

Resilienz im Werkzeugbau? Gleich im ersten Vortrag klärte kein Geringerer als Prof. Dr. Günther Schuh vom Werkzeugmaschinenlabor der RWTH Aachen darüber auf, wie gerade Werkzeug- und Formenbauer ihre Widerstandskraft gegenüber großen Krisen verbessern und erhöhen können. Dabei sei nicht nur ein besonderes Augenmerk auf Risikomanagement nötig, sondern vor allem das professionelle Umgehen mit Krisen. Keine gute Resilienz attestiert Günther Schuh unterdessen der deutschen Politik: Die Energiepreise seien gegenüber dem Vorjahresniveau um das 4- bis 5-fache gestiegen. Im Sinne guter Resilienz sei die deutsche Regierung auf diesen Anstieg nicht gut vorbereitet gewesen. Schon viel früher hätte als das „New-Normal“ der Wind-Energiepreis von rund 15 Cent pro kWh festgelegt und die Preise für Öl, Gas und Fotovoltaik anpasst werden müssen. Denn nicht die günstigste Energieform darf den Markt bestimmen, sondern die nachhaltigste Energieform. „Das muss der Staat regeln“, betonte Günther Schuh. Jetzt würde die Preiserhöhung kommen, auf die man sich schon längst hätte vorbereiten können. „Jetzt werden wir damit leben müssen, dass sich Dinge auf ein hohes New-Normal einpendeln.“ Das gilt auch für die Automobilindustrie, die es nach Angaben von Günther Schuh bis dato geschafft hatte, 20% mehr Gewinn zu machen, obwohl rund 20% weniger Fahrzeuge verkauft wurden. Das sei nur möglich gewesen, weil die Branche von 40% geplanter Überkapazität gelebt habe.
Prof. Schuh empfiehlt auch für Werkzeugmacher den großen Hebel: Kreislaufwirtschaft
Um jetzt größtmögliche Resilienz zu gewährleisten und Unternehmen fit zu machen für künftige Aufgaben, empfiehlt Günther Schuh den Eintritt in die Kreislaufwirtschaft. Das sei der größte Hebel momentan, sowohl für Werkzeugmacher, aber auch für die Produkte der Kunden. Wichtig sei dabei Multisourcing oder zumindest Doublesourcing sowie der Einstieg in die digitale, cloud-gemanagte Akte für jedes Produkt – sowohl in der Medizintechnik, Automobilindustrie als auch für den Werkzeug- und Formenbau, weil gerade dort durch den hohen Materialeinsatz viel aufzuarbeiten sei. Man müsste kein Maschinenbett nach 20 Jahren wegwerfen, da sie eine wesentlich längere Lebensdauer hätten. Wichtiger sei auch, einen digitalen Zwilling von Werkzeugen zu erstellen, um mitzuschreiben, was ein Werkzeug erlebt hat – und zu wissen, was für neue Werkzeuge gebraucht wird oder daran geändert werden soll. Als neue Märkte empfiehlt Günther Schuh neben einer Wiederbelebung der USA den südostasiatischen Raum, der bislang beispielsweise automobilseitig erst zu 2 bis 3 % erschlossen sei und bis dato von chinesischen und japanischen Herstellern dominiert wird.


E.volution Space: der neue Inbegriff der Kreislaufwirtschaft?
