
Horn gilt als echter Drehtechnik-Spezialist, hat weitere, neue Technologien und bis dato bereits über zehn Zyklen entwickelt. Wie es mit dem Drehen, Fräsen bis Hightech-Verzahnen und -Hobeln weitergeht, erklärte der Tübinger Hersteller zum 50-jährigen Jubiläum und während der siebten Horn Technologietage. Aber der Reihe nach: Genau am 1.11.1969 hatte Paul Horn den Tübinger Werkzeughersteller als Paul Horn Einstechtechnik gegründet. Der Durchbruch gelang Anfang der 70er Jahre, als Horn als erster die stehende 3-Schneidenplatte auf den Markt brachte, die sich auf Anhieb als Werkzeugsystem durchsetzte. „Im Anwendungsbereich war unsere 3-Schneidenplatte ein unschlagbares Werkzeug. Beispielsweise hatte Mahle damit seine Produktionskosten halbiert“, erinnert sich Geschäftsführer Lothar Horn. „Wir hatten damit auf einen Schlag unseren Auftragseingang verdoppelt. Denn ein Automobilist hatte damals in nur 9 Wochen das komplette Produktionsvolumen eines Jahres geordert. Das war nicht ganz einfach. Denn wie so oft folgten wohl nicht nur in der Geschichte von Horn Erfolg und Depression in einem Atemzug.“
'Technologie Transparent': 50 Jahre und 50 ausstellende Partnerfirmen
Nach 50 Jahren sehr erfolgreicher Firmengeschichten und fast zwei Generationen später begrüßten die Geschäftsführer Lothar Horn, Markus Horn und Matthias Rommel am 5. Juni zu den 7. Technologietagen gut 4.700 Besucher am heutigen Stammsitz in Tübingen. Unter dem Motto ‚Technologie Transparent‘ gab Horn den Besuchern einen großzügigen Einblick in seine drei Werke. „Wir nutzen die Technologietage regelmäßig, um mit unseren Kunden und Geschäftspartnern bei uns im Haus in den direkten Dialog zu kommen“, erklärt Geschäftsführer Lothar Horn. Besucher aus 35 Ländern waren gekommen, um zahlreiche Fachvorträge, Praxisdemonstrationen sowie über 50 ausstellende Partnerunternehmen zu erleben.
Vorzeige-Produktionskonzept GreenLine
Schon der Rundgang durch die drei Werke gab viele Antworten, warum Horn in den letzten 50 Jahren seinen Jahresumsatz auf zuletzt weltweit 300 Mio. Euro steigern konnte. Nach wie vor beeindruckend ist das 2016 in Betrieb genommene Werk II, in das Horn rund 70 Mio. Euro investierte und damit weltweit mittlerweile über 100 Fräs- und Drehzentren sowie mehr als 400 Schleifzentren verfügt. „Entsprechend können unsere Kunden nicht nur auf ein Lieferprogramm von über 25.000 Präzisionswerkzeugen zugreifen, sondern auch weit über 150.000 Anwendungslösungen in Kombination mit einer extrem schnellen Lieferfähigkeit.“ Standardwerkzeuge, versichert Lothar Horn, liefert Horn deshalb standardmäßig binnen 24 h, Sonderwerkzeuge in 5 Tagen nach Zeichnungsfreigabe durch den Kunden via dem werkseigenen Vorzeige-Produktionskonzept GreenLine.
Neue Dimension der Beschichtung
Als Highlight in der Produktion nennt Matthias Rommel die neue Hauzer Beschichtungsanlage. Bereits 2016 präsentierte Horn die ersten eigenentwickelten Beschichtungen. „Damit haben wir zusammen mit Cemecon 2016 eine neue Dimension der HiPIMS-Beschichtung auf den Weg gebracht. Wir verfügen nun über ganz andere Schicht-Qualitäten und können nun viel dünner beschichten.“ Inklusive Geometrieveränderungen wurden so bis dato regelmäßig zwischen 60 und 200% Standzeiterhöhung bei Kunden erzielt, berichtet Matthias Rommel. Das hat natürlich seine Auswirkungen: „Die Zahl unserer Kunden, die ihren Werkzeugbedarf nur noch bei uns komplett decken, steigt immer weiter. Das liegt zum einen daran, dass wir Stand heute fast sämtliche Werkzeuge anbieten. Das liegt aber auch daran, dass diesen Kunden die Beratung, Qualität und Lieferzuverlässigkeit sehr wichtig ist“, erklärt Markus Horn.
