Seit 2013 befasst sich der Werkzeughersteller Mapal intensiv mit Elektromobilität. „Bis dato haben wir rund 50 Werkzeug-Projekte im Bereich der E-Mobilität realisiert“, berichtet Projektmanager Samuel Schwegler. Auftraggeber seien OEMs aus der Automobil- und Werkzeugmaschinenindustrie sowie Lieferanten und Gießereien in deren Auftrag gewesen. Dass die Fäden beim Werkzeughersteller zusammenlaufen, sei oft normal, weil letztlich der Werkzeughersteller gemeinsam mit dem Kunden die optimalen Lösungen für die Zerspanung entwickelt. Dadurch hat der Werkzeughersteller einen großen Einfluss auf die Effizienz, die Qualität und eben auch die Wirtschaftlichkeit des Produktionsprozesses.
Trend: Motoren künftig schlanker, aber länger
„Wir sind dafür optimal aufgestellt – vor allem, weil wir auf die Erfahrung aus gut 50 Jahren Zusammenarbeit mit der Automobilindustrie zurückgreifen können – und weil wir über ein optimal ausgestattetes Zerspanungstestcenter verfügen“, definiert R&D-Leiter Dirk Sellmer die idealen Rahmenbedingungen für gezielte Entwicklungen mit umfangreichen Tests. Und das ist auch nötig: „Der Trend geht momentan nicht nur in Richtung Hybrid-Fahrzeuge und höhere Drehzahlen, sondern auch in Richtung Downsizing. Damit werden die Motoren wohl künftig deutlich schlanker, dafür aber länger, um vor allem den Anteil der Nutzwicklung zu erhöhen und die Verluste zu minimieren.“ Für Mapal bedeutet das nach Angaben von Dirk Sellmer, sich auf etwas kleinere Durchmesser einzustellen, aber auch auf tiefere Bohrungen.
Das Werkzeug ist noch nicht voll ausgereizt
„Stabilität und das Beherrschen des Kippmoments von Feinbohrwerkzeugen bei der Bearbeitung von Statorgehäusen ist also mehr denn je ein Thema. Weitere Wünsche unserer Kunden sind natürlich die Komplettbearbeitung, möglichst in einem Durchgang, und die optimale Ausnutzung der Maschinenleistung“, betont der R&D-Leiter. Kleinere Maschinen würden momentan in der Regel zwei Minuten für die Fertigbearbeitung der Statorbohrung benötigen. „Eine Maschine mit über 300 Nm Schnittmoment schafft das aber in 20 bis 30 Sekunden. Prinzipiell reizen wir das Werkzeug noch nicht voll aus.“
HM- und PKD-bestückte Feinbohrwerkzeuge
Konkret stehen im Bereich Forschung und Entwicklung des Unternehmenshauptsitzes in Aalen momentan zwölf Werkzeugmaschinen der namhaftesten Hersteller. Die Maschinen hat Mapal natürlich gezielt ausgewählt: sowohl dynamische 5-Achs-Maschinen, auf denen Hochvorschub- und PKD-Fräser richtig Späne in Aluminium bis Titan produzieren; daneben auch kraftvolle Maschinen mit großem Arbeitsraum, die trotzdem hochgenaue Ergebnisse liefern. „Diese starken Maschinen mit HSK-100 sind ideal zum Fertigen von Statorgehäusen“, erklärt Dirk Sellmer. Zwingend nötig sei dabei die Kombination von Stabilität und Leistung. Ideal dafür sei ein 5-achsiges BAZ mit horizontal liegender Spindel, mit HSK-A100-Trennstelle und gut über 300 Nm Schnittmoment. „Tolle Ergebnisse haben wir bereits mit unseren als Schweißkonstruktion entwickelten Feinbohrwerkzeugen erzielt. Ursprünglich für die Bearbeitung von Getriebegehäusen entwickelt, haben wir diese für die Bearbeitung von Statorgehäusen entsprechend angepasst“, berichtet Samuel Schwegler. Seit 2013 setzt Mapal diese Werkzeuglösung je nach Bedarf mit Wendeschneidplatten- und PKD-Bestückung ein.
