
Ein permanent angetriebener Werkzeughalter, der in der automatisierten Produktion zum Einsatz kommt? Sauter Feinmechanik hat die erste vollständig mit Druckluft angetriebene Bohr- und Vorschubeinheit entwickelt. Mit einer sensorischen Endlagenabfrage ausgestattet, bietet die Einheit maximale Prozesssicherheit. Dadurch erhöhen Anwender ihre Standzeiten und ihre Bearbeitungsqualität deutlich.
Produzierende Unternehmen setzen auf Robotik
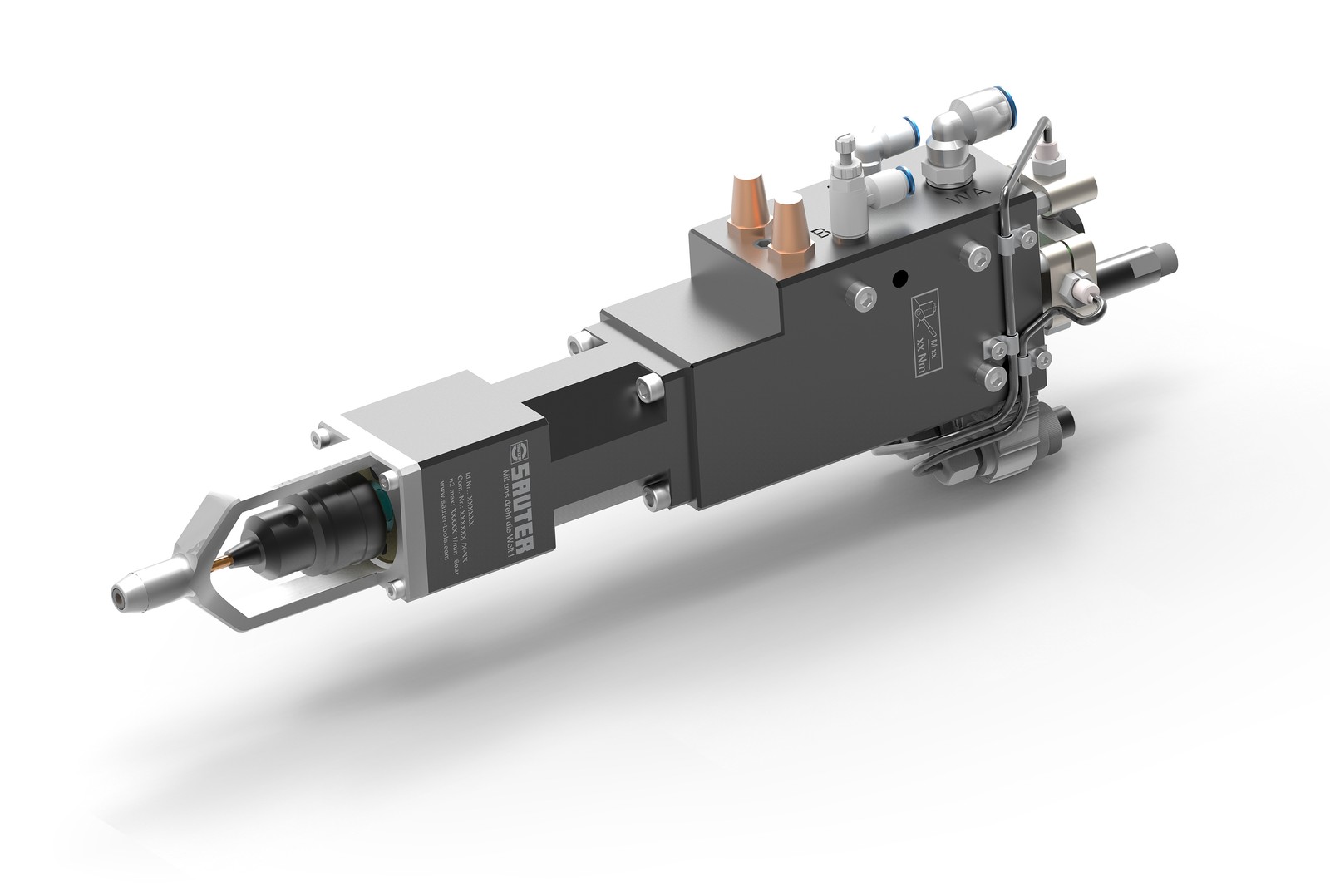
Produzierende Unternehmen aus dem Automotive-Bereich setzen zunehmend auf Robotikanwendungen – beispielsweise, um Bohrungen in Blechteile zu setzen. Sperrige Motoren und andere konventionelle Antriebsmöglichkeiten (inklusive Hydraulikleitungen) hemmen oft die Agilität vollautomatisierter Roboter- und Handlingsysteme. Bei der rein pneumatischen Bohr- und Vorschubeinheit von Sauter dagegen ist kein externer Motor erforderlich: Außer Druckluft, die in Industrierobotern immer vorhanden ist, werden keine zusätzlichen Medien verwendet, was die Sauter-Lösung kompakt, kostensparend und ökologisch macht. Darüber hinaus ist das System sehr flexibel, wie Markus Feder, Teamleiter Vertrieb Tooling bei Sauter, erklärt: „Bei der derzeit in der Automobilindustrie eingesetzten Baugröße werden Drehzahlen von bis zu 4.000 Umdrehungen pro Minute erreicht. Wir können die Bohr- und Vorschubeinheit auch in deutlich größeren Baugrößen und mit wesentlich höheren Werten umsetzen. Damit ist das System für eine Vielzahl von Anwendungen aus den Bereichen Automotive, Flugzeugbau und Schiffsbau geeignet.“
Kein Stillstand
In der Sauter-Bohr- und -Vorschubeinheit werden Vorschub und Drehzahl separat angesteuert, was zur Folge hat, dass der Bohrer bereits vor dem Vorschub auf Touren gebracht werden kann. Sobald eine Bohrung gesetzt werden muss, wird der Bohrer mittels einer Zentrierbuchse präzise an die entsprechende Stelle geführt und dringt mit optimaler