

Der Spindel- und Messtechnikhersteller Diebold hat Anfang Juli 70sten Firmengeburtstag gefeiert und während des Technologietags erstmals das nun komplettierte Portfolio zum Werkzeugdatenmanagement vorgestellt. „Wir haben den Kreis geschlossen: Vom Schrumpfen per One-Touch bis zum hochpräzisen Wuchten und Schneidenvermessen bieten wir jetzt alles aus einer Hand – und durchgängig vernetzt bis an die Werkzeugmaschine – und wieder zurück“, betont Geschäftsführer Hermann Diebold das Komplettsystem.
Neueste Mess-, Wucht- und Schrumpfgeräte
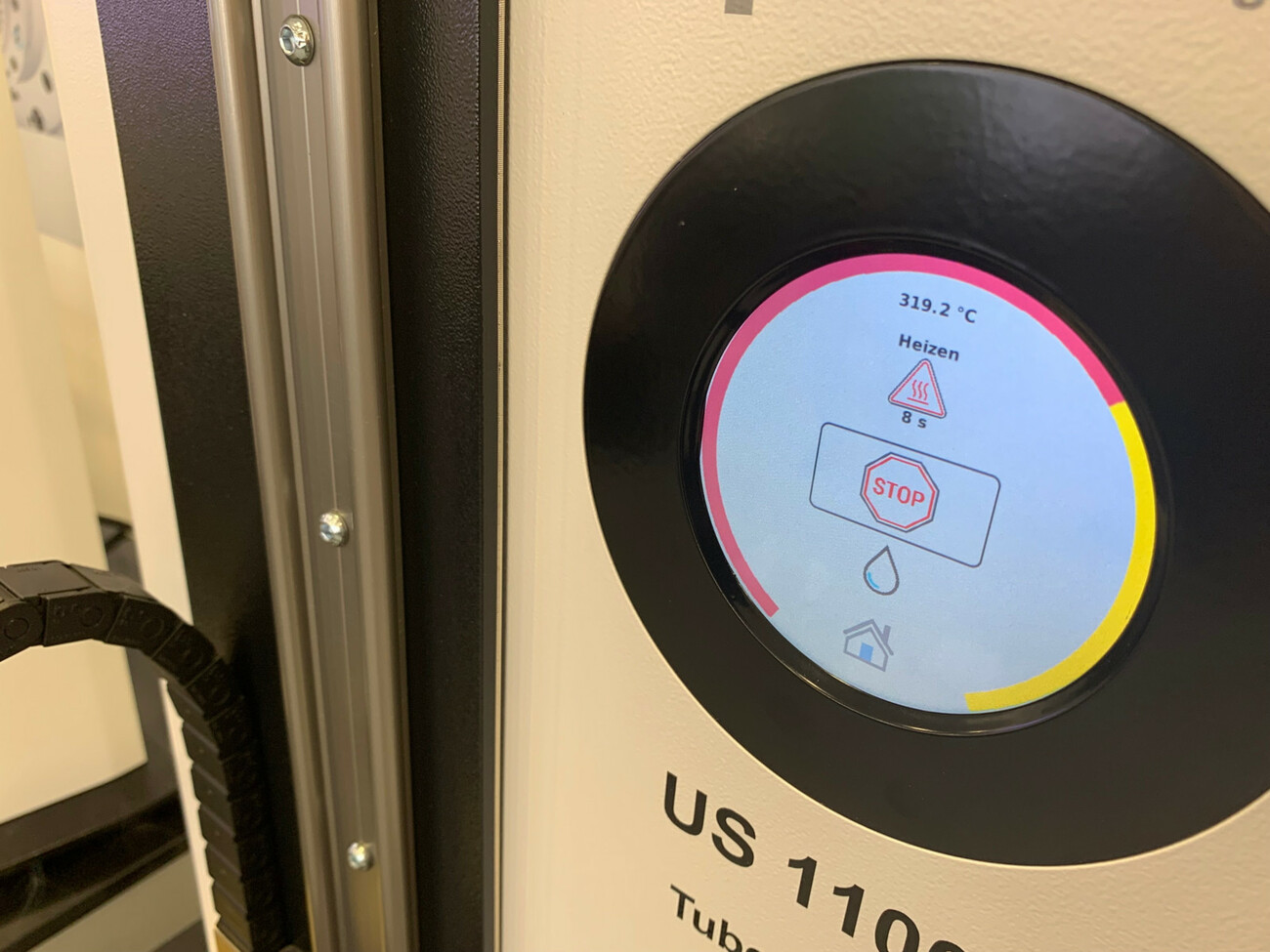
Hochtechnologie bietet Diebold aber auch in jedem einzelnen Schritt: Geschäftsführer Frank Ringat demonstrierte während dem Rundgang beim Technologietag die Effizienz der neuesten Mess-, Wucht- und Schrumpfgeräte. „Schrumpfgeräte macht Diebold schon lange. Die ersten Geräte kamen in den 90ern auf den Markt.“ Mit der neuesten Generation und der One-Touch-Bedienung im Tubechiller US 1100, so Frank Ringat, hat Diebold wieder einmal seine technologische Marktführerschaft bei den Schrumpfgeräten unterstrichen. „Viel