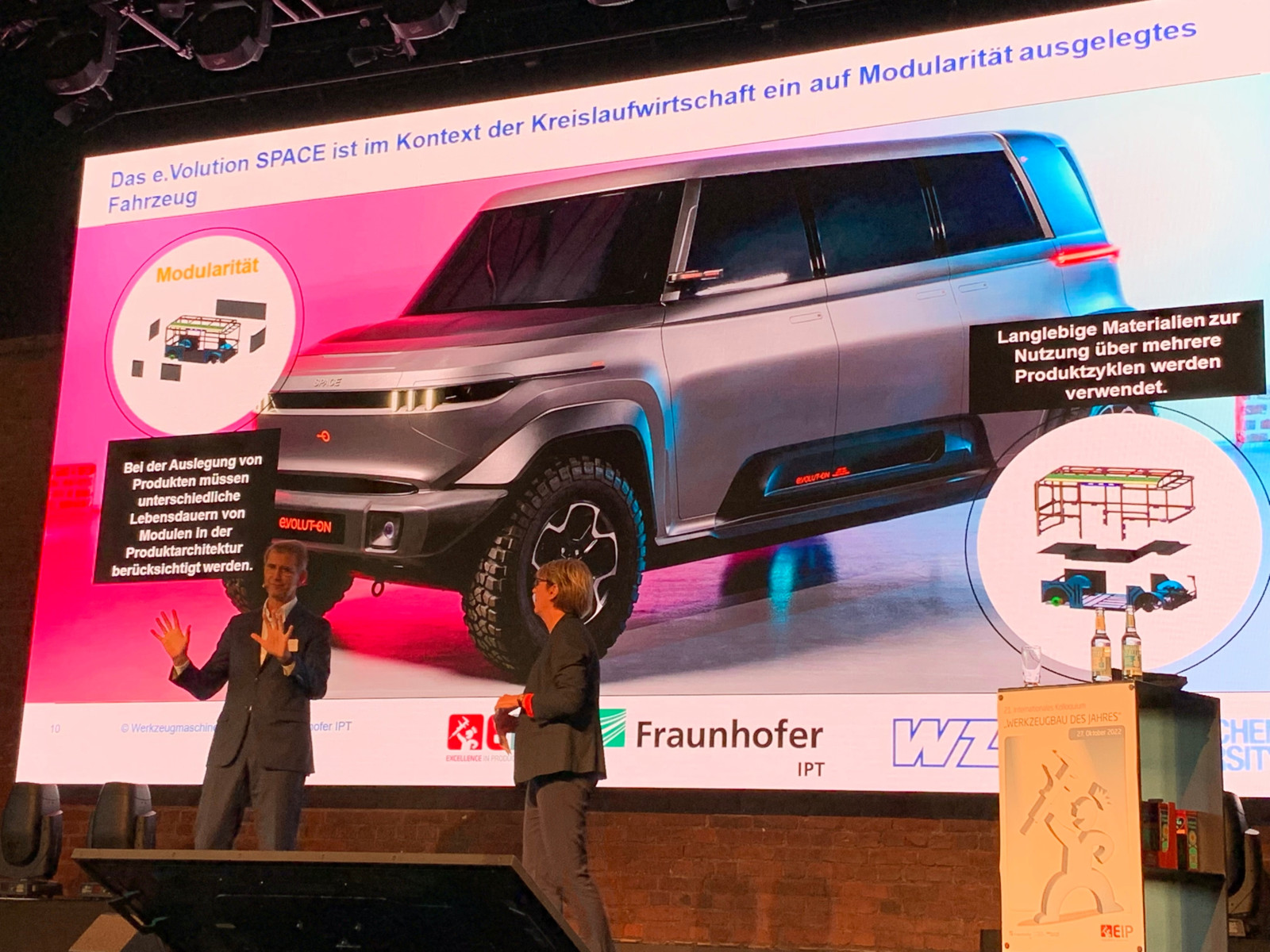
Wie unterdessen ein nachhaltiges Auto aussieht, demonstrierte Günther Schuh anhand seines aktuellen Prototyp-Fahrzeug, dem e.volution Space, einem 7-sitzigen SUV mit 40-kW-Batterie für 200 km Reichweite plus einem Wasserstoffantrieb, der für zusätzlich rund 350 km Reichweite sorgen soll. Demnach wurde auf eine selbsttragende Blechkonstruktion verzichtet, sondern aus einem Aluminiumrahmen eine einfache Tragstruktur aufgebaut. So kann das Auto ganz nach Wunsch mit thermoplastischem Kunststoff verkleidet werden. „Dieses Fahrzeug kann im Prinzip der Inbegriff der Kreislaufwirtschaft werden: Eigentümer bleibt der Hersteller und die Benutzer bezahlen eben nur für die Benutzung“, erklärt Günther Schuh, der die Pkw-Lebensdauer damit von durchschnittlich 11,5 Jahren auf fast 50 Jahre vervierfachen will. „Ähnlich könnte die Nutzung von Werkzeugen deutlich verlängert werden – oder zumindest viele modulare Bauteile für neue Projekte weiterverwendet werden“, erklärt Günther Schuh den nachhaltigen Ansatz. Denn mit Kreislaufwirtschaft könnten vor allem viel Zeit und Kosten gespart werden – Günther Schuh schätzt, dass zusätzlich die Qualität gesteigert werden kann und letztlich damit Ökonomie und Ökologie parallel optimiert werden können.
Ähnlich langjährige Nutzung von Werkzeugen möglich
„Ähnlich könnte die Nutzung von Werkzeugen deutlich verlängert werden – oder zumindest viele modulare Bauteile für neue Projekte weiterverwendet werden“, erklärt Günther Schuh den nachhaltigen Ansatz. Denn mit Kreislaufwirtschaft könnten vor allem viel Zeit und Kosten gespart werden – Günther Schuh schätzt, dass zusätzlich zu fast 90% die Qualität gesteigert werden kann und letztlich damit Ökonomie und Ökologie parallel optimiert werden können.
EBZ-CO2-Analyse: Potenziale bei Abwärme und Maschinenantrieben
Eine handfeste Stellhebelanalyse zur Nachhaltigkeit präsentierte indes Raffaele Tete von der Ravensburger EBZ SysTec GmbH mit seinem sehr konkreten Industrie-CO2-Werkzeugpass. Der Umformtechnik- und Anlagenhersteller (1.800 Mitarbeiter, 12 Standorte, FC 2022 540 Mio. Euro Umsatz) erklärte, welche Potenziale sichtbar werden, wenn ein Unternehmen sämtliche Verbräuche, CO2-Footprints, aber auch Arbeitswege und Transportwege aufzeichnet. „Wir haben jetzt ein klares Bild über unsere CO2-Emmisionen vorliegen und wissen, welche Prozesse und Lieferanten wie effizient sind.“ Dazu hat EBZ den gesamten Werkzeugherstellungsprozess durchleuchtet von der Werkzeug-Entwicklung, -Fertigung bis hin zur Inbetriebnahme, erklärte Raffaele Tete, der die mechanische Fertigung bei EBZ SysTec GmbH leitet. Erfasst wurden die Lebenszykluskosten, der Primärenergiebedarf, sowie die CO2-Emissionen.