Drehzahl in das Material ein. Damit hinterlässt der Bohrer selbst in einer schrägen Fläche eine perfekt runde Form und kann binnen kurzer Zeit eine Vielzahl von Bohrungen setzen. Bei einem bisher handelsüblichen System werden Drehzahl und Hub dagegen etwa gleichzeitig aktiviert, wodurch der Bohrer nicht mit optimaler Drehzahl in das Bauteil eindringen kann und so eine eher polygonförmige Bohrung entsteht. Bei einer Bohrung in einer schrägen Fläche würde das Werkzeug sogar abrutschen, was Verschleiß am Bohrer und Ungenauigkeit am Werkstück zur Folge hätte. Mit der Sauter-Bohr- und -Vorschubeinheit können die Standzeiten des Bohrers und die Qualität der Bearbeitung signifikant erhöht werden. Darüber hinaus werden die Werkzeugkosten dadurch reduziert, dass der Bohrer seltener gewechselt werden muss. Zu einem dauerhaften, effizienten und produktiven Einsatz des Werkzeugs trägt auch eine nur bei Sauter verfügbare Endlagenabfrage mittels Sensor bei. Diese stellt sicher, dass sich die Einheit vor jedem Prozessschritt in der optimalen Position befindet, und sendet ein entsprechendes Signal an die Steuerung. Damit beugen Anwender Beschädigungen am Bohrer und somit Stillstandszeiten vor.
Sicherheit geht vor - auch beim angetriebenen Werkzeughalter
Mindestens ebenso wichtig wie Produktivität ist Sicherheit. Daher stellte Sauter bei der Entwicklung der Bohr- und Vorschubeinheit auch das Thema Unfallschutz in den Fokus. Konkret ging es um den sehr unwahrscheinlichen, aber theoretisch möglichen Druckluftabfall während der Bearbeitung. Dieser hätte einen kurzfristigen Verlust der Kontrolle über den Bohrer zur Folge. Die von Sauter entwickelte Lösung ist in der Lage, diese Situation zu erkennen und entsprechend zu reagieren: Tritt ein solcher Ernstfall ein, fährt der angetriebene Werkzeughalter sofort automatisch in die Ausgangsposition zurück. Ein Verletzungsrisiko für den Mitarbeiter ist damit ausgeschlossen.
cd