von Harald Klieber
Dass Hochvorschubfräsen, -drehen, -bohren mittlerweile Realität ist, untermauerte Iscar-CEO und IMC-Group-President Jacob Harpaz in Frankfurt während der Präsentation der neuen LogIQ-Kampagne mit über 30 Produktinnovationen. Vor rund 400 Experten war Iscar-Deutschland-Chef Hans-Jürgen Büchner indes stolz, nun mit vielen neu vorgestellten Miniatur-Werkzeugen vor allem die Medizintechnik und Elektronikbranche ausgezeichnet bedienen zu können.
Warum nur Werkzeuginnovationen richtige Einsparungen bringen
Aber braucht der Zerspaner tatsächlich immer wieder neue Werkzeuge? CEO Jacob Harpaz hatte dafür gute Gründe: Denn nur neue, effizientere Werkzeuge seien der Schlüssel zu deutlichen Kosteneinsparungen. Das verdeutlichte Jacob Harpaz anhand eines Musterteils, bei dem die eigentlichen Werkzeugkosten typischerweise rund 3 % betragen. Eine 30 %ige Reduktion des Werkzeugpreises würde deshalb die Fertigungskosten nur um 1 % senken. 1,5 % würden eingespart, wenn die Werkzeug-Standzeit verdoppelt würde. Besser sei es, so Jacob Harpaz, den Prozess zu beschleunigen und neue Werkzeuge einzusetzen, die den Prozess von beispielsweise 18 auf 15 min senken und somit die Maschinenlaufzeit pro Teil und damit die Gesamtkosten um ein Sechstel oder 15 % reduzieren.
TangFGrip-Schneideinsätze mit extra stabilen Schneidkanten
Als erstes Werkzeug mit mindestens solchem Potenzial stellte Jacob Harpaz die Evolution der Abstechwerkzeuge vor: Maßstab war dabei das einschneidige Abstechen von 100ter Rundmaterial, das 1960 noch 4 min gedauerte hatte und dann schrittweise mit den Werkzeugserien SelfGrip und TangGrip auf 45 und 25 s verbessert wurde. Diese bereits beachtlichen Werte toppt Iscar nun mit dem neuen TangFGrip-Werkzeug in Verbindung mit den passenden TangFGrip-Schneideinsätzen mit extra stabilen Schneidkanten und einem komplett neu entwickelten 35-mm-Schneidenträger, die bei ganzheitlicher Betrachtung neue Höchstleistungen für sämtliche Maschinentypen versprechen.
Vibrationsfreies Hochvorschub-Abstechen in nur 7,5 s
Entscheidendes Detail für das Hochvorschub-Abstechen sind dabei die vertikal abgewinkelten X-Achse-35-Hochvorschub-Schneidenträger, die auf dem patentierten X-Achsen-Spannschaft von Iscar montiert werden und so in Kombination ein extremes Hochvorschub-Abstechen auf allen Drehmaschinen erlauben. Wie effektiv die vibrationsfreien TangFGrip-Werkzeuge sind, belegte Jacob Harpaz mit den gemessenen Prozesszeiten: Demnach dauert das Abstechen einer Scheibe mit 100 mm Durchmesser nur noch 7,5 Sekunden – ist damit rund 3x schneller als die bis dato verwendeten TangGrip-Werkzeuge – und damit ein wirklich bahnbrechender Rekord, der natürlich nur mit Hochvorschub realisierbar war.
Mit WhisperLine 4x bessere Standzeiten: Anti-Vibrations-Schneidenträger zum Ein- und Abstechen
Zwar nicht mit Hochvorschub, aber ebenfalls bahnbrechend und als einmalig präsentierte Iscar auch das neue Schwingungs-Dämpfungskonzept WhisperLine. Dessen schwingungsdämpfende Elemente gleichen beim tiefen Ein- und Abstechen auftretende Vibrationen aus. Vergleichstests, so Jacob Harpaz, haben schon beeindruckende Ergebnisse geliefert, wonach das Whisper-Konzept bis zu 4x bessere Standzeiten für die Werkzeuge bringt und aufgrund der stark reduzierten Schwingungen viel bessere Oberflächen erzeugt. Rattermarken und Spuren sind damit passé.