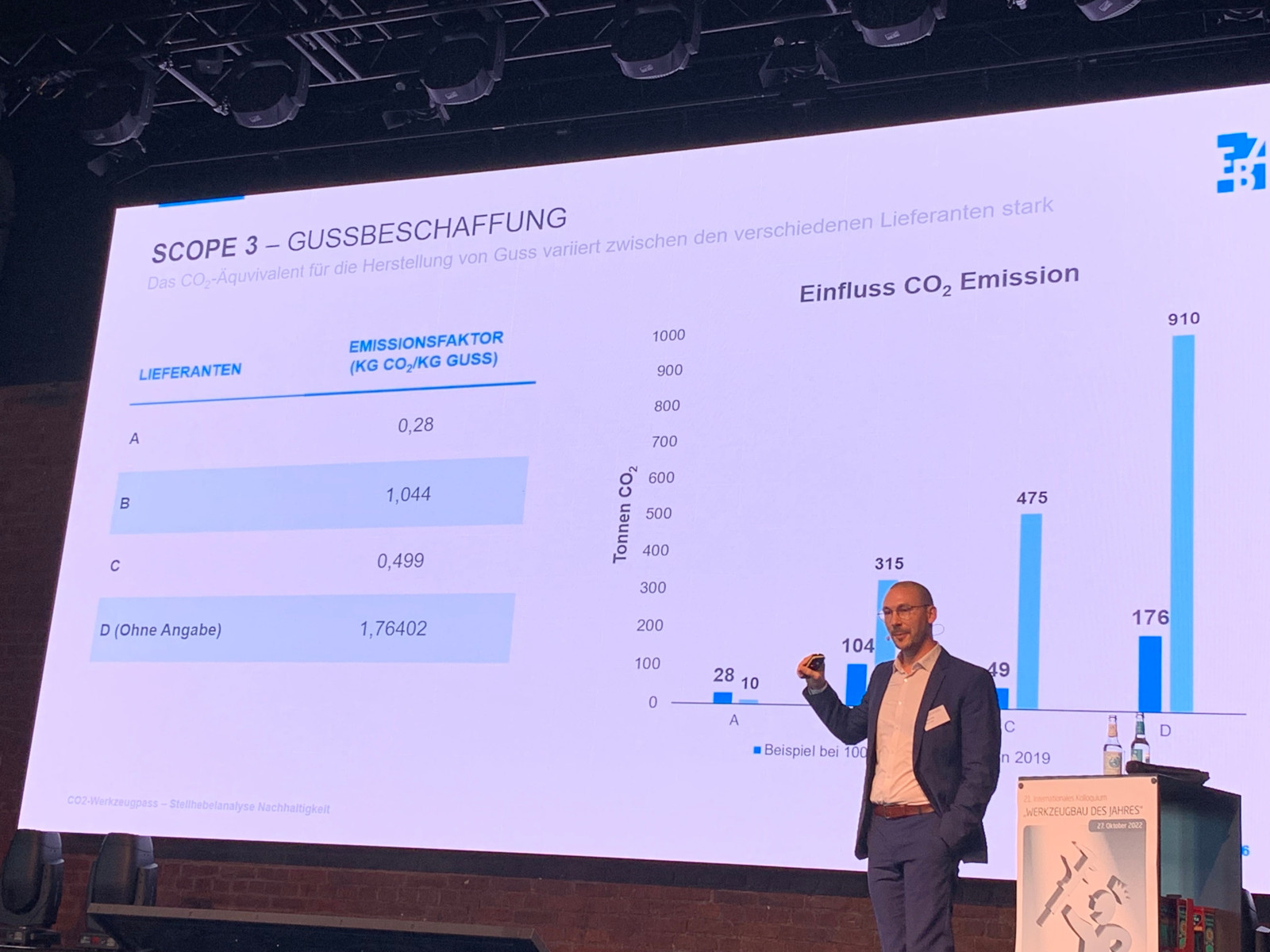
Mit Scope 1 erfasst EBZ die direkten Emissionen von Heizung (Anteil 88%), Fuhrpark (11%) und Leckagen (1%), die 2019 rund 12% oder fast 1.000 t CO2 ausmachten. Scope 2 fasste 19% die indirekten Emissionen zusammen mit Strom (die bei EBZ 100% und rund 1.576 t CO2 ausmachen), Fernwärme und Fernkälte. Größter CO2-Erzeuger ist Scope 3 mit 69% vom gesamten CO2-Aufkommen, was Material (80%), Abfall (12%), Reisen/Verkehr (5%) und Logistik (3%) beinhalten. Demnach betrug laut der EBZ-Analyse 2019 das Verhältnis bei Kauf- und Normteilen zwischen Transport- und Materialemissionen 1:16. Mittelfristig, so Raffaele Tete, wird die Betrachtung des gesamten Werkzeuglebenszykluses immer wichtiger und eine anforderungsgerechte Werkzeugauslegung noch mehr in den Vordergrund rücken, da nach einer Analyse der WBA-Aachen die energieintensivste Phase die Werkzeugnutzung ist. Potenziale sieht EBZ vor allem bei dem Einsatz von Fernwärme, der Nutzung der Maschinen-Abwärme, bei der Optimierung der Lieferkette (Kauf- und Normteile, sowie Gussbeschaffung), aber auch dem Einsatz moderner Antriebe, mit den nach Angaben von Raffaele Tete rund 30% Energieverbrauch eingespart werden kann.
