneidkanten selbst auf Schartigkeit bewerten, ein geometrischer Bezug zu den Schneiden war jedoch meist nur eingeschränkt möglich, da die Akzeptanzwinkel bei der Messung verfahrensbedingt nicht ausreichten. Mit Fokusvariation hingegen konnten zwar Flanken von Werkzeugen gut erfasst werden, aber glänzende Schneidkanten und der sich ergebende Initialverschleiß einer „sich öffnenden Schneidkante“ überstieg die Auflösung der Fokusvariation in vertikaler und lateraler Richtung.
Beide Messverfahren in einem Strahlengang nutzen
Confovis ist in der Lage beide Messverfahren in einem Strahlengang zu nutzen, wodurch die Geometrie z.B. mit einem geringer auflösenden Objektiv mit Fokusvariation erfasst werden kann. Gleichzeitig können Schneidkanten und die sich ergebenden Verschleißformen konfokal mit einem hoch auflösenden Objektiv erfasst werden. Eine Neupositionierung ist nicht erforderlich – was für eine mechanisch hohe Grundgenauigkeit sorgt. Zur Fusionierung der beiden Punktewolken werden Merkmale aus beiden Messungen miteinander verglichen und es erfolgt eine Ausrichtung der Punktewolken, die weit über die Genauigkeit der mechanischen Koordinaten hinausgeht.
Wechselwirkung ziwschen Scheidkanten und Beschichtung
In Zerspanungsversuchen hat sich gezeigt, dass es eine erhebliche Wechselwirkung zwischen der Schneidkantengeometrie und der Beschichtung gibt. Diese äußert sich oft darin, dass die Werkzeugbeschichtung an der Stelle, wo sie am meisten wirken soll, schon nach wenigen Zentimetern Zerspanungsweg nicht mehr vollständig vorhanden ist. Die Schneidkante öffnet sich und fortan ist das Grundsubstrat dem Zerspanungsprozess ausgesetzt. Wie Confovis erklärt bringt Data Fusion genau in diesem Stadium als Teil des Messgeräts Toolinspect von Confovis einen Erkenntnisgewinn über den Initialverschleiß, da ein Soll-/Ist-Vergleich mit dem neuen Werkzeug über einen automatisierten Mess- und Auswerteablauf mittels GOM Software erfolgen kann. Neben der Messung von Verschleißschutzschichten können selbstverständlich auch Diamantwerkzeuge vermessen werden. Sowohl MKD, als auch PKD sind messbar.
Ein auf die Messaufgabe anpassbares Messsystem
Toolinspect wird je nach Anwendung und Messaufgabe mit XY-Tisch oder zusätzlich mit einer motorisierten Schwenk-/Drehvorrichtung angeboten. Somit können auch rotierende Werkzeuge sowie Bohrer oder Fräser komfortabel gemessen werden. Zur Positionierung steht z.B. eine Schwenk- Drehvorrichtung mit HSK 63 Aufnahme zur Verfügung. Dank dem kombinierten Messverfahren lassen sich steile Flanken mit der Fokusvariation erfassen; für Ermittlung der Rauheit wird dagegen ausschließlich die hochpräzise Konfokal-Messtechnik genutzt. Die Daten werden mittels Data Fusion in einem Messergebnis zusammengefasst. Beliebige 3D-Auswerte-Software wie GOM, Polyworks oder Geomagic hilft diese zu exportieren und anhand eines internen Rasters automatisch im Koordinatensystem fein auszurichten. Werkstücke können mit dem Messsystem in fünf Achsen gemessen sowie den Soll-Daten gegenübergestellt werden. Die ConfoVIZ Toolinspect Software sei intuitiv zu bedienen und ermögliche auch Maschinenbedienern jederzeit sichere und zuverlässige Messergebnisse.
cd