Safran Landing Systems ist global führend bei Lande- und Bremssystemen für Flugzeuge. Das Leistungsspektrum des im kanadischen Mirabel, nördlich von Montreal ansässigen Unternehmens umfasst den gesamten Lebenszyklus der Produkte, von der Entwicklung und Produktion bis hin zu Support, Reparatur und Überholung im Betrieb. Die Kanadier sind Partner von 30 führenden kommerziellen, militärischen, geschäftlichen und regionalen Flugzeugherstellern und unterstützen mehr als 31.200 Flugzeuge, die täglich über 73.000 Landungen durchführen. Safran beschäftigt mehr als 7.800 Mitarbeiter an Standorten in Europa, Nordamerika sowie Asien und investiert etwa 7 % des Umsatzes für Forschung und Entwicklung. Darüber hinaus ist das Unternehmen in seinem Industrieumfeld auch führend im Einsatz von fortschrittlichsten Lösungen im Bereich der Fertigungsoptimierung und Datengewinnung. So verfügt Safran zum Beispiel über eine eigene Abteilung, die sich mit dem Thema Industrie 4.0 befasst. Deren Mitarbeiter arbeiten daran, die Art der Datenerfassung zu verbessern und stellen die optimale Nutzung der im Fertigungsprozess generierten enormen Datenmengen sicher.
Zunächst Verschleißüberwachung, jetzt automatisierte Oberflächenkontrolle am Flugzeugfahrwerk
Schließlich ist die Luftfahrt ein technisch anspruchsvoller Bereich. Als weltgrößter Lieferant von Fahrwerken hat Safran immer wieder bewiesen, auch sehr komplexe Kundenanforderungen erfüllen zu können. Zumal die Kanadier schon seit langem Fertigungsmesstechnik von Blum-Novotest nutzen, um zu gewährleisten, dass jede Baugruppe, die das Werk verlässt, die strengen Kundenanforderungen erfüllt. Zunächst setzte Safran auf den CNC-Bearbeitungszentren vor allem Lasermesssysteme zur Werkzeugvermessung in Länge und Radius, Verschleißüberwachung und zur Werkzeugbruchkontrolle ein. „Seit einigen Jahren vertrauen wir bei der Vermessung von Werkstücken in den Bearbeitungszentren auch auf den CNC-Messtaster TC63. Und seit kurzem haben wir außerdem das Blum-Rauheitsmesssystem TC63-RG im Einsatz, das zur automatisierten Überwachung der Oberflächen – die für die bei Safran hergestellten hochtechnischen Systeme einen besonders kritischen Parameter darstellen – verwendet wird“, berichtet NC-Coordinator Shawn Page und ergänzt mit Blick auf den Produktionsablauf der Fahrwerkskomponenten: „Es ist ein bearbeitungsintensiver Prozess – zumal unsere Kunden sehr anspruchsvoll sind, was die Präzision angeht. Vor allem die Oberflächenbeschaffenheit ist von entscheidender Bedeutung.“
Schmiedestücke mit bis zu 8 t in 45 min prüfen
Vor einigen Jahren wurde das Werk in Mirabel erweitert, um sehr große Fahrwerksaufträge von Airbus und Boeing bewältigen zu können. Wachstum ist eine gute Sache – aber jeder Unternehmer kann bestätigen, dass es auch eine große Herausforderung ist. Neben der Erweiterung des Werks musste Safran schnell die Kapazitäten hochfahren und gleichzeitig die geforderte Teilequalität sicherstellen. Dies konnte nur durch eine erhöhte Automatisierung – vor allem im Bereich der maschinenintegrierten Messtechnik – erreicht werden.