SMS Group mit iForge und lückenloser Traceability
Die Vorteile von iForge und Traceability erklärten indes zwei Experten der SMS Group. Axel Roßbach betonte, dass iForge viel mehr sei als nur ein Softwaretool, nämlich eine Kette, die Messtechnik, Programmierung, Konstruktion sowie Prozess- und Steuerungstechnik miteinander verbindet – vor allem, um die Schmiedprozesse zu beherrschen. Dafür integriert SMS iForge beispielsweise in eine automatisierte Spindelpressen-Schmiedezelle mit eben integrierten taktischen, thermischen und visuellen Kontrollsensoren zur Prozessoptimierung. Ziel sei es, aus gut steuerbaren Pressen intelligente Pressen zu machen, die Nachverfolgbarkeit bei Schmiedeteilen möglich zu machen oder auch schon Risse bei der Entstehung früh zu erkennen. Zur Datensammlung empfiehlt SMS für die Fertigung einen Daten-Rucksack, beim heißen Teil erst mittels Nadelprägen. Bei der finalen Bearbeitung des Pressteils wird der Data-Matrix-Code dann weggefräst und durch einen Lasercode ersetzt wird. Über diesen QR-Code lassen sich die Daten aus der Cloud auslesen. Vorteil: Rückrufaktionen können so sehr zielgerichteter erfolgen und beispielsweise statt der gesamten Charge von 150.000 Teilen nur noch die drei fehlerhaften Teile identifizieren und nachverfolgen.

16-fache Wasserstoff-Produktion bis 2030 geplant – schlüsselfertige Systeme von Schuler
Dass Brennstoffzellen und Elektrolyseure (Anlagen zur Erzeugung von Wasserstoff) tatsächlich bereits eine konkrete Chance für Umformtechniker sind, erklärte Dr. Hermann Uchtmann, Head of Battery Mass Production Solutions in der Division Battery der Schuler Pressen GmbH, Göppingen, die bereits komplett funktionsfähige Anlagen zur Herstellung von Brennstoffzellen oder Elektrolyseuren anbietet. Gerade der Brennstoffzelle prognostiziert Schuler auf Basis einer Studie von McKinsey (2021) eine lukrative Zukunft: Demnach soll die Marktgröße von momentan 1,1 Mrd. US-Dollar bis 2026 auf 3 Mrd. wachsen und dann bis 2030 auf 13,3 Mrd. um jährlich 45% zulegen. Größte und lukrativste Märkte seien China und Europa. Weiteres Indiz für das Wachstum sei die Entwicklung der Elektrolyseurprojekte, deren installierte Kapazität bis 2030 weltweit auf rund 