Drei große Pluspunkte für über 300 mm Durchmesser
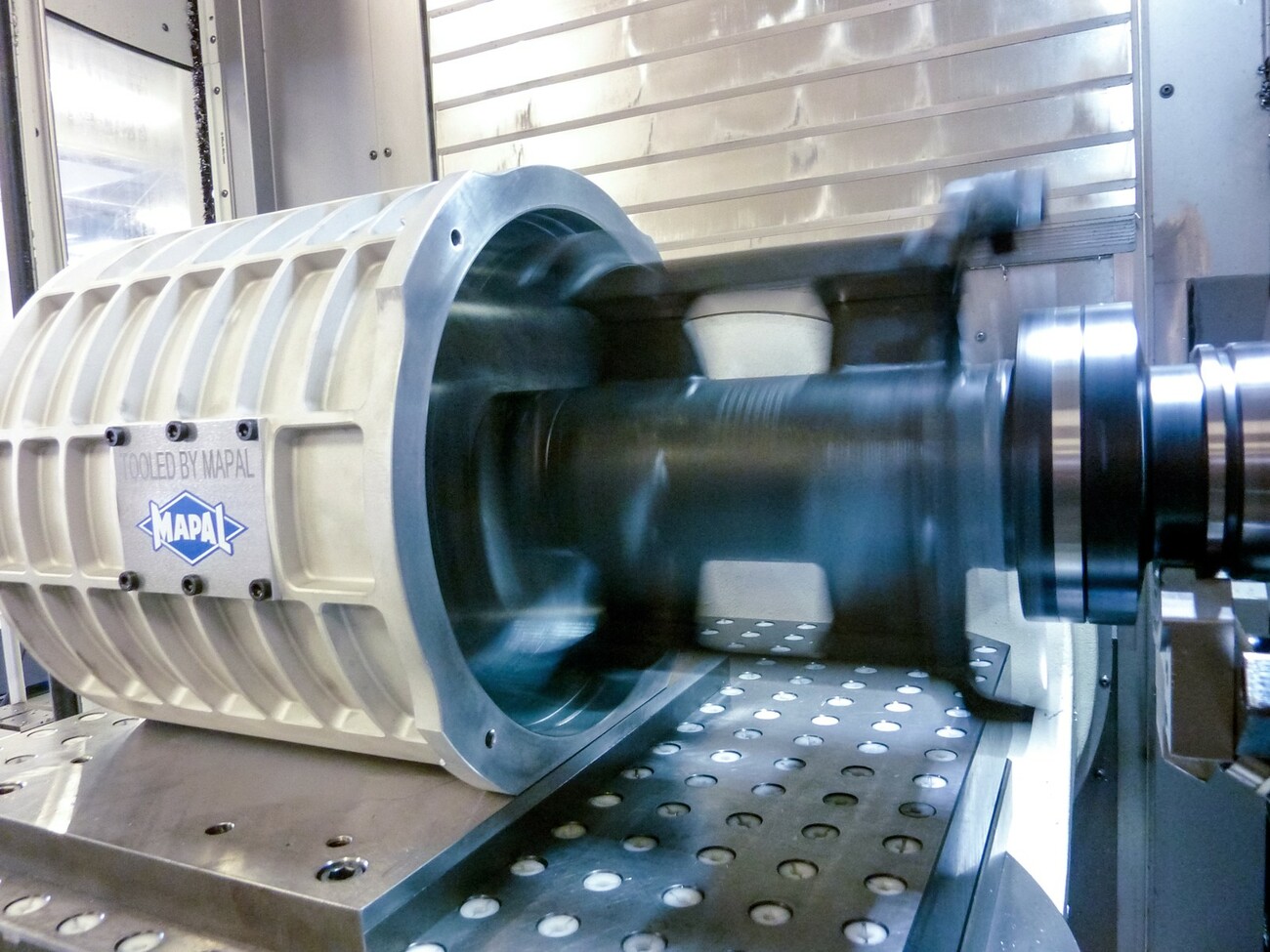
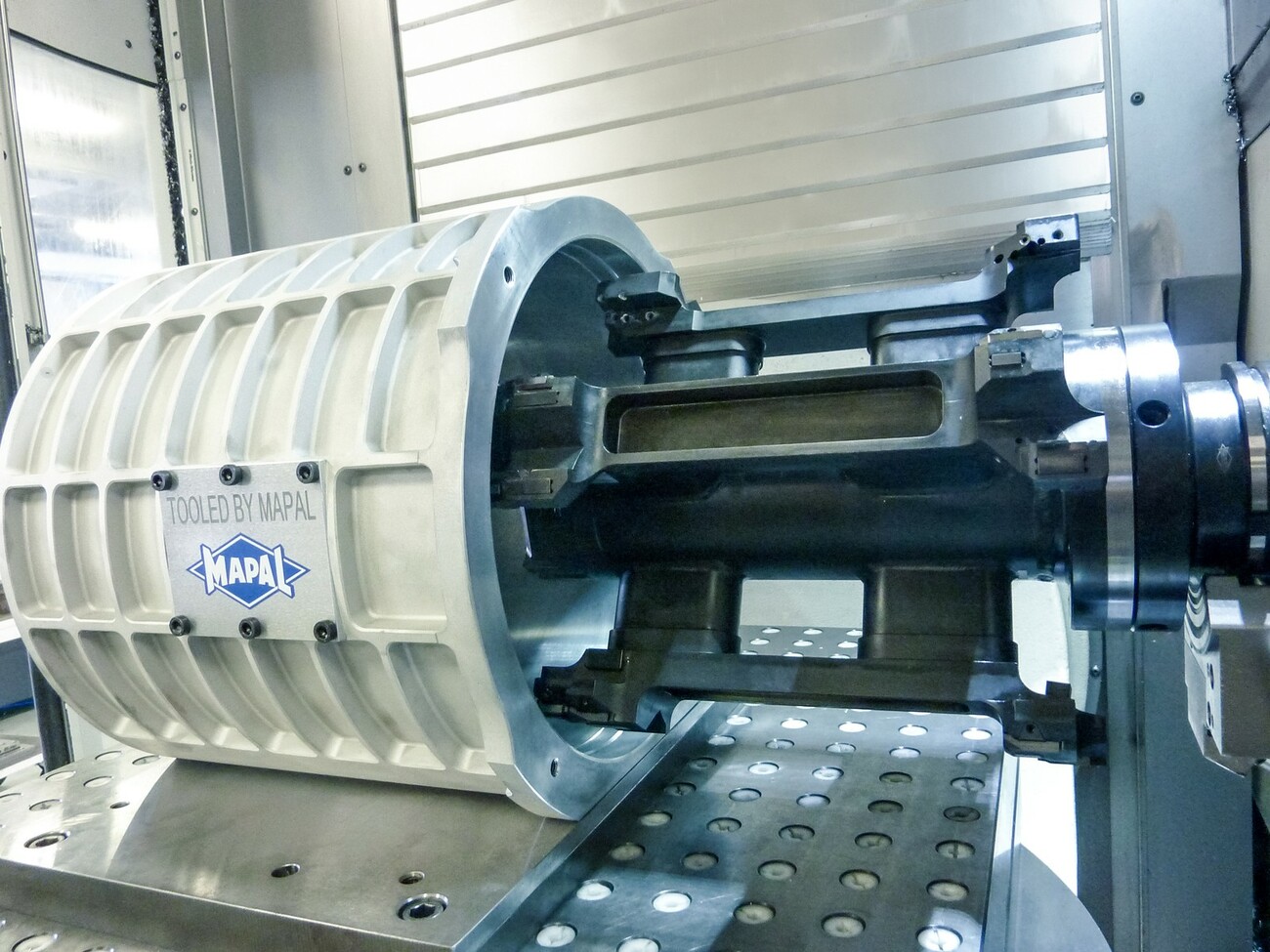
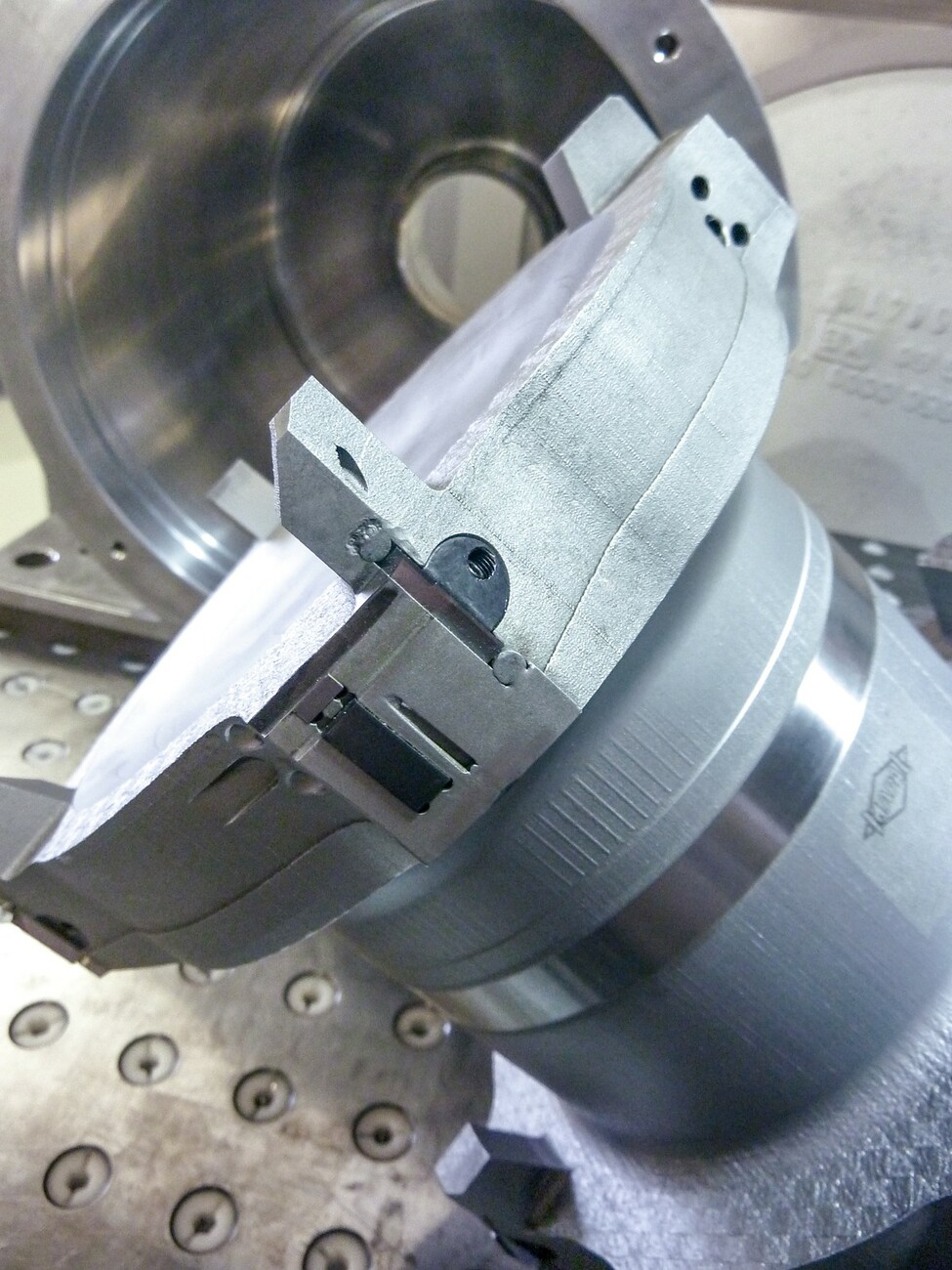
Das Konzept hat nach Erfahrung von Samuel Schwegler drei große Pluspunkte: Ein Punkt ist die maximale Flexibilität durch Bestückung mit verschiedenen Schneiden. Zudem können die Feinbohrwerkzeuge Durchmesser von über 300 mm bearbeiten – und dabei die Hauptbohrungen der vielfach dünnwandigen Statorgehäuse bis in Tiefen von 300 mm auf den µm genau bearbeiten. „Der Trick bei diesen großen Auskraglängen und Durchmessern sind die