einfacher wie mit dem Tubechiller geht das Schrumpfen der Werkzeuge nicht“: Werkzeughalter einsetzen, auf dem Display den Prozess starten, das Gerät heizt den Halter automatisch und punktgenau auf, Werkzeug einsetzen und dann nur noch warten, bis das Gerät den Halter per Wasserbad heruntergekühlt hat. „Das Schöne ist: der Bediener muss nur den Prozess starten, das Werkzeug einsetzen oder entnehmen. Mehr nicht. Eben One-Touch – und das Werkzeug ist perfekt und sehr schonend in den Halter eingeschrumpft oder entnommen worden.“ Der Trick, so Frank Ringat, steckt im in der Heizspule verbauten Temperatursensor, der für das Gerät ständig die aktuelle Temperatur erfasst und den Prozess somit sehr präzise steuert. „Das Überheizen und Schwärzen der Werkzeughalter ist damit ein für allemal vorbei. Aber auch zu niedrige Temperaturen, bei denen sich die Werkzeuge dann gegebenenfalls nicht entnehmen lassen.“ Durchmesser und Länge des Werkzeugs spielen dabei keine Rolle, weil nur die Temperatur des Halters überwacht werden muss.







Hochpräzisions-Wuchtgerät demnächst mit Cobot
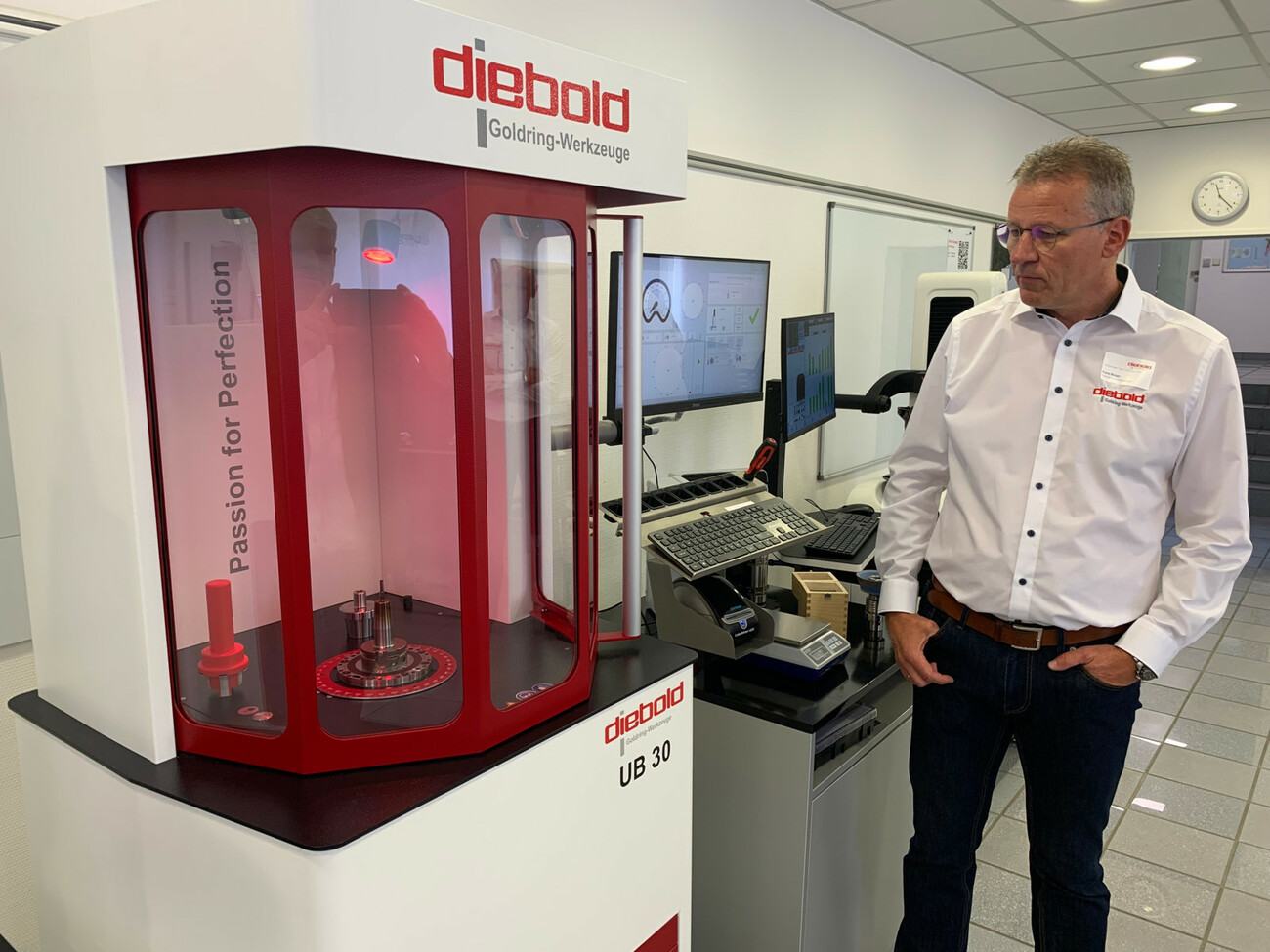
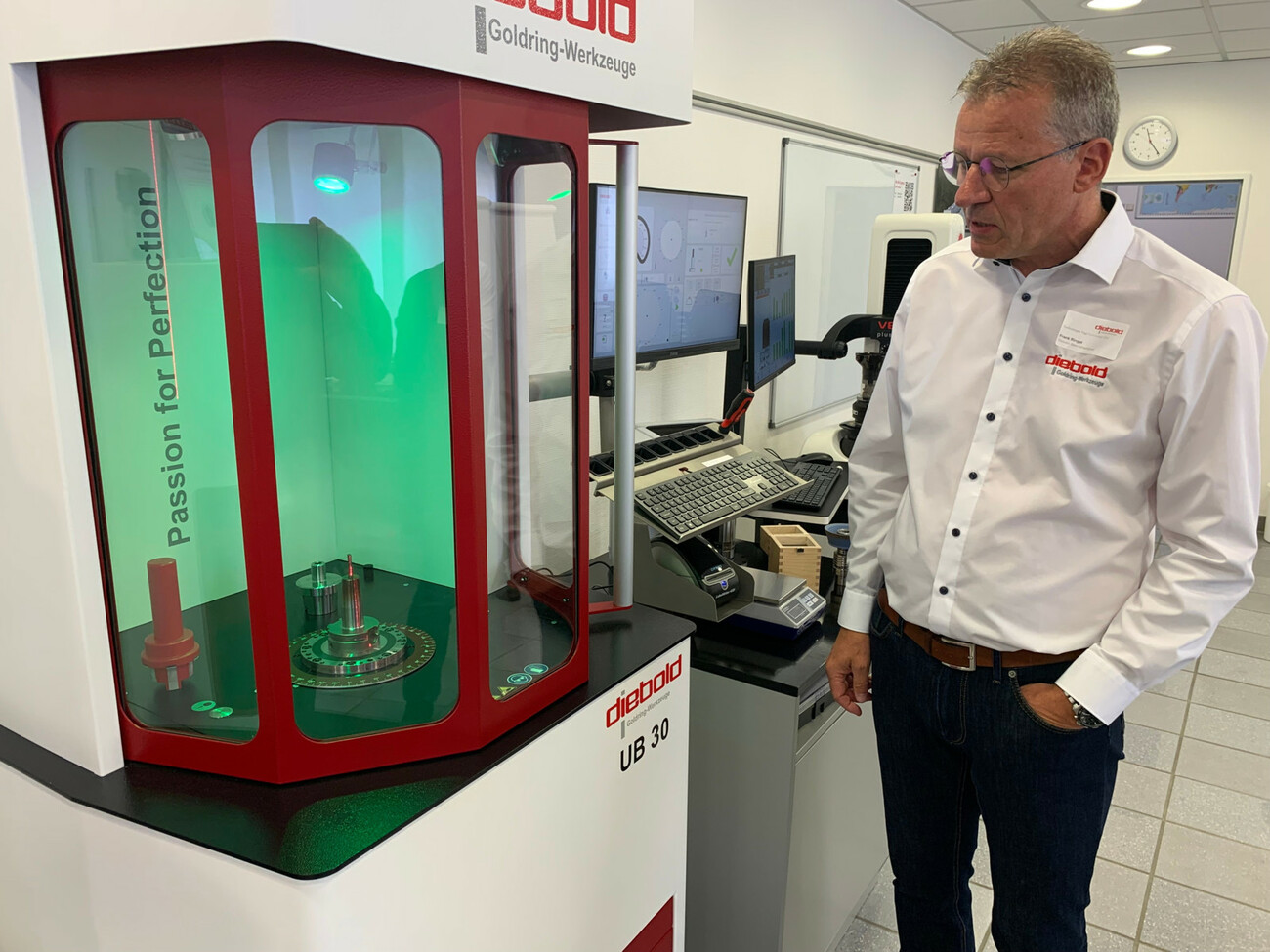
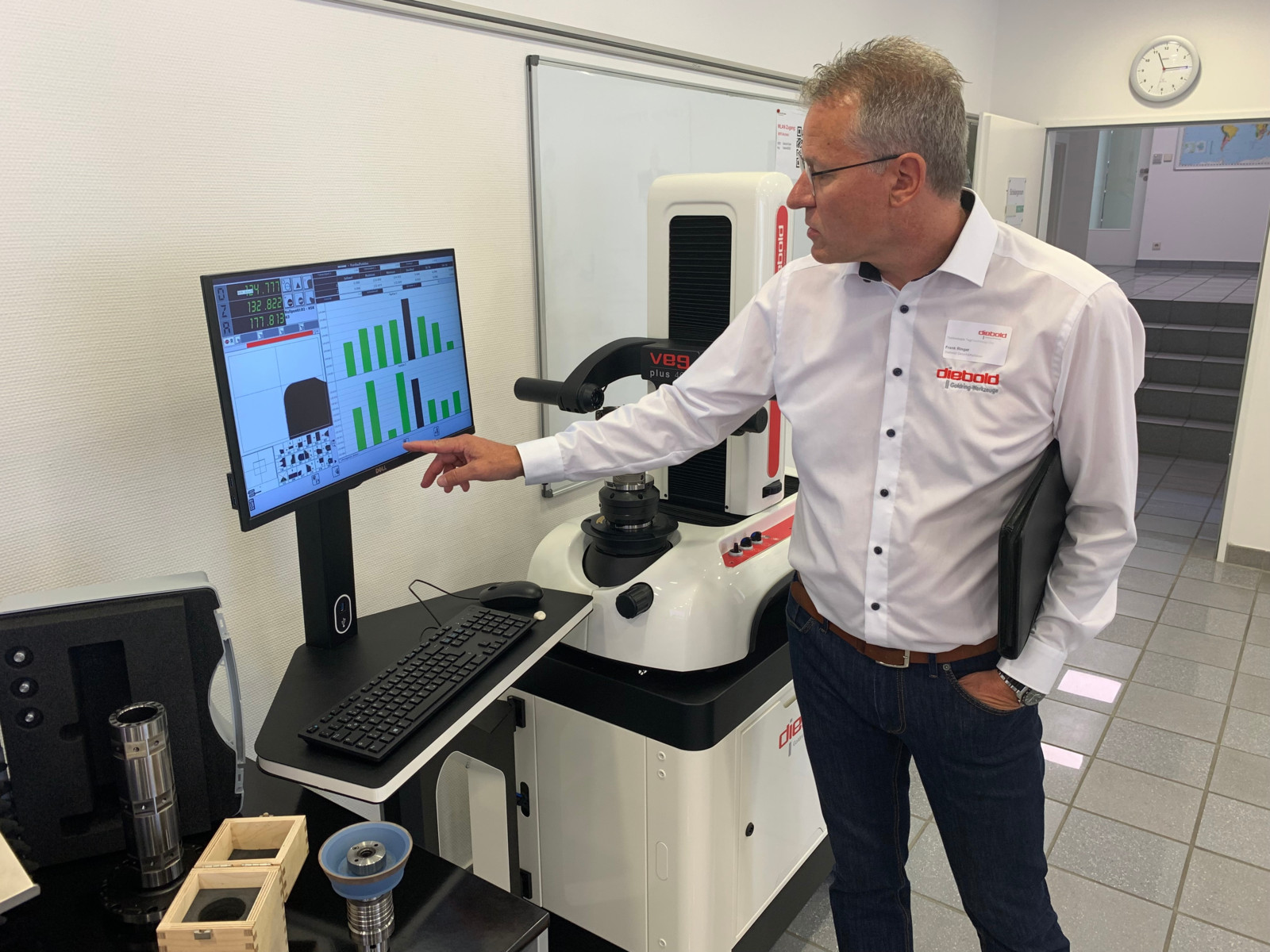
Schritt 2 im nach dem Schrumpfen ist das Wuchten. Dafür bietet Diebold seit kurzem das hochpräzise Wuchtgerät UB30 an. „Es ist fast wieder eine One-Touch-Lösung geworden. Sie müssen das Werkzeug samt Halter nur einsetzen und den Messprozess starten. Das Gerät zeigt Ihnen nach 15 Sekunden mit grünem oder rotem Licht an, ob das Werkzeug in der Wuchttoleranz liegt – oder eben nicht. Bei Rot empfehlen wir, einfach mit einer gezielten Bohrung für 100%ige Wucht zu sorgen.“ Da dabei meist nur einige Milligramm weggebohrt werden müssen, so Frank Ringat, wird Diebold schon demnächst eine automatisierte Lösung mit einem Cobot realisieren und anbieten. Der Cobot würde dann gezielt das überschüssige Material entfernen. Das Werkzeug könnte dann sehr schnell nochmals getestet und als i.O. im Werkzeugdatenmanagement registriert werden. „Großer Pluspunkt unseres Wuchtgerätes sind übrigens die absolut realen Messbedingungen: UB30 spannt als einziges Gerät am Markt die Halter mit den Einzugskräften einer Werkzeugmaschinenspindel ein. Also bei HSK63-Aufnahmen 18 kN statt nur 4 oder 8 kN – das ist schon ein großer Unterschied.