93 GW steigen soll, momentan sind rund 6 GW global installiert. Zukünftig sind nach Angaben von Hermann Uchtmann effiziente Speichertechnologien nötig, da bis 2050 vor allem in Sommermonaten mit einer Stromüberproduktion in Deutschland gerechnet wird. Wasserstoff sei ein geeignetes Speichermedium für grünen regenerativ erzeugten Strom. Dezentrale Containerlösungen zur Wasserstoffherstellung oder Notstromversorgungen seien bereits verfügbar. Für die Herstellung der Bipolarplatten, von denen 300 bis 400 Stück pro Stack benötigt werden, empfiehlt Hermann Uchtmann nicht die graphitische, sondern die metallische Variante, die zwar heute noch eine begrenzte Lebensdauer von 10.000 h hätte, aber vor allem wegen der geringeren Materialdicke, des Gewichts und deutlich niedrigeren Produktionskosten mittels Umformen und Schneiden gegenüber der spritzgegossenen oder pulvergepressten grafitischen Bipolarplatte (20.000 h LD) punktet.
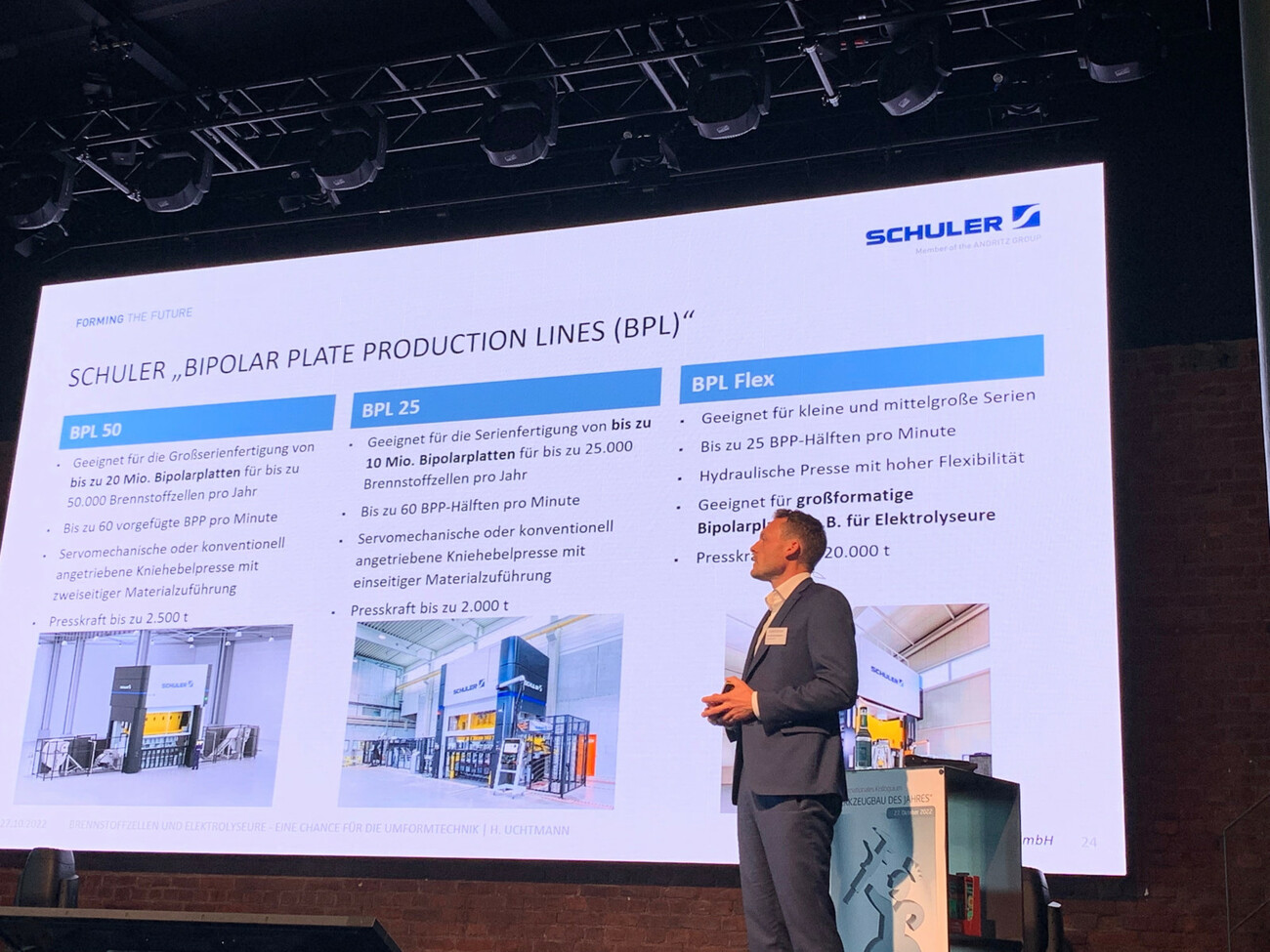
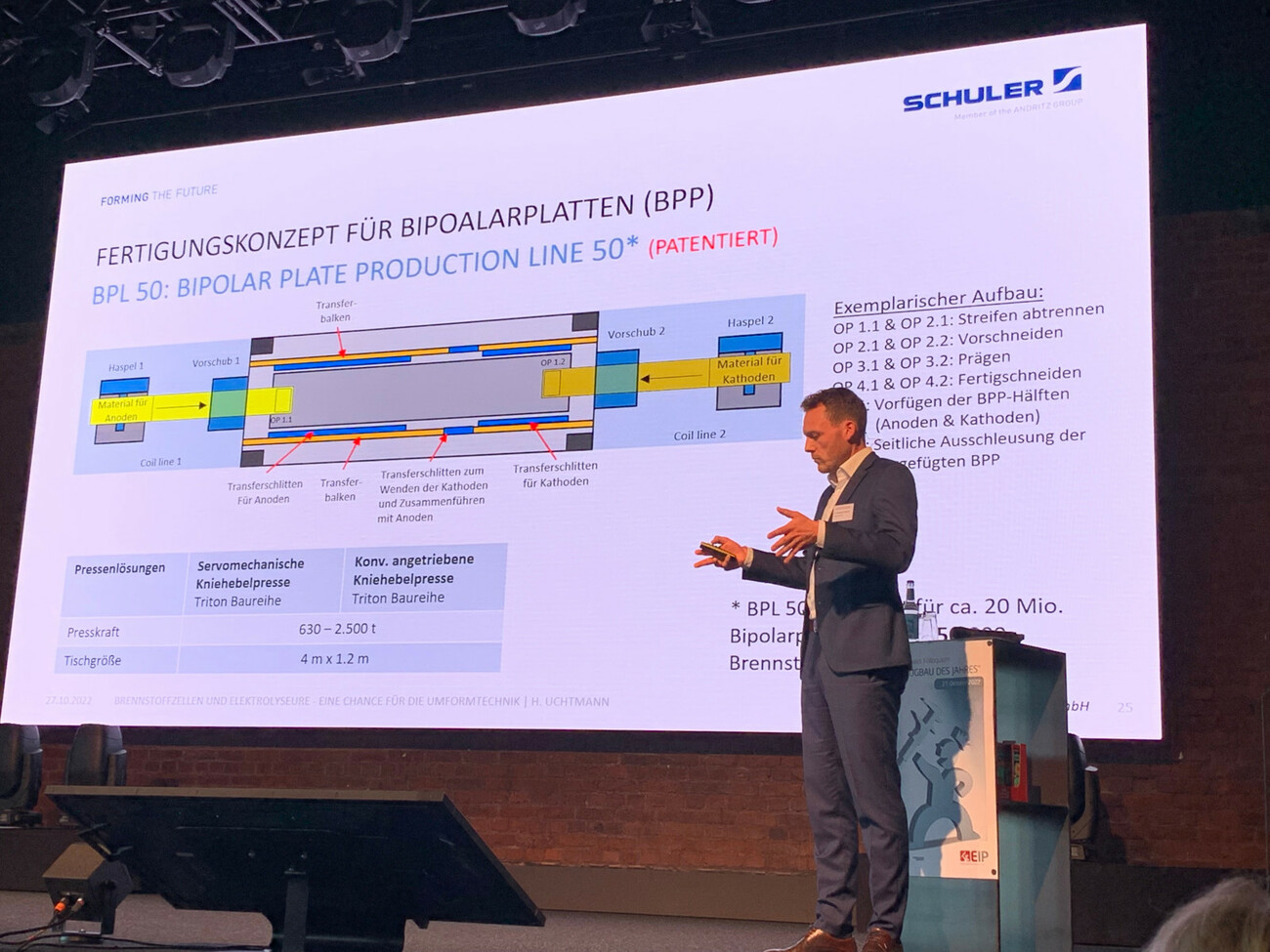

Drei umformende Fertigungsverfahren für Bipolarplatten stehen momentan in der engeren Wahl: Flachprägen und Tiefziehen für hohe Oberflächengenauigkeiten, kurze Zykluszeiten, aber mit hohen Werkzeugkosten für die metallischen Stempel und Matrizen; Hydroforming für reduzierte Reibung, große Umformgrade, kleine Toleranzen, aber mit großen Zykluszeiten und einem nachträglichen Reinigungs- und Trockungsprozess; drittes Umformverfahren ist das Rotationsprägen mit extrem hoher Produktivität, Fließ- statt Taktfertigung, aber wenig erforschten Standzeiten der Schneid- und Prägewalzen, da nur wenige Projekte bis dato am Fraunhofer IWU und IPT durchgeführt wurden. Schuler bietet derzeit drei Bipolar Plate Production Lines (BPL) an, berichtet Hermann Uchtmann. Für die zu erwartende Großserienfertigung von Bipolarplatten wird derzeit die BPL 50 favorisiert, die Schuler für die Großfertigung von bis zu 20 Mio. Bipolarplatten und damit bis zu 50.000 Brennstoffzellen pro Jahr ausgelegt hat. Pro Minute können bis zu 60 vorgefügte Bipolarplatten mit servomechanisch oder konventionell angetriebenen Kniehebelpressen mit zweiseitiger Materialzuführung bei bis zu 2.500 t Presskraft gefertigt