AluPTurn: Drehen ohne Vibrationen – aber mit doppelseitigen Platten
Nach kurz und klein folgte lang und laut: Deshalb stellte Jacob Harpaz das Ende der vibrierenden Wendeschneidplatten beim tiefen Innendrehen vor. Was Standard-Bohrstangen bis 10xD oft nur mit lautem Quietschen und Rattern erledigen, schafft die WhisperLine jetzt trotz langer Auskraglängen ohne Vibrationen. Geheimnis ist dabei der integrierte Dämpfungsmechanismus, der die Whisper-Bohrstangen mit verschiedenen Köpfen, Wendeschneidplatten und Schaftdurchmessern von 16 bis 60 mm zum Drehen, Gewindedrehen und Einstechen ausstattet. Deutlich besser ausgestattet werden von Iscar künftig auch viele Drehprozesse mit vierschneidigen Wendeschneidplatten: Zum Schlichten und Vorschlichten von Aluminium empfiehlt Jacob Harpaz die neuen, hochpositiven und umseitig verwendbaren AluPTurn-Werkzeuge mit den neuen CNGG- und CNGX-Platten. Für allgemeine Drehbearbeitungen die ebenfalls positiven, doppelseitigen CXMG- und CCMT-Platten, die idealerweise in einem schwalbenschwanz-ähnlichen Plattensitz geklemmt und so zum Schlichten und Vorschlichten prädestiniert sind.
SlimGrip und LogIQ5Grip: Extrem lange Schneideinsätze und extrem dünne Stechplatten
Ein deutlich längeres Stück weitergedacht haben die Iscar-Entwickler auch die speziell für Langdrehautomaten designten SwissCut-Schneideinsätze, die jetzt mit zwei Klemmschrauben stabil auf einen Schafthalter zu montieren sind. Dabei kann der Schneideinsatz von beiden Seiten montiert und von vorne entnommen werden. Die extrem langen Schneideinsätze können Rundmaterial bis 20 mm Durchmesser abstechen, aber natürlich auch vorwärts und rückwärts drehen, stechdrehen und gewindedrehen. Als erstes Beispiel für die starke Miniaturisierung der Werkzeuge bei Iscar führte Jacob Harpaz die nur fingerkuppen-großen, selbstklemmenden SlimGrip-Schneideinsätze zum Ein- und Abstechen vor. Zusammen mit den LogIQ5Grip-Schneidenträgern für fünf Plattensitze würden die nur 0,6 mm breiten Platten Rundmaterial bis 22 mm Durchmesser abstechen. Großer Vorteil sei dabei, dass so aus einer 3-m-Stange nicht mehr nur 250 Scheiben, sondern 283 Scheiben abgestochen werden können.
