
Endlich wieder Späne, Aluminiumspäne, die bei Bedarf hochglänzende 3D-Flächen hinterließen. Der Maschinenhändler Drehertec hatte Ende Juni nach Denkingen eingeladen, um während der V.I.P.-Technik-Tage die Leistungsfähigkeit der aktuellen Hyundai-Maschinen zu demonstrieren. Neben dem Doppelspindler LM1800TTSY mit Doppelrevolver und 8 Achsen, dem 3-Achs-BAZ F400 und der flachgeführten L2000SY mit dynamischer Motorspindel stand vor allem die letztes Jahr neu vorgestellte große KM2600MTTS im Fokus der Besucher. Eigens angereist waren aus Rüsselsheim die Hyundai-Wia-Europe-Manager Sung Hoon Jeon und Dean Hwang. Mittlerweile seien von den zur EMO auf den Markt gebrachten KM2600-Dreh-Fräszentren etwa zehn Maschinen verkauft, zeigte sich Europachef Dean Hwang gerade wegen der Coronakrise zufrieden mit dem völlig neu entwickelten Bearbeitungszentrum. Geplant sei, dass weitere Varianten des Typs mit gleicher Präzision und Flexibilität demnächst auf den Markt kommen.
„Die Maschine ist pure Flexibiltät“
Auch Drehertec-Geschäftsführer Martin Dreher empfiehlt die großen KM2600MTTS: „Das Highlight der Maschine ist natürlich die Frässpindel. Das ist aber nicht irgendeine Spindel: sie hat 35 kW, lässt sich um 210° schwenken und hat einen eigenen Fahrständer mit vertikal und horizontal 250 mm Verfahrweg. Dazu die Hauptspindel, auf der gut 1,5 m lange Teile gefertigt und mit der Gegenspindel problemlos gefinisht werden können. Die Maschine ist pure Flexibilität. Damit lässt sich richtig viel machen“, betont Martin Dreher.
Was schon nach relativ kurzer Einarbeitungszeit machbar ist, demonstrierte Anwendungstechniker Alwin Merkel, der auf das Werkzeugmagazin mit 72 Plätzen schwört. „Im Werkzeugmagazin ist richtig viel Platz. Dort können auch große Werkzeuge eingesetzt werden.“ Der Clou an der Maschine seien aber aus Anwendersicht zwei Dinge: der Werkzeugwechsler im Arbeitsraum, der in Sekundenschnelle das aktive durch ein neues Werkzeug ersetzt – und die Werkzeugvermessung von Renishaw, die mittels automatisch ausfahrbarem Messarm jedes Tool vor dem Einsatz überprüfen kann. „Vor allem der Q-Setter spart nicht nur Zeit, sondern bei so einer Maschine mit langen Bauteil-Laufzeiten auch Nacharbeit, wenn eben Werkzeuge nicht mehr 100% schneiden oder Macken haben.“ Denn gerade bei Aluminiumteilen wie dem Showteil würde es nach Erfahrung von Alwin Merkel auf perfekte Werkzeuge ankommen.