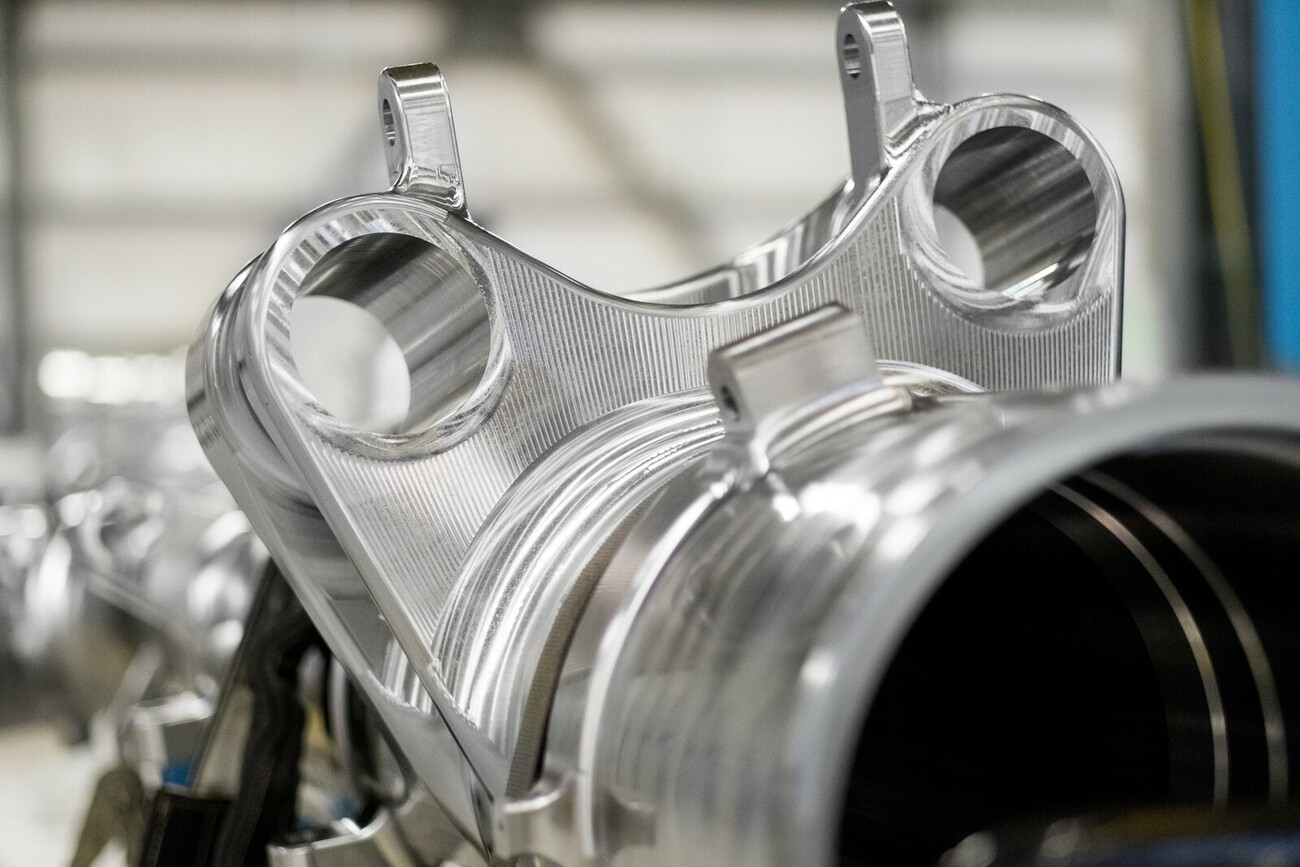
Die Hauptkomponente jedes Fahrwerksystems ist zunächst einmal ein massives Schmiedestück, das bis zu 8 t wiegen kann. Jedes dieser Teile wird in CNC-Bearbeitungszentren zuerst mit Schruppfräsern grob vorbearbeitet und anschließend mit einem Schlichtvorgang auf Fertigmaß gebracht. Im letzten Schritt wird dann die Oberflächenqualität kontrolliert. „Da die Prüfung der Oberfläche an dem noch in das Bearbeitungszentrum eingespannten Fertigteil erfolgen musste, hatte diese Messung – neben dem Zeitaufwand für den Bediener – auch Auswirkungen auf die Taktzeit der Maschine. An jedem Werkstück mussten zehn Bereiche geprüft werden, der Vorgang dauerte etwa 45 Minuten“, erläutert Shawn Page, der die Aufsicht über den Fertigungsprozess bei Safran hat. „Weil die Genauigkeit der Messung von der korrekten Positionierung des Handmessgeräts durch den Bediener abhängig gewesen ist, war die Möglichkeit menschlicher Fehler ebenfalls in Betracht zu ziehen. Aufgrund des hohen Zeitaufwands musste ich auch eine gewisse Zahl von Oberflächen prüfen.“
Speziell geformter Tastsatz liefert tausende Messwerte
Zur Bewältigung des größeren Arbeitsumfangs, der Reduzierung der manuellen Prozesse sowie der Aufrechterhaltung und Verbesserung der hohen Standards bei Qualitätskontrollen musste Safran automatisieren. Die Prüfung der Oberflächenbeschaffenheit war eine Aufgabe, bei der Shawn Page Potenzial sah, Zeit einzusparen, die Genauigkeit zu verbessern und die Zahl der geprüften Werkstücke zu erhöhen – und das alles mit weniger Bedienpersonal. Außerdem wollte der NC-Coordinator die Menge der während der Produktion erfassten Daten vergrößern und in der Lage sein, diese wieder in den Produktionsprozess einfließen zu lassen. Es war klar, dass Handlungsbedarf bestand, weshalb sich Shawn Page mit Blum-Novotest in Verbindung setzte.
