
Gewindeschneidfutter können entscheiden sein. Zwar beherrschen CNC-Maschinen die Synchronisierung von Spindeldrehzahl und Vorschub. Jedoch entspricht die Gewindesteigung, welche seitens der Maschinenspindel vorgegeben wird, nicht exakt mit der Steigung am Gewindewerkzeug überein, berichtet der Gewindewerkzeug-Spezialist Bass Gewindetechnik. Demnach wirken durch die daraus entstehenden Synchronisationsfehler teils immense axiale Kräfte an den Flanken des Gewindewerkzeugs. Die Folge sei ein erhöhter Flankenabrieb, welcher die Standzeit des Werkzeugs reduziert und sich durch eine schlechte Oberflächenqualität des Gewindes im Bauteil, oder mangelnde Lehrenhaltigkeit bemerkbar macht. Im schlimmsten Fall kann sogar ein Werkzeugbruch auftreten, berichtet Bass.
HST Synchro hält bis 80°C stand
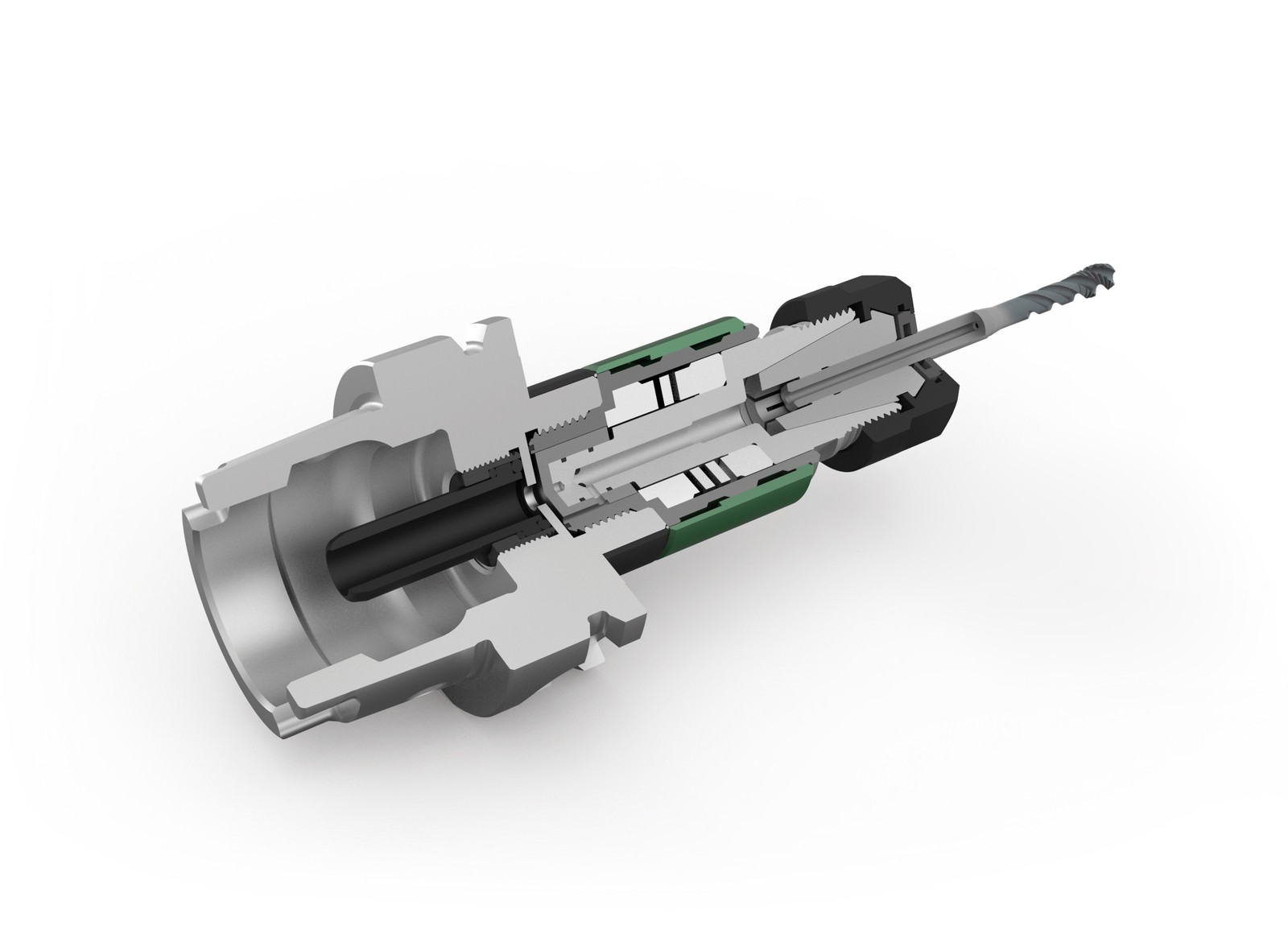
Die Lösung, so die Gewindewerkzeug-Experten, liegt in der Form eines Gewindeschneidfutters, wie der HST-Synchro-Reihe von Bass. Im Gegensatz zu einer starren Werkzeugspannung, so der Hersteller, werden die Synchronisationsfehler kompensiert und eine exakte Gewindesteigung garantiert. Die speziell entwickelte Dämpfung des Gewindespezialisten gleicht dabei Fehler im Bereich von ± 0,5 mm aus. Dieser Minimallängenausgleich erfolgt beim HST Synchro im Gegensatz zu anderen handelsüblichen Gewindeschneidfuttern über eine Metallkomponente anstelle von Kunststoffteilen. Dies wirkt sich nicht nur in einer massiv verlängerten Lebenszeit des Futters, sondern auch in der Waschbarkeit aus. Werden Wettbewerbsprodukte bereits bei 60°C beschädigt, hält das HST Synchro 80 °C stand und kann vollständig gereinigt werden, versichert Bass.