Die Basis ist: Prozesse besser machen
Entscheidender Bestandteil dieser Kundenorientierung ist nach seiner Einschätzung aber nach wie vor die klassische Prozessoptimierung vor Ort: „Für Horn sind täglich nur in Deutschland rund 70 Außendienstmitarbeiter im Einsatz, die mit ihren Kunden über Taktzeit- und Bearbeitungszeitreduzierung sprechen. Das ist die Basis. Prozesse Minute um Minute und Sekunde um Sekunde besser machen – durch bessere Bearbeitungsstrategien und natürlich auch neue Werkzeuge.“ Dennoch ist sich Markus Horn sicher, dass sich die Zerspanungstechnik bis 2025 weder durch die E-Mobilität noch durch politische Krisen fundamental verändern wird. „Im Gegenteil. Es sind weitere, teilweise starke Impulse absehbar: Aerospace ist sehr stabil, auch noch die nächsten 20 Jahre. Hybridfahrzeuge bedeuten eigentlich Wachstum und die Alterspyramide wird die Medizintechnik weiter beleben.“ Wirklich gefährlich sei eigentlich nur die aktuelle Zoll- und Freihandelspolitik.
Technologie vom Feinsten
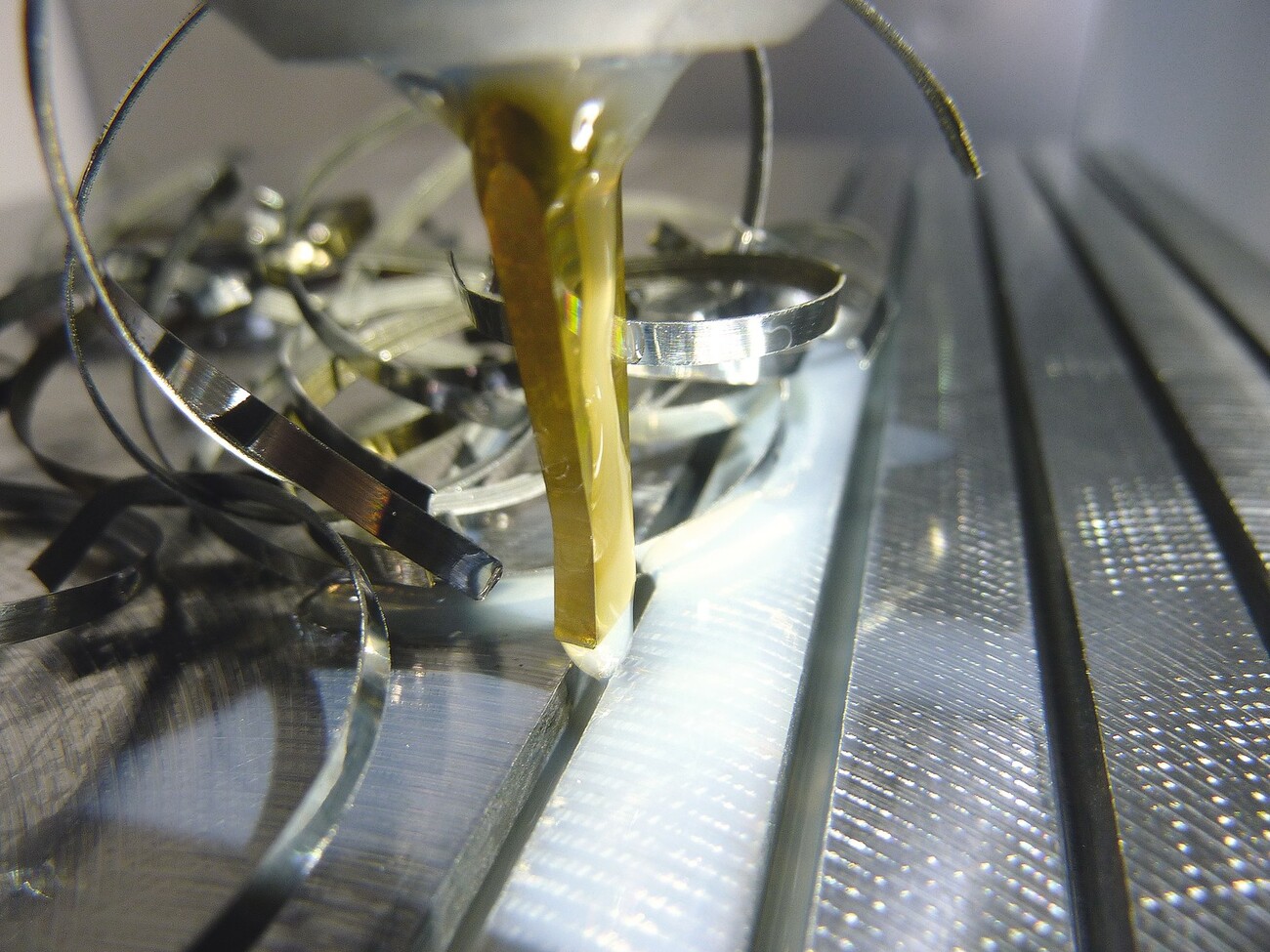
Für Markus Kannwischer, seit vielen Jahren Leiter Technik und Mitglied der Geschäftsleitung, ist gerade die Fokussierung auf neue Technologien und innovative Schneiden entscheidend. „Auf der letzten AMB 2018 hatten wir gleich drei neue Technologien vorgestellt: Spektakulär war sicherlich neben dem Polygondrehen und dem deutlich verbesserten Gewindewirbeln das von uns völlig neu interpretierte Hobeln.