SlimSlit und MinSlit: schmalste Schlitzfräser
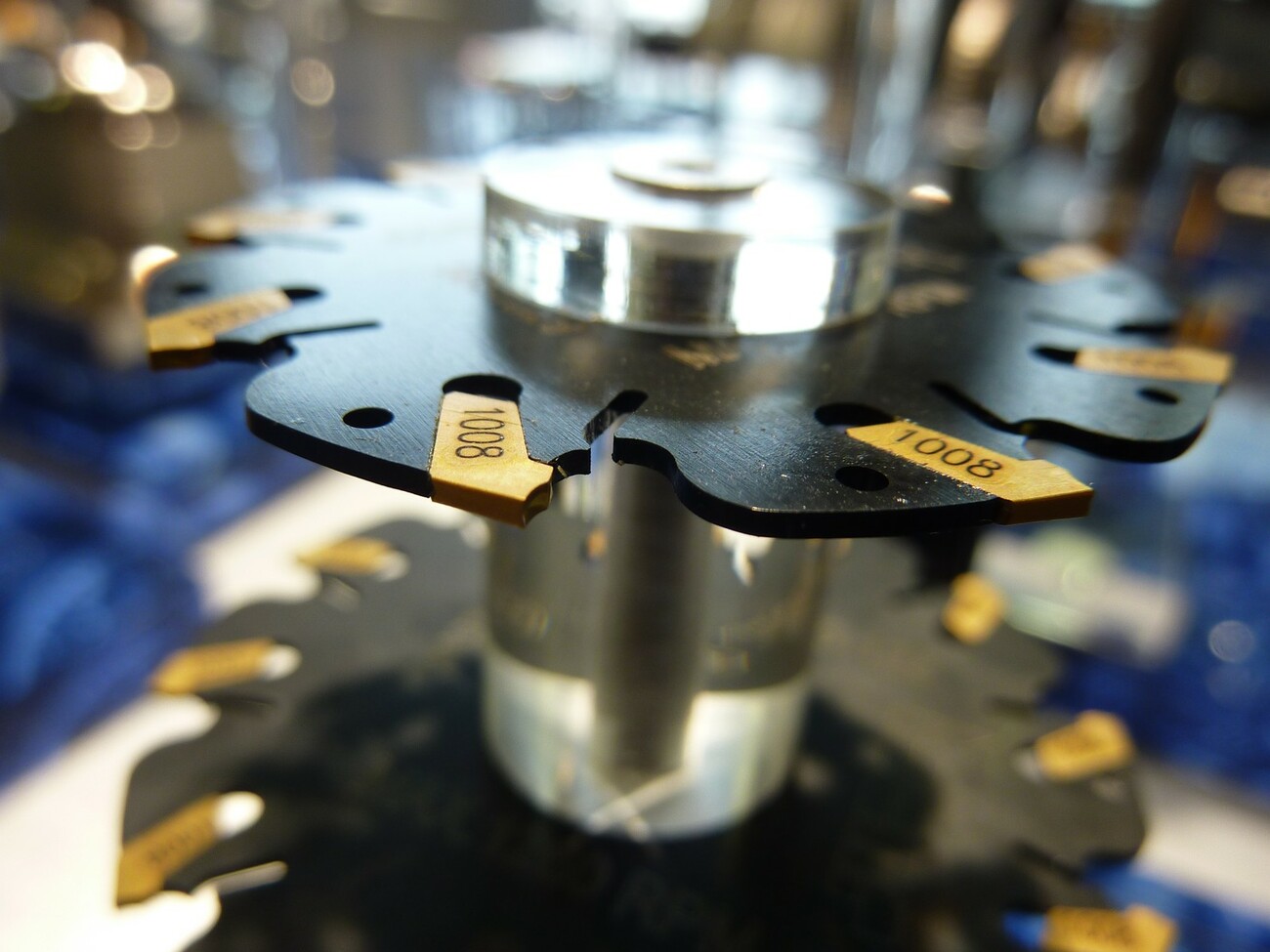
Was liegt da näher, als die selbstklemmenden SlimGrip-Schneidplatten mit breiten von 0,6 bis 1,2 mm auch zum Fräsen einzusetzen: Iscar entwickelte daraus den derzeit wohl schmalsten Schneideinsatz zum Schlitzfräsen, der mit vier bis 12 Schneideinsätzen die SlimSlit-Fräser mit Durchmessern von 32, 40, 50 oder 63 mm bestückt. Und dabei würde die einzigartige Schneidenausführung in Kombination mit den superschmalen Spanformern sehr hohe Vorschübe erlauben und trotzdem die Standzeiten verlängern. Nach Erfahrung von Jacob Harpaz könnten so nun Nuten unter 1 mm Breite 3x schneller hergestellt werden als mit einem VHM-Werkzeug und 10x schneller als einem HSS-Fräser. Wer mit deutlich kleineren Fräser-Durchmessern arbeiten muss, dem empfiehlt Jacob Harpaz die neue MinSlit-Schlitzfräser-Linie mit den neuen, auswechselbaren Mini-Schneideinsätzen DGSM. Die zweischneidigen Platten sorgen laut Iscar für hohe Produktivität beim Schlitzfräsen von kleinen Durchmessern. Für schnellen Wechsel und minimale Rüstzeiten stehen der Multi-Master-Fräskopf oder das Flex-Fit-System.