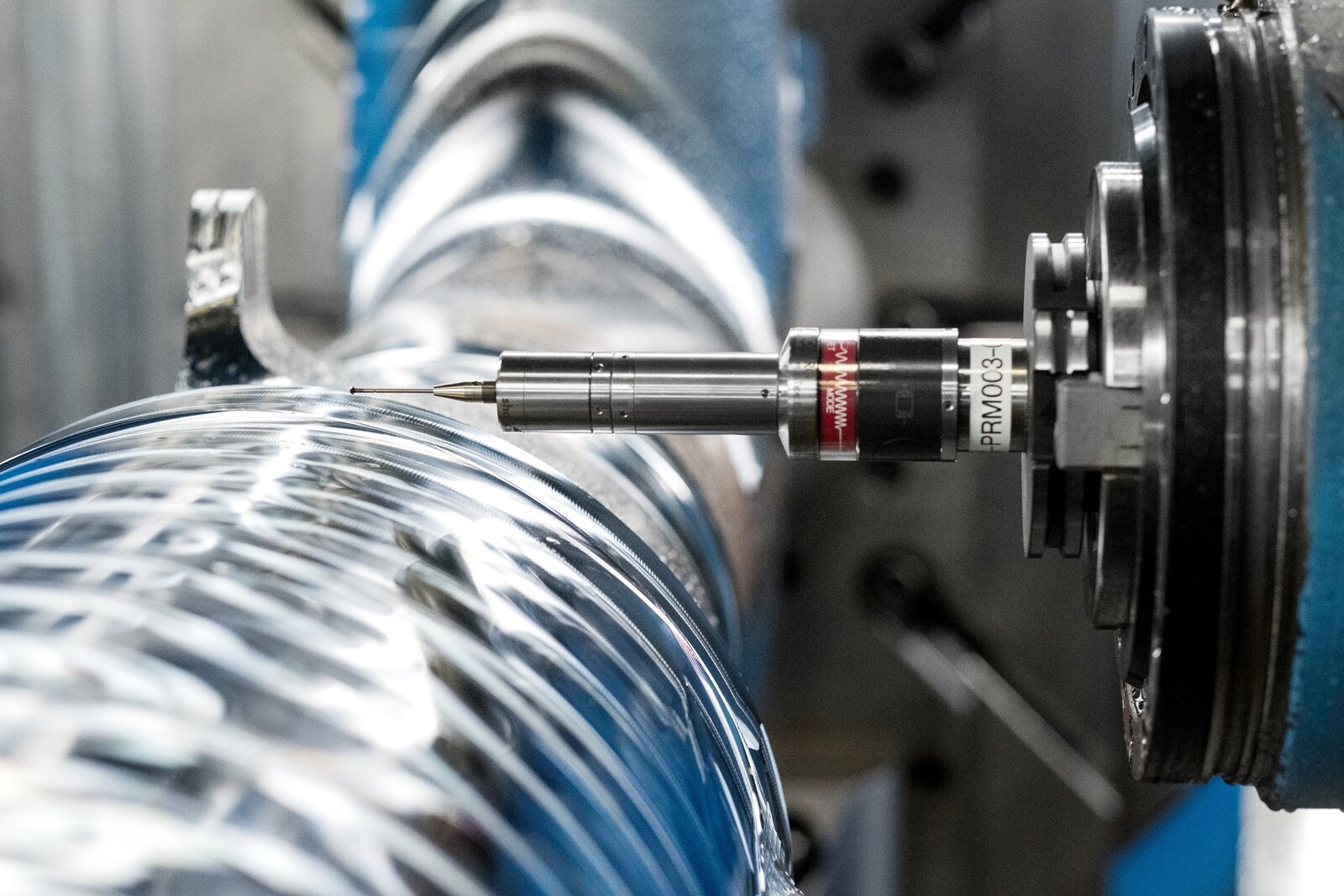
Nach mehreren überzeugenden Produktpräsentationen im Safran-Werk Mirabel und einem Besuch am Hauptsitz von Blum-Novotest in Ravensburg wurde die folgerichtige Entscheidung getroffen, dass die Hauptkomponente des Fahrwerksystems zukünftig mit dem TC63-RG kontrolliert werden soll, der auf der von Blum aktuell vorangetriebenen Digilog-Technologie basiert. Bei Systemen mit dieser Technologie hat Blum-Novotest sowohl digitale als auch analoge Funktionen in einem Gerät vereint. Während Erstere sich gut zur Erfassung von Abmessung und Lage eignen, bietet das analoge Messen auch die Möglichkeit zur Erfassung der Rauheitswerte. Fährt man schaltend einen Punkt an, wird – wie bei allen ‚normalen‘ Messtastern – ein digitales Signal an die Maschinensteuerung gesendet. Zusammen mit der Position der Achsen erhält man so die exakte Position des Messpunkts. Bei allen Messtastern von Blum wird das Schaltsignal grundsätzlich optoelektronisch durch Abschattung einer Miniaturlichtschranke generiert. „Beim analogen Messen hingegen wird der prozentuale Anstieg dieser Abschattung ausgewertet, der entsteht, wenn der Messeinsatz ausgelenkt wird. Das sich daraus ergebende analoge Signal bildet dann den Messwert – so lässt sich der TC63-RG mit einem speziell geformten Tasteinsatz schnell über Oberflächen oder entlang von Konturen führen, wodurch in kürzester Zeit tausende Messwerte zur Verfügung stehen“, erklärt Winfried Weiland, Marketingleiter von Blum-Novotest. „Dabei ist eine Messbewegung in zwei Achsen möglich. Der TC63-RG verfügt natürlich ebenfalls über das von Blum patentierte innovative Shark-360-Messwerk mit Planverzahnung.“
Wie einen ganz normalen CNC-Messtaster einwechseln