“ Dieses Speed-Forming wird nach Einschätzung von Markus Kannwischer zwar in absehbarer Zeit keine anderen Technologien komplett großflächig ersetzen können. Dennoch sei es eine Nischenanwendung, die bereits zum Einsatz kommt und vor allem tolle Alleinstellungsmerkmale hat.
Ideale Ergänzung: Speed-Forming
„Es ist eine ideale Ergänzung für bereits bestehende Fräsprozesse“, so Markus Kannwischer. Speed-Forming würde bereits äußerst effizient sein bei einem L/D-Verhältnis von 1 zu 8. Das würde das Verfahren auch klar zum Fräsen abgrenzen. So lassen sich mit dem Speed-Forming am besten schmale, tiefe Nuten von 2 bis 3 mm Breite mit Tiefen von rund 20 mm erzeugen. Die maximale Zustellung liegt bei 0,3 mm. Die Schnittgeschwindigkeit von rund 60 m/min wird vom Eilgang der Maschine begrenzt. „Theoretisch wären aber auch 180 m/min möglich. Geometrisch interessant ist, dass sich mit den Werkzeugen auch bogen- und wellenförmige Nuten, also Schlangenlinien erzeugen lassen.“ Radien bis 75 mm sind so im Eilgang ausführbar. Mit weiteren, speziellen Werkzeuggeometrien könnten sogar Radien von 25 und 20 mm erzeugt werden, definiert Markus Kannwischer das wohl schon bald technologisch Machbare.