Gewindeschneidfutter: Axialkräfte werden um 96 % reduziert
Ein weiteres Plus des Futters aus Niederstetten sei der Umfang des Ausgleichs. Viele am Markt erhältliche Futter beschränken sich auf ± 0,2 mm oder weniger. Bass gewährleistet den notwendigen Ausgleich auf Zug und Druck von ± 0,5 mm.
Die Folge: das Drehmoment bei der Drehrichtungsumkehr kann um fast 80 % reduziert werden, Axialkräfte sogar um bis zu 96 %, verspricht Bass. Durch die geringere Reibung und Belastung des Gewindewerkzeugs wirkt sich dies in einer Standzeitsteigerung um mindestens 30 % aus. Der Vorteil für die Kunden liegt somit klar auf der Hand: geringere Werkzeugkosten bei höherer Prozesssicherheit und einer sehr guten Lehrenhaltigkeit, sagt der Hersteller. Bass bietet Gewindeschneidfutter für Gewindewerkzeuge der Abmessungen M1 bis M48 an, mit Standardverlängerungen zur Umgehung von Störkonturen, einem Schnellwechselsystem bis hin zum Einsatz von Minimalmengenschmierung.Übrigens: Gewindeschneidfutter zeigen ihr Potenzial sowohl bei Gewindebohrern wie auch Gewindefurchern, betont Bass.

Bass wird Teil der OSG-Gruppe
Aber auch strategisch stellt sich das Niederstettener Familienunternehmen für künftige Aufgaben auf. So wurde Ende des Jahres berichtet, dass Bass durch Übernahme Teil der japanischen OSG-Gruppe wird und somit der erste europäische Standort mit Gewindewerkzeugfertigung des börsennotierten Konzerns. OSG und Bass sind unter den weltweit führenden Anbietern von Lösungen für die Gewindebearbeitung. Dabei stehen die Unternehmen zusammen für mehr als 150 Jahre Erfahrung in der Entwicklung, Fertigung und Vertrieb von innovativen Lösungen für die Fertigungsindustrie. Das Familienunternehmen Bass erhofft sich als Teil des Global Players einen weiteren Wachstumsschub sowie Synergien bei der Entwicklung von Produkten und Prozessen.
Video: Bass.
Geschäftsführer Martin Zeller bleibt
Die bisherige geschäftsführende Gesellschafterin scheidet aus dem Unternehmen aus. Der Geschäftsführer Martin Zeller bleibt bei Bass. Er sieht Bass für die Zukunft sehr gut aufgestellt, auch aufgrund der Gewindeschneidfutter der HST-Synchro-Reihe: „Wir sehen uns bei OSG sowie der Haupteigentümerfamilie in sehr guten und überaus erfahrenen Händen. Unser zukünftiger Mutterkonzern ist in der Branche renommiert und wird für seine hohe Kompetenz respektiert.“ OSG wird mit Bass partnerschaftlich zusammenarbeiten, um das Serviceangebot der Gruppe weiter zu verbessern. „Wir werden unser Engagement, einen Beitrag zur verarbeitenden Industrie in Deutschland zu leisten, weiter ausbauen“, sagt Hideaki Osawa, Enkel des OSG-Gründers Hideo Osawa.