von uns angebrachten Führungsleisten, die Vibrationen am Werkzeug und am Werkstück verhindern“, erklärt Dirk Sellmer das Geheimnis der Schweißkonstruktion, die auf Basis eines Rohrkörpers bis zu 50% Gewicht beispielsweise gegenüber einer herkömmlichen Bohrstange spart. Die Träger der Schneiden und Führungsleisten sind angeschweißt und können durch zusätzlich anbringbare Verbindungsstege gegenseitig abgestützt werden, so dass die Gefahr des Ratterns absolut minimiert wird.
Stützstruktur statt Kippmoment
„Mit unserer neuesten Entwicklung, unserem ersten additiv gefertigten Feinbohrwerkzeug, toppen wir diese Erfahrungswerte aber nochmal deutlich.“ Massive Vorteile, so Dirk Sellmer, würde das additive Feinbohrwerkzeug bringen: Statt des bislang erreichbaren Gewichts der Stahlkonstruktion von deutlich über 20 kg, müssen Zerspaner wie Werkzeugmaschinen nur noch rund 10 kg Werkzeuggewicht bewegen. „Damit haben wir additiv in puncto Kippmoment des Werkzeugs große Fortschritte gemacht.“ Das Erfolgsrezept ist nach Erfahrung von Dirk Sellmer die innere Stützstruktur, die ein typisches Beispiel für die Existenzberechtigung des additiven Prozesses ist und eben nur additiv erzeugt werden kann.