Hobeln in der Nische – Polygondrehen in der Breite
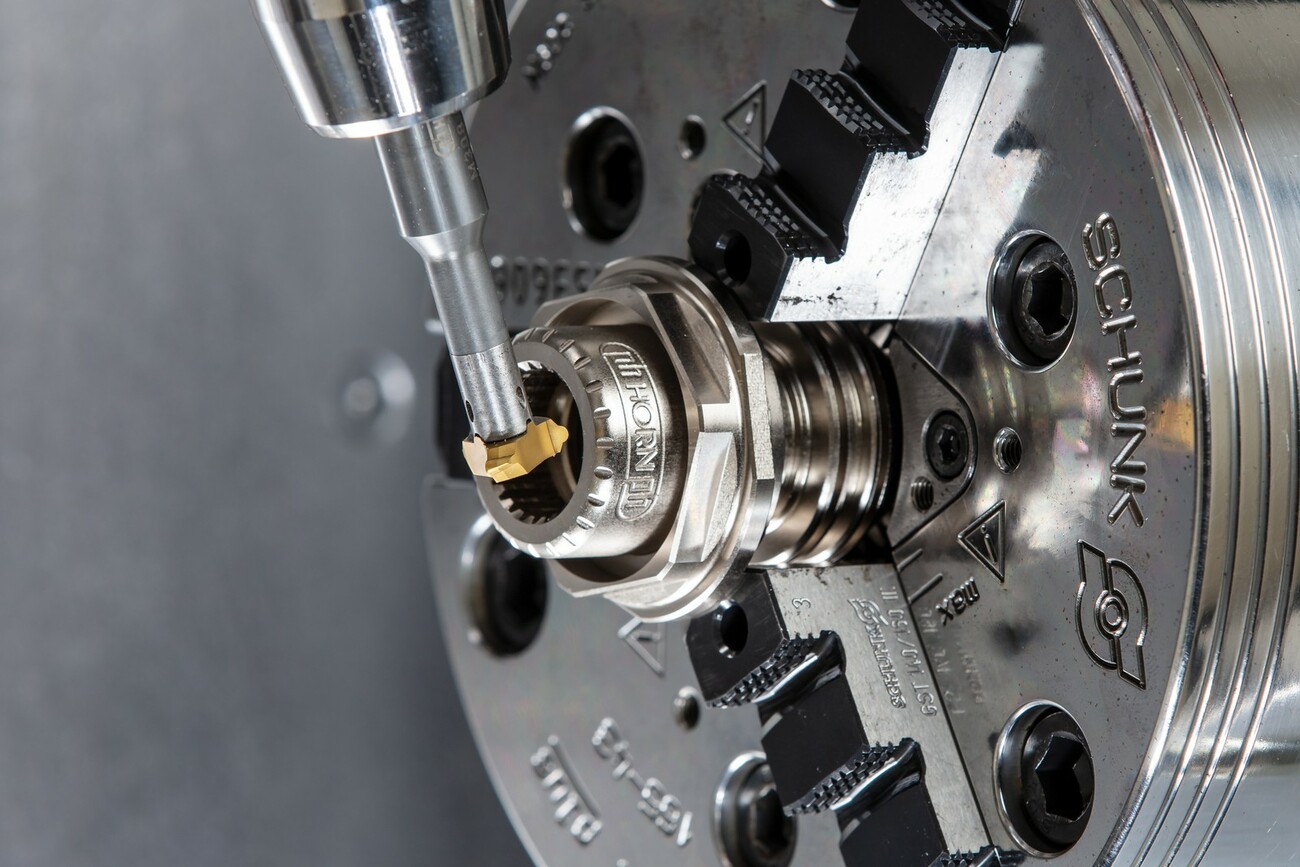
Größeres Potenzial über die bis dato laufenden Nischenanwendungen hinaus würde zudem das Polygondrehen versprechen. „Mit einer zusätzlichen Achse könnten nicht nur zylindrische, sondern auch konische Polygone gedreht werden, wie sie etwa zum Drehen der Polygonschnittstelle ISO 26623 nötig sind.“ Mit den eingesetzten Supermini- und Miniwerkzeugen könnten sowohl Außen- wie auch Innen-Polygone hergestellt werden, beispielsweise zur seriellen Herstellung von Steckverbindungen. Am Beispiel des Polygondrehens ist nach Erfahrung von Markus Kannwischer sehr schön zu sehen, was mit deutlich schnelleren Prozessoren, präziseren Antrieben und eben aktuellen Maschinengenerationen möglich ist. „Die frühere Kopplung über Getriebe und die damit üblichen mechanischen Ungenauigkeiten oder die nur einfachen Synchronisierungen sind längst passé. Vor allem in den letzten fünf Jahren sind auch Universalmaschinen auf den Markt gekommen, die viele Funktionen dazubekommen haben – und vor allem die neuen Zyklen abarbeiten können. Das ist ein riesiges Plus.“
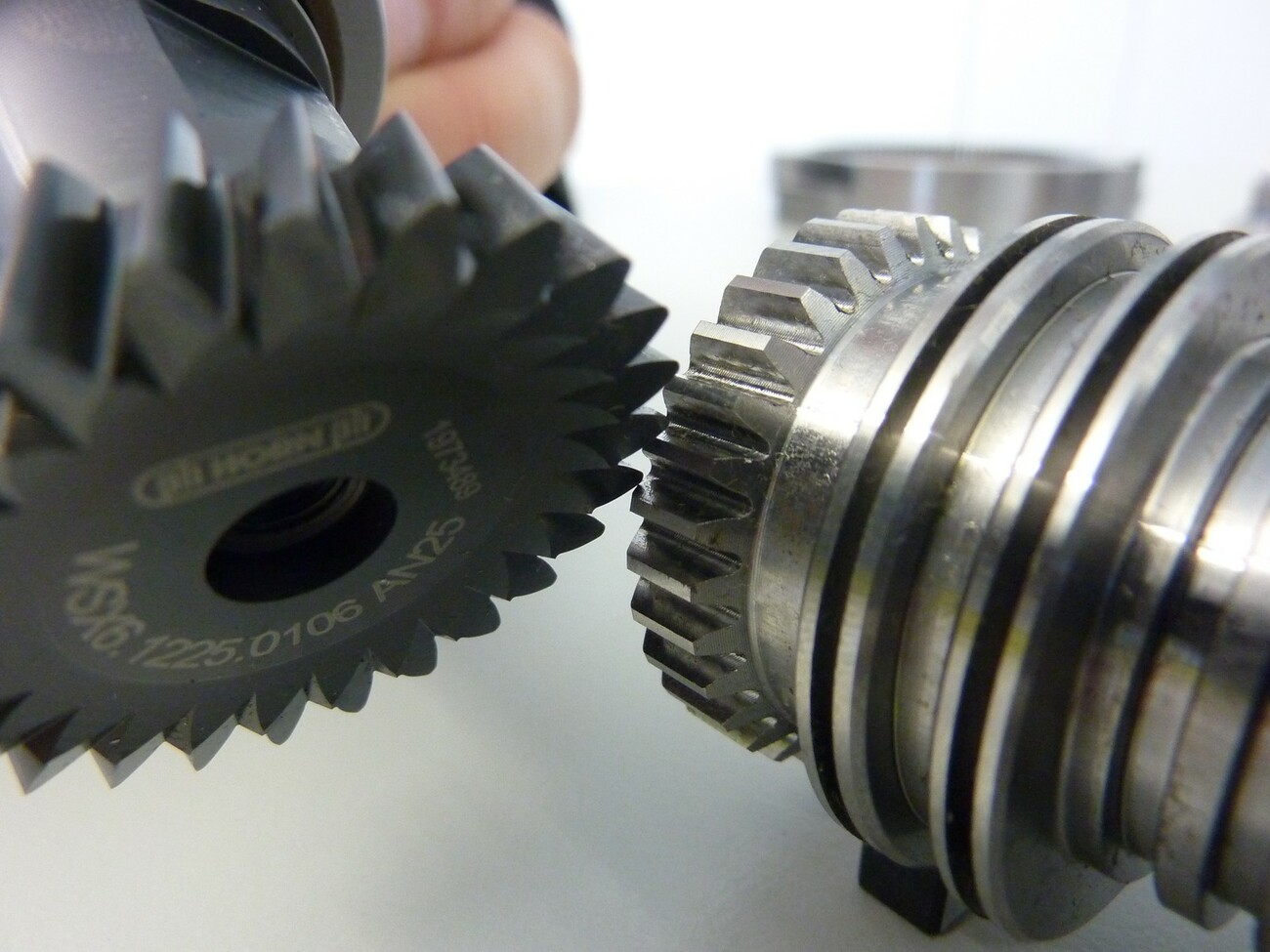
Wälzschälen bis IT5 und zur wiederholbaren Schleifgenauigkeit