Synergie der koreanischen Gene
„Ohne den richtigen Schliff und die perfekte Einstellung ist es schwierig, wirklich gute Oberflächen zu produzieren und zu zeigen. Mit Korloy haben wir jetzt einen sehr guten Partner an der Seite, dessen Portfolio zum Drehen und Fräsen kaum Wünsche offen lässt“, versichert Martin Dreher. Dass Korloy und Hyundai Wia sehr gut zusammenpassen, unterstreicht auch Korloy-Vertriebsleiter Eric Fuentes: „Die Kombination ist sehr interessant, weil beide Unternehmen natürlich die koreanischen Gene Kreativität und Qualität in absolut hochwertigen Produkten leben.“
Multifunktionstool für außen, innen und bohren
Nur fünf Werkzeuge brauchten Alwin Merkel und Korloy-Anwendungstechniker Torsten Erdmann, um das Showteil vorab zu planen und letztlich in rund 45 min zu fertigen. Im ersten Schritt wurde der Aluminiumrohling plan und längs mit dem Multifunktionswerkzeug von Korloy überdreht. Damit, so Torsten Erdmann, seien aber nicht nur Außenbearbeitungen möglich, sondern auch Innenbearbeitungen und Bohren. „Mit unserem Multiturn vereinen Sie sich definitiv drei Werkzeuge in einem Werkzeug. Allein deren Werkzeugvorbereitung und -wechsel sparen damit gut 20% Bearbeitungszeit.“ Zudem würden die Multiturn-Werkzeuge durchschnittlich doppelt so lange Standzeiten aufweisen, nicht nur in Aluminium, sondern beim Drehen in C45 oder auch niedriglegiertem Stahl wie SCM440 bei Daumenwerten von 120 m/min vc und 0,12 mm/U fn. „Beim Plandrehen reden wir von erzielbaren Oberflächenrauhigkeiten von 0,5 Ra und 4,5 Rz. Das ist auch schon bei unserem Showteil zu erahnen, wenn man die Oberflächen ansieht“, berichtet Torsten Erdmann.
Platten auf der Maschine „ganz easy“ eingestellt
Zum Fräsen der großen Schlüsselflächen wechselt Alwin Merkel den blauen Aero-Mill-Plus-Planfräser von Korloy ein. „Spannend ist, dass wir die Wendeschneidplatten dieses Planfräsers direkt auf der Maschine eingestellt haben. Das ging natürlich besonders leicht, weil die Plattensitze und die Fixierung schon sehr präzise sind. Der Rest ging auf dieser präzisen Maschine und mit einer Messuhr ganz easy.“ Das Fräsen der damit gefrästen Schlüsselflächen programmierte Alwin Merkel mit dem 100-mm-Planfräser einmal im Schruppmodus mit bis zu 5 mm Zustellung und anschließend beim Schlichten mit 0,2 mm ap bei maximal fahrbaren 18.000 min-1. „Sie können auch 7 mm auf einmal nehmen. Bei 5 mm läuft der Aero-Mill aber schon verdammt ruhig, was natürlich sofort an den Oberflächen zu sehen ist, die rein optisch schon ziemlich perfekt aussehen.“
Aluminium-Schruppfräser schafft 27 mm ap und 12 mm ae
Um letztlich die Schaufelansätze zu fräsen, wechselte Alwin Merkel erst den A+Endmill-Schruppfräser ein, den Korloy speziell für die Aluminiumbearbeitung entwickelt hat. Highlight des A+Endmill sind nach Erfahrung von Torsten Erdmann die einzigartigen U-förmigen und polierten Spannuten, der doppelte Freiwinkel und eine besonders scharfe Schneidkante. „Sie erreichen damit hervorragende Spanabfuhr bei bis zu 12 mm ae.“ Effektiv eingesetzt wurde der 20er A+Endmill bei rund 12.700 min-1 und einem Vorschub von 4.800 mm/min vf. „Das geht richtig schnell. Etwas länger dauert dann natürlich das präzise Fräsen der 3D-Kontur, die wir mit einem 20er Kugelfräser mit rund drei Zehntel Zustellung erledigt haben“, erzählt Alwin Merkel.