Der TC63-RG hat sich bei Safran absolut bewährt. Schließlich erfolgt die Erfassung der Oberflächenqualität schnell und zuverlässig: Das Rauheitsmessgerät wird wie ein ganz normaler CNC-Messtaster in die Maschinenspindel eingewechselt und misst dann an den vordefinierten Stellen die Oberflächenrauheit. Innerhalb von wenigen Sekunden kann so die Werksstückoberfläche μm-genau geprüft und entsprechend der Rauheitskenngrößen Ra, Rq, Rt, Rz und Rmax ausgewertet werden.
Sehr zufrieden sind die Messexperten auch mit der Partnerschaft mit Blum. So wurde Safran in enger Zusammenarbeit mit Shawn Page und seinem Team bei der Implementierung des TC63-RG unterstützt, was die iterative Entwicklung einer kundenspezifischen Software zur Integration des Werkstückmessprozesses in die Backend-IT-Systeme einschloss. Auch deswegen planen die Kanadier die Messtechnik von Blum noch stärker in den Zerspanungsprozess zu integrieren, um Werkzeugverschleiß und Abweichungen zu erkennen, bevor sie zu einem ernsthaften Problem werden. Im nächsten Schritt ist die Ausweitung auf andere Maschinen und Prozesse bei Safran angedacht. „Wir sind sehr zufrieden, mit dem TC63-RG endlich eine Lösung zur Verfügung zu haben, die den Zeitaufwand für die Überprüfung der Oberflächenrauheit massiv reduziert, die Taktzeit deutlich erhöht und menschliche Fehler im Messprozess eliminiert“, fasst Shawn Page zusammen. „Wir haben dadurch nicht nur die Produktivität unseres Zerspanungsprozesses deutlich erhöht, sondern können auch die gesparte Zeit für eine noch intensivere Werkstückprüfung nutzen und viel mehr Oberflächen prüfen als zuvor. Somit bringen wir noch mehr Sicherheit und Qualität in unseren Produktionsprozess.“