Deshalb könnte jede halbwegs moderne Maschine heute auch Wälzschälen. „Sie brauchen nur unsere Werkzeuge und können mit dem Wälzschäl-Zyklus binnen 20 Sekunden eine komplette Außenverzahnung in der Qualität IT6 erzeugen“, versichert Markus Kannwischer. „Offiziell können wir IT8 fertigen, praktisch realisiert wird aber in der Regel IT6 bis IT5. Ein namhafter Kunde erreicht – wie er uns versichert hat – sogar wiederholbar Schleifgenauigkeit.“ Weder die früher nötigen Verzahnungsmaschinen noch Spezialwerkzeuge sind dafür nötig, betont Markus Kannwischer. Lediglich Werkstück- und Werkzeugspindel müssen synchron in einem bestimmten Drehzahlverhältnis laufen können. Nötig für das Wälzschälen sind allerdings nach Angaben von Markus Kannwischer akzeptable Schnittgeschwindigkeiten und damit Drehzahlen, weil die Werkzeuge mit rund 100 m/min (vc) laufen. „Der Fräser – und damit die angetriebene Achse – muss mit 300 m/min laufen. Da es sich um einen Schälprozess handelt, bewegt sich der Fräser dann mit einer effektiven Relativgeschwindigkeit, also der Fräsgeschwindigkeit von 100 m/min“, erklärt Markus Kannwischer das Wälzschälen. Wichtig sei, die hohe Drehzahl des Fräsers hoch und synchron zu halten, wozu wiederum sehr reaktionsschnelle Regler gebraucht werden, damit die Steuerung die Achsen synchronisieren kann.