Multi-Master-Länge verdoppelt und mit Auszugsicherung Surelock
Diese Multi-Master-Fräsköpfe hat Iscar übrigens auch nochmal deutlich aufgewertet: Statt der bislang nutzbaren Standardlänge des Fräsers von 0,7xD sind jetzt Multi-Master-Köpfe mit Schneidenlängen von 1,5xD mit Durchmessern von 8 bis 25 mm verfügbar. Damit, so Jacob Harpaz, könnte jetzt problemlos geschruppt, vorgeschlichtet, geschlichtet oder auch schräg eingetaucht werden. Zudem ist ein verstärkter Schaft mit Weldon-Fläche oder der neuen Auszugsicherung Surelock verfügbar.
T-Face und T-Gear für Evolventen-Verzahnungen mit Modul 1 und 2
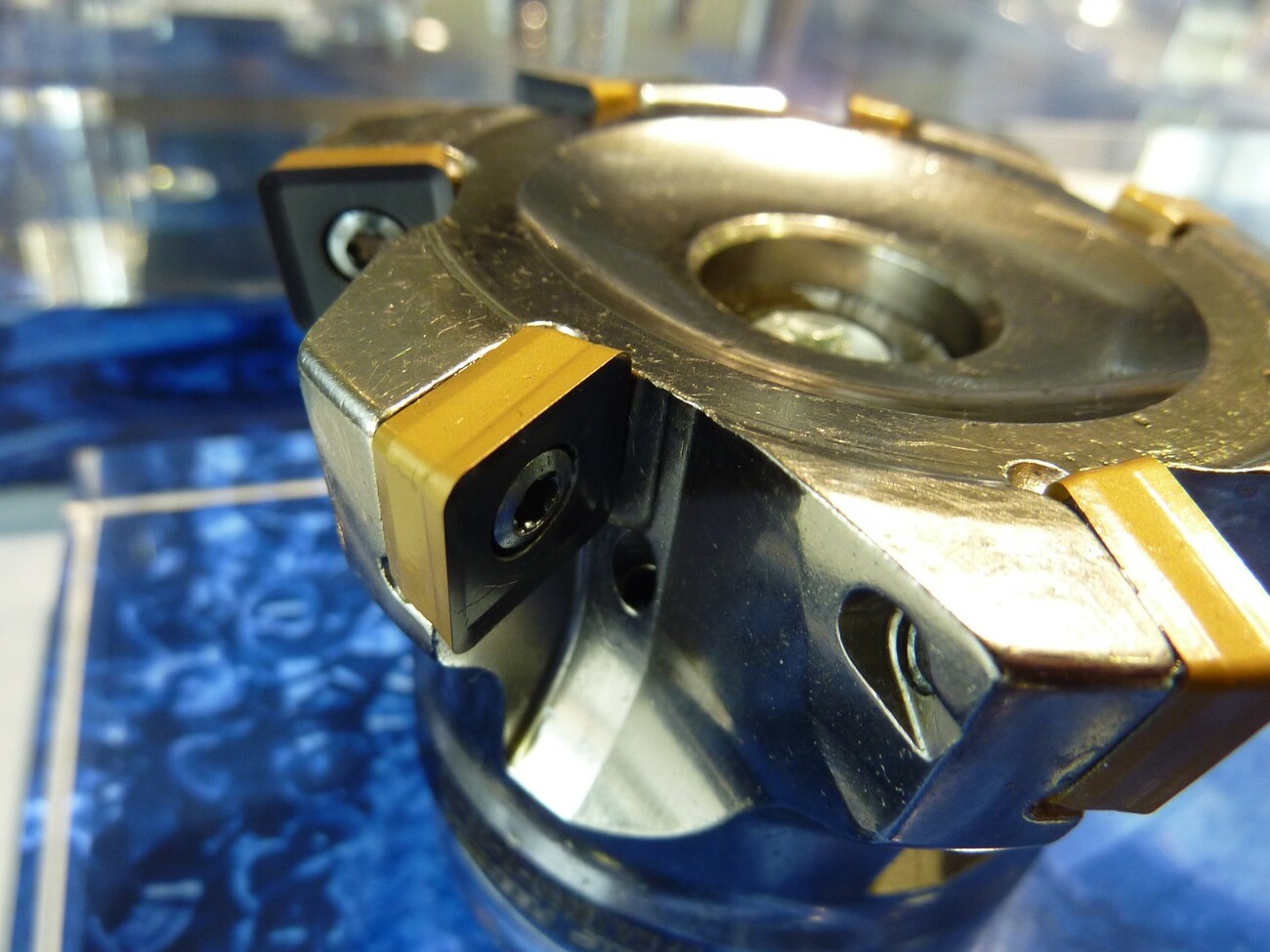
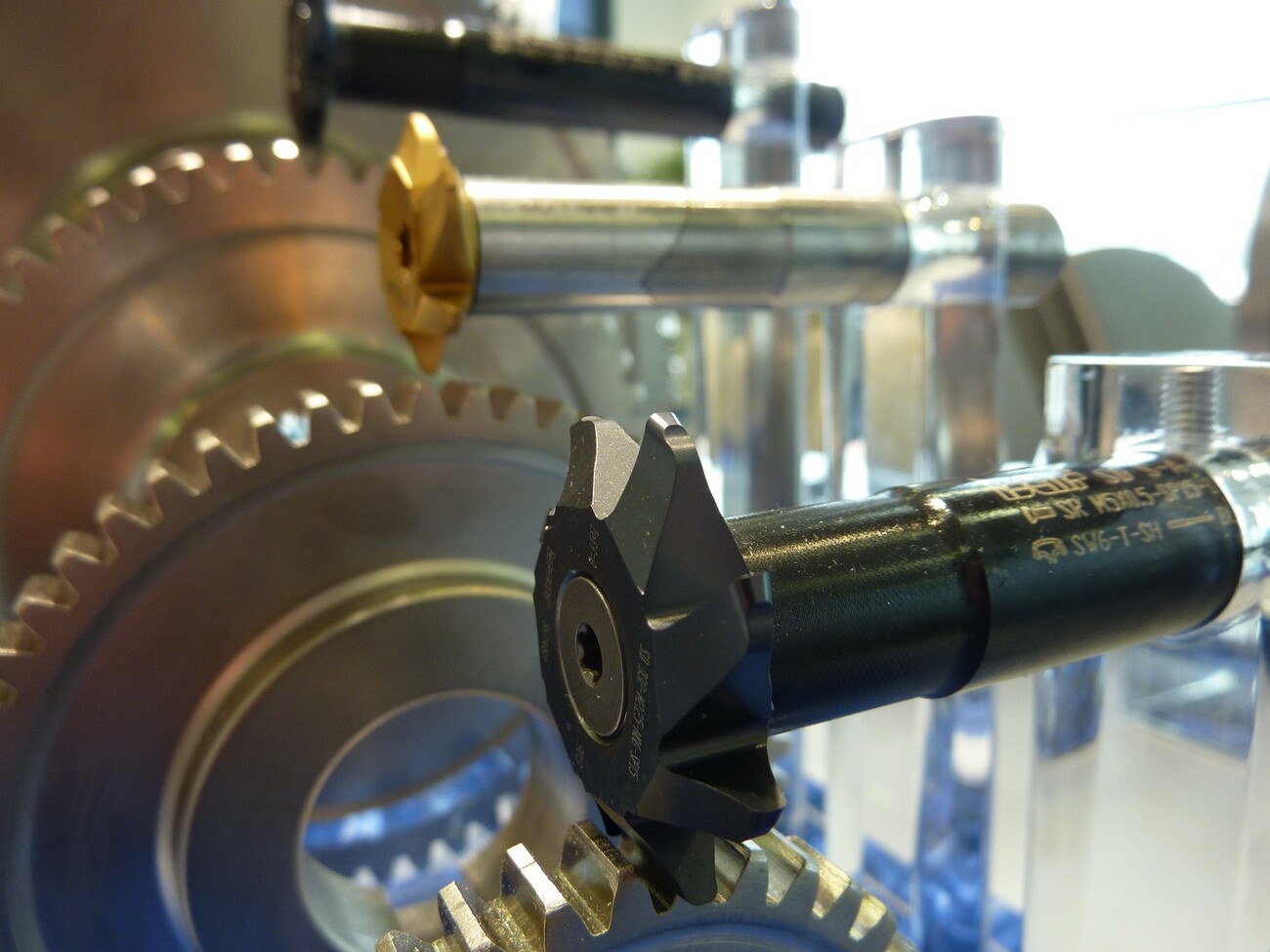