“ Nur mit 18 kN lässt sich nach Erfahrung von Hermann Diebold der Werkzeughalter in der Plananlage perfekt spannen und später auch ein sehr präzises Messergebnis erzielen. Messwiederholgenauigkeiten von unter 0,3 gmm und Rundlaufgenauigkeiten von unter 1 µm sind so im Fertigungsumfeld erzielbar. Wie UB30 detailliert funktioniert, erklärte Hermann Diebold schon im April auf ncfertigung.de. „Neu gegenüber der Vorstellung auf der Grinding Hub im Mai ist übrigens jetzt unsere selbstentwickelte und noch transparentere Messdaten-Aufbereitung am Bildschirm, über die wir die Wuchtergebnisse aber auch die Werkzeugdaten sehr schnell an das Werkzeugmessgerät weiterleiten können“, deutet Hermann Diebold den nächsten Schritt an.
Werkzeugvermessung auch für Messdorne und HSK-Messgeräte
Für den letzten nötigen Schritt vor dem Einsatz des Werkzeugs auf der Werkzeugmaschine empfiehlt Frank Ringat vor allem die Werkzeugmessgeräte des italienischen Kooperationspartners Speroni. „Wir setzen die Geräte selbst in der Fertigung für unsere Produktion von Hochfrequenzspindeln, Messdornen, Werkzeughaltern und deren Messgeräten ein. Wir haben nur gute Erfahrungen gemacht.“ Auch das Werkzeugdatenmanagement wird von den Speroni-Geräten nach Angaben von Frank Ringat im hauseigenen Fertigungsnetzwerk fehlerfrei und optimal unterstützt. „Die Messgeräte erfassen die Werkzeuge hochgenau mit vier Stellen hinter dem Komma, was auch für unsere Hochpräzisionsfertigung aufs µm ausreichend ist.“

Rundgang zur vollautomatischen HSK-Produktion
Wie perfekte Fertigung bei Diebold heute aussieht, welche Bausteine nötig sind, zeigte Hermann Diebold auch gerne während des Rundgangs am Technologietag anhand seiner seit 2021 angelaufenen vollautomatisierten HSK-Produktion: Direkt von der Stange produziert Diebold in Jungingen auf zwei von rund einem Dutzend Index-Dreh-Fräszentren hochpräzise HSK-Werkzeughalter. Es werden vor allem die Größen HSK40 und 50 automatisiert produziert auf zwei neuen G200-Maschinen von Index – und danach vollautomatisch via Roboter vermessen.