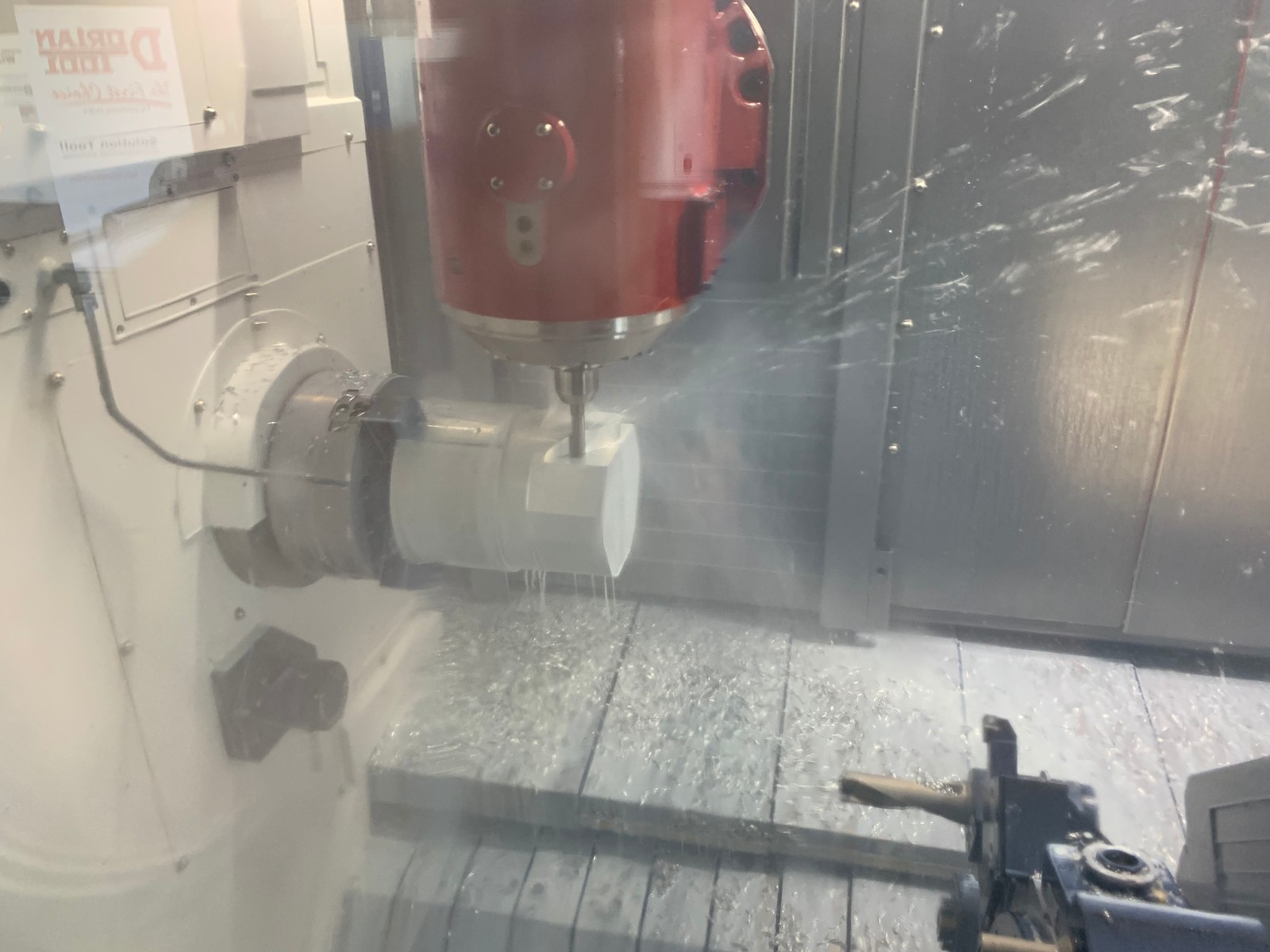
„Schon ein sehr ordentliches, zweites Showteil“
Pro Schaufel des Showteils brauchte der Kugelfräser knapp sechs Minuten bei 10.000 min-1 und einem Vorschub von 3.000 mm/min. „Schön ist dabei zuzusehen, wie der Schlichtfräser samt angestelltem Spindelkopf um den Schaufelansatz pendelt. Auch wenn der Kühlschmierstoff vieles verdeckt, ist das Ergebnis schon beim zweiten, real gefrästen Showteil doch schon sehr ordentlich“, unterstreicht Martin Dreher das gelungene und effektive Zusammenspiel zwischen Maschine, Werkzeug und Steuerung. Weitere Optimierungen sind geplant, so dass das Showteil demnächst mit hochglänzenden Konturen und 3D-Schaufelansätzen wohl auf so mancher Ausstellung zu sehen sein wird.