Bis Modul 0,25 und 5
Prinzipiell können so alle Außen- und Innenverzahnungen, gerade und schräg hergestellt werden. „Bei Kegelrädern muss man aufpassen. Aber auch die Bauteilgeometrie, innere Spannungen und das Tragbild sind entscheidend für die erzielbare Oberflächenqualität und die Verzahnungsgüte.“ Demnach hatten ausführliche Tests mit dem Drehmaschinenhersteller Index ergeben, dass eben die Auslegung der Werkzeuge individuell und nur selten trivial sei. „Beim Wälzschälen arbeiten wir mit überlagerten Bewegungen. Letztlich zeigt erst das gefertigte Profil, welche Qualität erreichbar ist.“ Dazu kommt, berichtet Markus Kannwischer, das jeder Hersteller in punkto Zahnform seine eigene Philosophie verfolgt – was aber letztlich von der Zahngeometrie, dem Anstellwinkel und vom Prozess abhängt. „Mit unseren Werkzeugen können wir momentan von Modul 0,25 bis 5 fertigen.
Abrundung des Wälzschälprogramms mit Wendeschneidplatte
Innenverzahnungen ab 15° Achs-Kreuzwinkel, bei Durchmessern von 15 bis 140 mm – mit Wendeschneidplattenwerkzeugen künftig bis 200 mm. Da sind wir stolz drauf“, betont Markus Kannwischer die Abrundung des vollen Wälzschälprogramms, das Horn bis zur EMO abschließen will. Ähnliches gilt für das Polygondrehen, das Horn nicht nur mit Wendeplattenwerkzeugen aufrüstet. „Wir stellen dann die Schneide und den Prozess, also Werkzeug und den erforderlichen Zyklus. Damit können dann sogar bekannte Polygonschnittstellen für Werkzeugaufnahmen gefertigt werden“, stellt Markus Kannwischer in Aussicht.
Mehrkantschlagen: Sechs Schlüsselflächen fräsen in 20 s
Am meisten Bewegung, also Potenzial würde derzeit das Wälzschälen versprechen. Nach wie vor sehr spannend sei auch das Mehrkantschlagen. „Den Zyklus haben wir bereits vor gut 10 Jahren entwickelt; er ist auch in punkto Kinematik und Dynamik keine große Herausforderung, aber in der Anwendung einfach einmalig, weil Sie damit beispielsweise in rund 20 Sekunden sechs Schlüsselflächen für einen 41er Schraubenschlüssel an ein Drehteil fräsen können.“ Dafür müssen am Werkzeug je nach der gewünschten Anzahl der Flächen nur eine vordefinierte Anzahl an Schneiden platziert werden. „Es muss auch nicht symmetrisch sein. Und sie können auch nur eine Fläche am Umfang des Drehteils anfräsen“, erklärt Markus Kannwischer die großen Möglichkeiten. Wie bei allen anderen Zyklen, liefert Horn natürlich auch beim Mehrkantschlagen sämtliche Prozessparameter mit.