werden. Schuler empfiehlt die BPL 25 für bis zu 10 Mio. BPP und 25.000 Brennstoffzellen mit einseitiger Zuführung und bis zu 2.000 t Presskraft. Nur geeignet für kleine bis mittelgroße Serien sei demnach die BPL-Flex-Variante mit hydraulischer Presse und hoher Flexibilität für bis zu 25 BPP-Hälften pro Minute. „Die BPL-Flex empfehlen wir wegen der großen möglichen Presskraft von über 20.000 t vor allem für großformatige Bipolarplatten, wie sie vor allem bei Elektrolyseuren verbaut werden“, erklärt Hermann Uchtmann. Highlight sei natürlich die große und zweckmäßig automatisierte BPL 50, die gleichzeitig von einer linken und rechten Haspel mit dem Material für Anode und Kathode beschickt wird, die dann abgetrennt, vorgeschnitten, geprägt und fertiggeschnitten werden, bevor die BPP-Hälften vorgefügt und anschließend seitlich ausgeschleust werden.
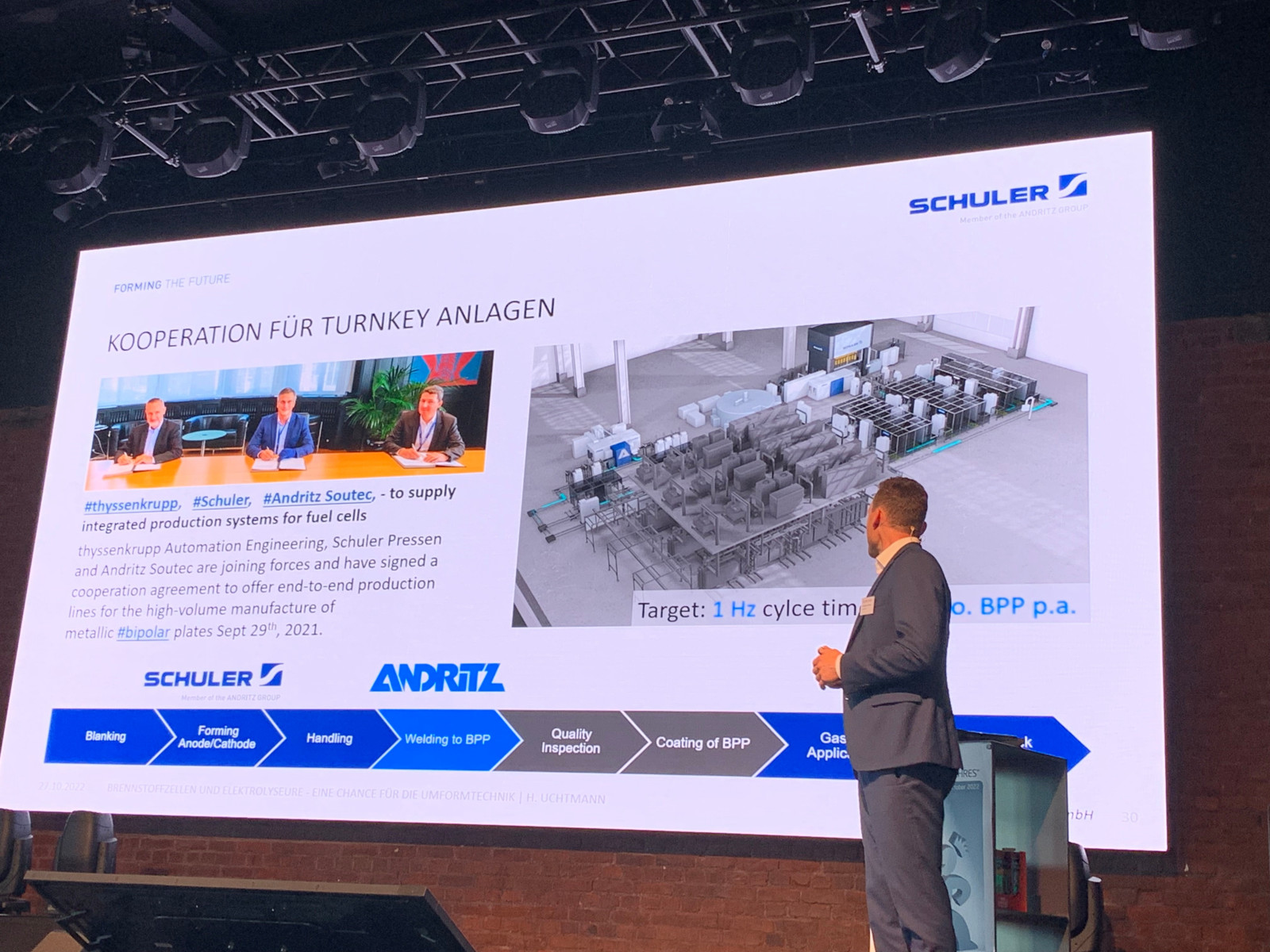
Als Pressenlösungen bietet Schuler eine servomechanische oder eine konventionell angetriebene Kniehebelpresse der Triton-Baureihe an, deren Presskräfte bei einer Tischgröße von 4x1,2 m zwischen 630 bis 2.500 t liegen. Hoch, so Hermann Uchtmann, seien aber auch die Anforderungen an Material und Maschinen: „Es gilt, Edelstahl 1.4404 mit einer Materialdicke von 70 bis 100 µm tiefzuziehen bei Kanalabständen von 1,2 mm, möglichst steilen Winkeln der Kanalwände und möglichst hoher Ebenheit. Daher empfehlen wir in der Regel tatsächlich die mehrstufige Umformung.“ Vorteilhaft sei der zweistufige Umformprozess mit Vorzug und Fertigzug, bei dem die Vorverteilung des Materials optimal ist und eben nicht wie beim einstufigen Prozess bis zu 40%ige Materialausdünnung an Ziehradien zu erwarten ist. Demnach sei der einstufige Prozess tatsächlich für viele Kundenanforderungen ungeeignet. „Wir empfehlen den ganz klar den zweistufigen Prozess, den wir in einer kompletten Turnkey-Anlage mit nachgeschalteter Reinigungs- und Laserschweißstation, Dichtheitsprüfung und Beschichtungsanlagen mit unseren Kooperationspartnern Thyssenkrupp Automation Engineering und Andritz Soutec schlüsselfertig anbieten.“
Nachhaltigkeit? Ja, aber was jetzt dafür tun?