Ebenfalls verkleinert hat Iscar seine VHM-Planfräsköpfe T-Face, die jetzt ab 32 bis 50 mm Durchmesser mit drei bis acht Schneiden für höhere Produktivität und 2,5x bessere Leistung gegenüber herkömmlichen Fräsern sorgen. Neu bei den T-Gear-Fräsköpfen zum Fräsen von Evolventen-Verzahnungen ist die formschlüssige Verbindung am 16-mm-Schaft, der nach Angaben von Jacob Harpaz unerreichte Leistungswerte bezüglich Stabilität, Qualität, Produktivität und Standzeit verspricht – und letztlich Evolventen-Verzahnungen mit Modul 1 bis 2 in der Toleranzklasse 10 erlaubt.
NanMill und NanFeed: kleinste WSP-Schaftfräser mit zwei Platten und 8 mm Durchmesser
Echte Besonderheit ist auch der neue WSP-Schaftfräser NanMill, dessen Platten nicht nur ohne Schraubenbohrung auskommen, sondern bei Fräserdurchmessern von 10 und 8 mm trotzdem Schnitttiefen von ap 3 mm realisieren. Machbar sei das, so Jacob Harpaz, durch einen keilförmigen Schraubenkopf, der die Platte mit der Keilform im Zentrum in den präzisen Plattensitz presst. Diese dreieckigen und dreischneidigen Platten würden mit einer extrapositiven Schneidkante für weichen Schnitt und perfekten Spanfluss stehen – sogar beim Schrägeintauchen und Kavitätenfräsen, was Jacob Harpaz auf die Anordnung der Platten und die damit erzielte maximale Stabilität durch den großen Kerndurchmesser zurückführt. Montiert werden die Platten übrigens problemlos und schnell mit einem Magnetschlüssel.
Ebenfalls eingesetzt wird die Platte in den Hochvorschub-Schaftfräsern NanFeed für maximale Schnitttiefen von 0,6 mm und Vorschüben von bis zu 0,6 mm pro Zahn. Der kleinste Fräser hat 8 mm Durchmesser.