Das erste additive Feinbohrwerkzeug
„Leider ist der additive Fertigungsprozess nach wie vor nicht trivial. Die Wärme des Lasers, die damit verbundene Materialausdehnung oder auch -absenkung, bringt doch viele fertigungstechnische Aufgabenstellungen mit sich, die bis dato auch aufwendige Simulationen mit Optimierungsprogrammen nicht vollständig lösen und übernehmen können.“ Gerade Durchmesservarianzen oder größere Planflächen müssten vielfach sehr genau geplant und nachgearbeitet werden, betont Samuel Schwegler. „Ohne Tests und diverse Prototypen lassen sich auch additive Feinbohrwerkzeuge noch nicht perfekt herstellen – obwohl wir schon sehr gute Erfahrungen beispielsweise mit der Topologie-Optimierung gemacht haben“, berichtet Dirk Sellmer. Sehr gute Ergebnisse hätte vor allem die Topologieentwicklung der inneren Strukturen gebracht. „Herausgekommen ist wohl eine nahezu perfekte Stützstruktur. Zumindest sprechen die Ergebnisse für sich“, betont Samuel Schwegler. Das erste additive Feinbohrwerkzeug von Mapal beeindruckt neben seinem geringen Gewicht mit einmaligen Prozesswerten: Es kann deutlich höhere Schnittgeschwindigkeiten fahren und die Spindelleistung der Maschine mit über 100 Nm Drehmoment bei 300 min-1 voll ausnutzen. „Großer Pluspunkt ist einfach diese völlig neue Stabilität, die tatsächlich diese extremen, µm-genauen Form- und Lagetoleranzen erlaubt, die nötig sind, um letztlich noch präzisere Statorgehäuse und damit noch leistungsfähigere Elektromotoren bauen zu können.
In einem Zug Alugehäuse und Stahlbuchse bohren
Additive Erfahrung sammelt Mapal bereits seit 2013, als die erste Maschine für dieses Fertigungsverfahren in Aalen installiert wurde. „Heute stehen mehrere Maschinen in unserem Test- und Entwicklungszentrum. Wir produzieren damit nach wie vor Serienteile, wie unsere Hydrodehnspannfutter, die trotz ihres einmalig schlanken Schafts maximale Spannkräfte für Fräser und Bohrer garantieren“, berichtet Dirk Sellmer. Es muss aber nicht immer additiv sein. „Ebenfalls exzellente Ergebnisse liefern auch unsere bewährten Feinbohrwerkzeuge, die als Stahlkonstruktion ausgeführt sind.“ Highlight, so Samuel Schwegler, sei neben der Präzision immer noch die Kombinationsbearbeitung von Aluminium und Stahl. Wie demonstriert, können die konventionell gefertigten Feinbohrwerkzeuge in einem Zug das Aluminiumgehäuse µm-genau bearbeiten und gleichzeitig eine zuvor eingepresste Stahlbuchse zur Lagerung des Stators finishen. „Die so in einer Aufspannung und in einem Zug erzielbaren Form- und Lageabweichungen sind sogar noch besser als die geforderten Toleranzwerte“, unterstreicht Samuel Schwegler.
Komplettes Werkzeug-Programm
Um die E-Mobilität kümmert sich bei Mapal nicht nur ein eigenes Projektteam. Der Werkzeughersteller bietet mittlerweile ein umfangreiches Werkzeugprogramm für vielfältige Bearbeitungslösungen an. Im Mittelpunkt steht die Bearbeitung von Stator- und Batteriegehäusen aus Aluminium. Verschiedene Werkzeuge für die unterschiedlichen Bearbeitungen stehen bereit. Je nach Aufmaß, Bearbeitungsaufgabe und Bauteil kommen unterschiedliche Frästechnologien zum Einsatz. Werden tiefe Taschen bearbeitet, rät Mapal zu PKD-Fräsern, deren Schneiden mit positiven als auch negativen Achswinkeln angeordnet sind. In Verbindung mit der trochoiden Frässtrategie wird trotz Materialabtrag über die gesamte Taschentiefe die Schnittkraft sehr niedrig gehalten. Nicht nur beim Antrieb und Energiespeicher, sondern auch für Nebenaggregate liefert Mapal die passenden Werkzeuge. Etwa für die hochpräzise Bearbeitung von Scroll-Stator und -Rotor, dem Herzstück einer elektrisch angetriebenen Kühlmittelpumpe. Mit dem SPM-Fräser samt Schlichtgeometrie und hochpositivem Spanwinkel kann etwa die Rechtwinkligkeit der Schnecke unter 0,04 mm sowie ein Rz-Wert im einstelligen µm-Bereich sichergestellt werden.