Zum Abschluss des Kolloquiums unterstrich Prof. Dr. Thomas Bergs, Mitglied des Direktoriums des WZL der RWTH Aachen und des Fraunhofer Instituts für Produktionstechnologie IPT, die Bedeutung des Digitalen Zwillings für die nachhaltige Produktion – und die Schlüsselrolle, die der Werkzeugbau dabei einnimmt. „Alle sprechen von Nachhaltigkeit. Aber was soll ich in meinem Unternehmen morgen dafür tun? Wo hat der einzelne Mitarbeiter Gestaltungsmöglichkeiten? Prinzipiell ist es einfacher als viele denken. Nun müssen wir die ersten wichtigen Schritte gehen, auf einem Weg, den alle Unternehmen aber mit Sicherheit werden gehen müssen“, betonte Thomas Bergs, der sich sicher ist, dass Nachhaltigkeit und Klimaneutralität künftig die produzierende Industrie prägen werden. Vorgaben von Kunden und von der Politik werden neue USPs bringen, wie etwa die Klimaneutralität der Konzerne Bosch (bis 2020), BMW und ZF (bis 2030) mit um bis zu 65% reduzierten CO2-Emissionen oder Siemens mit einer CO2-Bepreisung in mehreren Sektoren bis 2040 sowie die Ansätze von Ford und VW, die bis 2050 keine Netto-Treibhausgase mehr produzieren wollen.
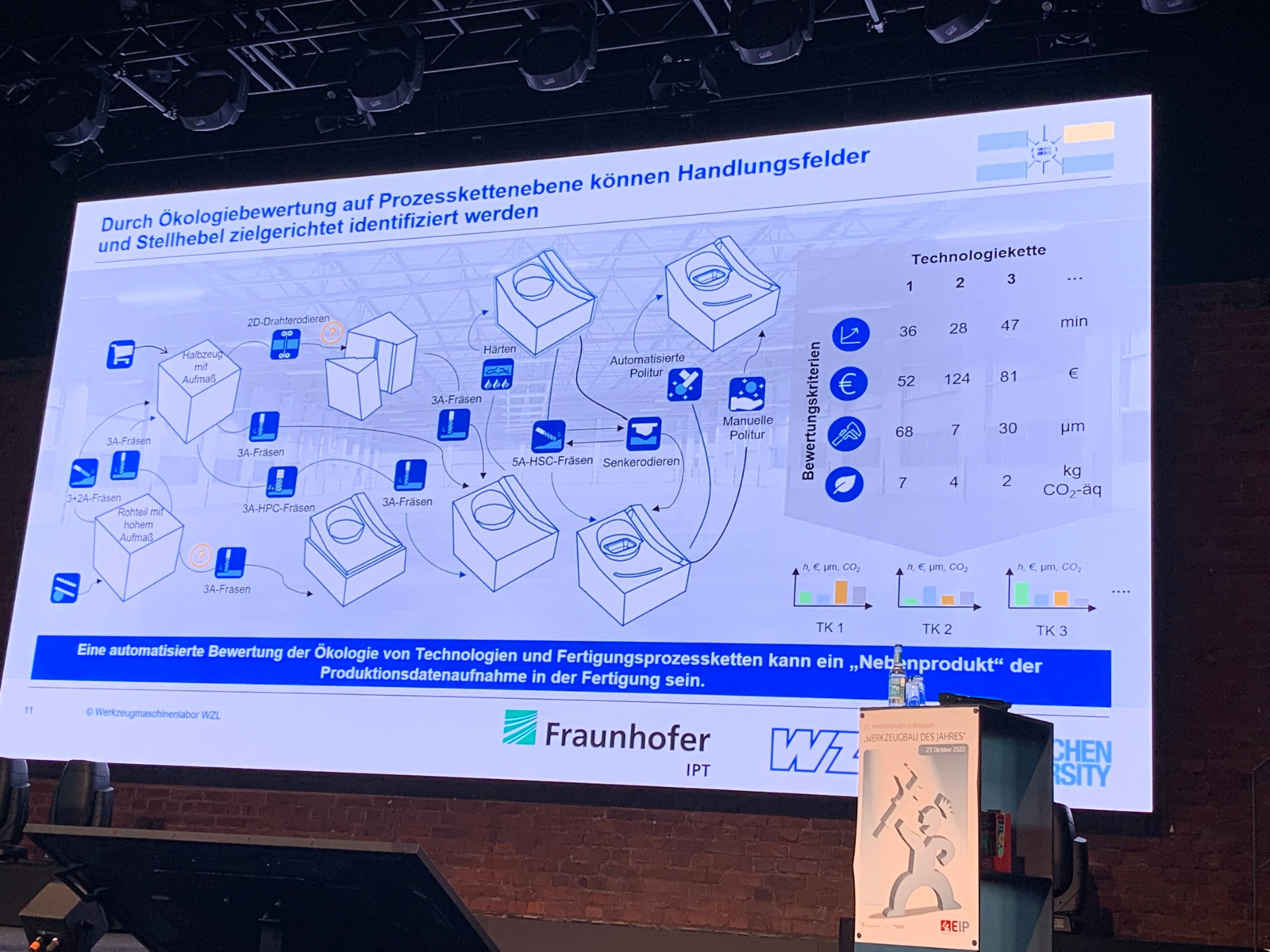
Bestehende Reportingmethoden, wie das Green House Gas Protocol, würden aber nur einen kleinen Ausschnitt des Polylemmas betrachten. Wichtig sei es, so Thomas Bergs, neben den Scopes 1 bis 3 auch die Zielgrößen der Produktion um die Ökologie zu erweitern, die relevanten Ursache-Wirkungs-Zusammenhänge zu verstehen und messbar zu machen, um letztlich die Transformation in eine nachhaltige Produktion erfolgreich zu gestalten. „Der Digitale Zwilling im Werkzeugbau ist dabei das zentrale Element zur Nutzbarmachung der Daten im gesamten Lebenszyklus. Und noch mehr: Der Digitale Zwilling in der Werkzeugherstellung und -nutzung ist das zentrale Instrument, um anfallende Produktionsdaten nutzbar zu machen.“ Lebensphasenübergreifende Transparenz und nachhaltige Produktion lässt sich dabei nach Einschätzung von Thomas Bergs durch die Zusammenführung valider Daten schaffen. „Zur Datenakquise ist natürlich die Vernetzung der einzelnen Systeme und der Daten aus Werkzeugherstellung bis Serienproduktion elementar.