TangFin: tangential zur Spitzenklasse-Oberfläche oder zum Maximalvorschub
Deutlich massiver tritt dagegen die TangFin, eine tangentiale Platte mit vier Schneiden auf. Ihre Wiper-Breitschlichtfasen weisen auf die erzielbaren Oberflächengüten hin: Perfekte Oberflächen und maximale Leistungsfähigkeit verspricht Jacob Harpaz vor allem wegen der stabilen, radialen und axialen Platten-Positionierung, die trotz Feinschlichten, aber mit bis zu neun systematisch angeordneten Platten eine Gesamtschnitttiefe von 0,5 mm erlaubt. In Summe führt die ungleiche Teilung des Fräsers zu einer ruhigen und vibrationsfreien Bearbeitung, die Ra-Werte von bis zu 0,06 µm realisiert.
Ganz andere Ziele verfolgt Iscar indes mit der neuen, ebenfalls tangential angebrachten LogIQ8Tang-Platte, die selbst bei extremen Bearbeitungsbedingungen hohe Vorschübe erlaubt. Die Lösung ist dabei der schwalbenschwanzförmige Plattensitz, der nach Angaben von Jacob Harpaz präzise 90°-Schultern erzeugt und sogar Schnitttiefen von 9,5 mm zulässt.
Tang4Feed und LogIQ4Feed: Hochvorschub jetzt auch zum Kavitätenfräsen
Welches Potenzial neue Werkzeugtechnologien bieten, demonstrierte Jacob Harpaz nicht nur einmal anhand der Hochvorschub-Technologie: „Highfeed is not a trend, highfeed is reality“, so das Credo des CEO, der seine These mit weiteren Innovationen untermauerte: wie dem einzigartigen, hochpositiven Tang4Feed- oder LogIQ4Feed-Wendeschneidplatten-Werkzeug, mit dem Iscar optimales Taschenfräsen und die Hochvorschub-Technologie bei Eintauchwinkeln von 4° verbindet oder mit dem Tang4Feed sogar grenzenloses Eintauchen erlaubt. Damit könnten nun Taschen mit Hochvorschub und 1,2 mm pro Zahn gefräst werden. Wer noch höhere Vorschubwerte von bis zu 2 mm pro Zahn erreichen will, dem empfiehlt Jacob Harpaz die neue Planfräser-Generation Mill4Feed, die mit positiven, vierschneidigen Platten zum Hochvorschubfräsen bestückt wird und Durchmesser von 22 bis 40 mm für Schaftfräser und bis 160 mm zum Planfräsen abdeckt.
SumoChamIQ: kleinster Wechselkopf-Bohrer mit 4 mm Durchmesser
Dass Iscar auch dreischneidige und sehr präzise Bohrwerkzeuge produziert, zeigte Jacob Harpaz anhand des modularen Bohrsystems ModuDrill für maximale Drehmomentübertragung und Bohrtiefen bis 12xD oder 400 mm bei Durchmessern von 33 bis 40 mm, die mit vielseitigen Bohrköpfen ausgeführt werden können. So können in Stahl und Guss Bohrungsgüten von IT9 bis 10 erreicht werden. Es geht aber auch in die andere Richtung: Jacob Harpaz präsentierte zum Schluss den weltweit kleinsten Wechselkopfbohrer mit einem Durchmesser von nur 4 mm. Dennoch ist einfache Klemmung und Montage garantiert, weil Iscar jedem Bohrkopf einen praktischen Schlüssel in Form einer handlichen blauen Box mitgibt. Die Bohrer der SumoCham-Linie in den Durchmessern 4 bis 10 mm gibt es für Bohrtiefen von 3xD bis 5xD in 0,1-mm-Abstufungen mit den gleichen Schaftgrößen wie ein VHM-Bohrer – und in der SumoChamIQ-Variante mit der ultimativen Geometrie für eine hervorragende Selbstzentrierung. Jacob Harpaz verspricht damit stark reduzierte Axialkräfte während des Anbohrprozesses, große Bohrtiefen ohne Pilotbohrung und eliminierte Vibrationen. Noch problemloser mit perfekter Rundheit und Konzentrizität würde sich nur mit dem LogIQ3Cham-Wechselkopfbohrsystem bohren lassen – das ebenfalls über drei effektive Schneiden verfügt.
kb