“ Zudem müssen die Planungs-, Fertigungs- und Zustandsdaten zusammenfließen, betonte Thomas Bergs. Unterm Strich könnte aber erst durch die Ökologiebewertung auf Prozesskettenebene Handlungsfelder und Stellhebel zielgerichtet identifiziert werden. „Eine automatisierte Bewertung der Ökologie von Technologien und Fertigungsprozessketten könnte somit ein Nebenprodukt der Produktionsdatenaufnahme in der Fertigung sein“, erklärt Thomas Bergs – und so könnte man lernen, mit welchen Technologien die besten Ergebnisse erzielt werden können. Digitalisierung also nicht nur nutzen, um zu dokumentieren, sondern auch, um aus den Prozessen zu lernen, wie der günstigste, schnellste und letztlich beste Weg zur Herstellung eines Werkzeugs aussieht und realisiert werden kann. „Und noch mehr: Wir können so tatsächlich Informationen bekommen, wie auch das Werkzeug im täglichen Einsatz in der Fertigung performt.“ Und auch die Nachvollziehbarkeit sei kein Thema mehr, so Thomas Bergs, denn prinzipiell gebe es die Informationen gratis, wo sich beispielsweise gerade ein Werkstück oder ein Werkzeug und in welchem Zustand befindet. Denn mit Hilfe der richtigen Produktionsdaten, so Thomas Bergs, könnten große Potenziale in der Fertigung aufgedeckt und somit gehoben werden. Demnach könnten mit Analysemodellen schon jetzt viele Werkstückeigenschaften auf Basis von Fertigungsdaten bestimmt werden. Und der Digitale Zwilling ermöglicht bereits in der Nutzungsphase die Identifikation der ökonomisch-ökologisch relevanten Kreislaufwirtschaftsszenarios. „Letztlich kann jedes Unternehmen seine Kunden von der eigenen Leistungsfähigkeit und Innovationskraft überzeugen. Wir müssen für die dafür nötigen Technologien begeistern – und das geht sehr gut, indem man mit den besten Forschungseinrichtungen und Instituten neue Technologien und Prozesse entwickelt, wie etwa auf dem riesigen Gebiet der Brennstoffzellen, die gerade vor dem Sprung in die Flugzeugbranche sind.“ Das, so Thomas Bergs, seien aber eben nur die ersten Schritte auf einem langen Weg, den man gehen müsste.
Nicht verpassen sollte man also den nächsten Termin: In 2023 ist das 22. Werkzeugbau-Kolloquium bereits für den 15. bis 16.11. fix geplant. Die Unternehmen, die am Wettbewerb ‚Werkzeugbau des Jahres‘ teilnehmen wollen, können sich bereits jetzt hier anmelden.