von Martin Wohlgenannt
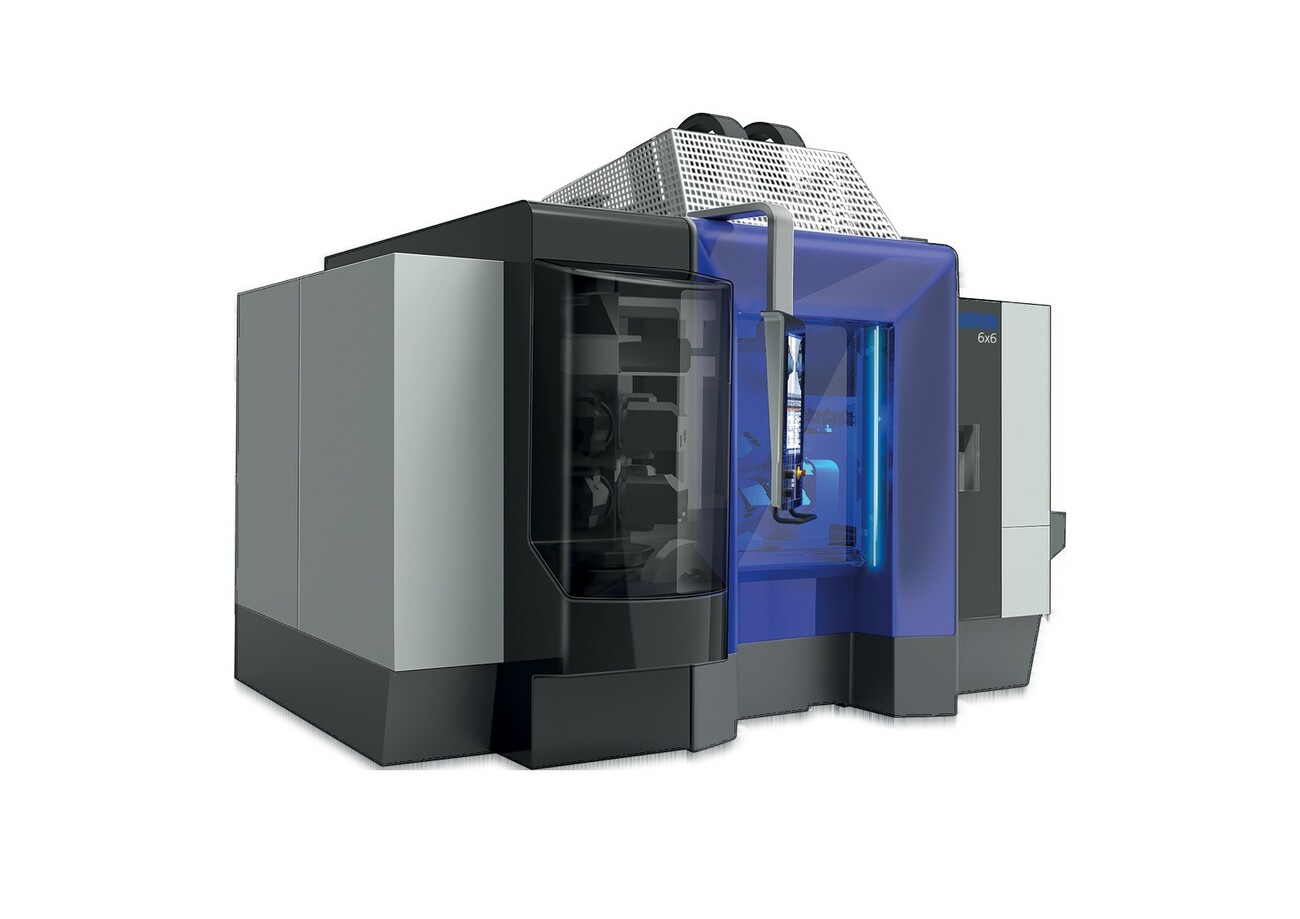
Die Entwickler des Werkzeugmaschinen-Baukastensystems Mikron 6x6 orientierten sich konsequent an den Forderungen der Praktiker. Bei diesen dominiert erstens die Forderung, dass die komplette Fertigung von Bauteilen auf einer einzigen Maschine erfolgen soll. Dies ermöglicht das System durch die Kombination von sechs Werkstücktischvarianten mit sechs Automatisierungsstufen als Ein- oder Zweispindelversion. Damit verfügt sie über alle erforderlichen Bearbeitungs- und Bewegungsachsen und alle Freiheitsgrade für die allseitige Bearbeitung von Werkstücken. Ebenfalls ganz oben steht die Forderung nach optimaler Wirtschaftlichkeit der Bearbeitungsprozesse. Mit gesteigerter Ausbringleistung und Senkung der Nebenzeiten bietet die Maschine auch hier sehr gute Voraussetzungen. Sie punktet außerdem mit hoher Flexibilität durch schnelles Umrüsten bei Produktionswechseln.
An die Situation angepasst
Zur Wirtschaftlichkeit trägt auch bei, dass der Anwender seine Investition zunächst ausschließlich auf jene Maschinenkomponenten eingrenzen kann, die seine aktuelle Produktionssituation verlangt. Der Mikron-6x6-Baukasten besitzt sowohl die Fähigkeiten von Horizontal-Bearbeitungszentren und automatisierten Bearbeitungszentren als auch jene von Zweispindel-Fräsmaschinen. Mit der wirtschaftlichen Präzisionsbearbeitung von Stählen, Gusswerkstoffen oder Leichtmetallen empfiehlt sich die Maschine für Branchen wie Automobilzulieferer, Luft- und Raumfahrt, Medizintechnik, Hersteller von Hydraulik- und Pneumatikkomponenten, aber auch für Werkzeughersteller und Maschinenbauer.
Geschlossene Rahmenbettkonstruktion mit hoher Steifigkeit
Der als Mikron Power Frame (MPF) bezeichnete Maschinenkörper ist eine geschlossene Rahmenbettkonstruktion mit hoher Steifigkeit auch bei größeren Querwegen, zum Beispiel beim Fräsen mit zwei vertikalen Spindeln. Der symmetrische Grundaufbau des Maschinenkörpers sorgt für eine optimale Wärmeverteilung. Da der Rahmen nach unten offen ist, können die Späne ungehindert in den darunter montierten Späneförderer fallen.
Das massive Mineralgussbett dämpft Schwingungen auch bei hohen Beschleunigungen und schafft damit eine wichtige Voraussetzung für die Präzisionsbearbeitung. Die gute Schwingungsdämpfung trägt außerdem zu langen Werkzeugstandzeiten bei.
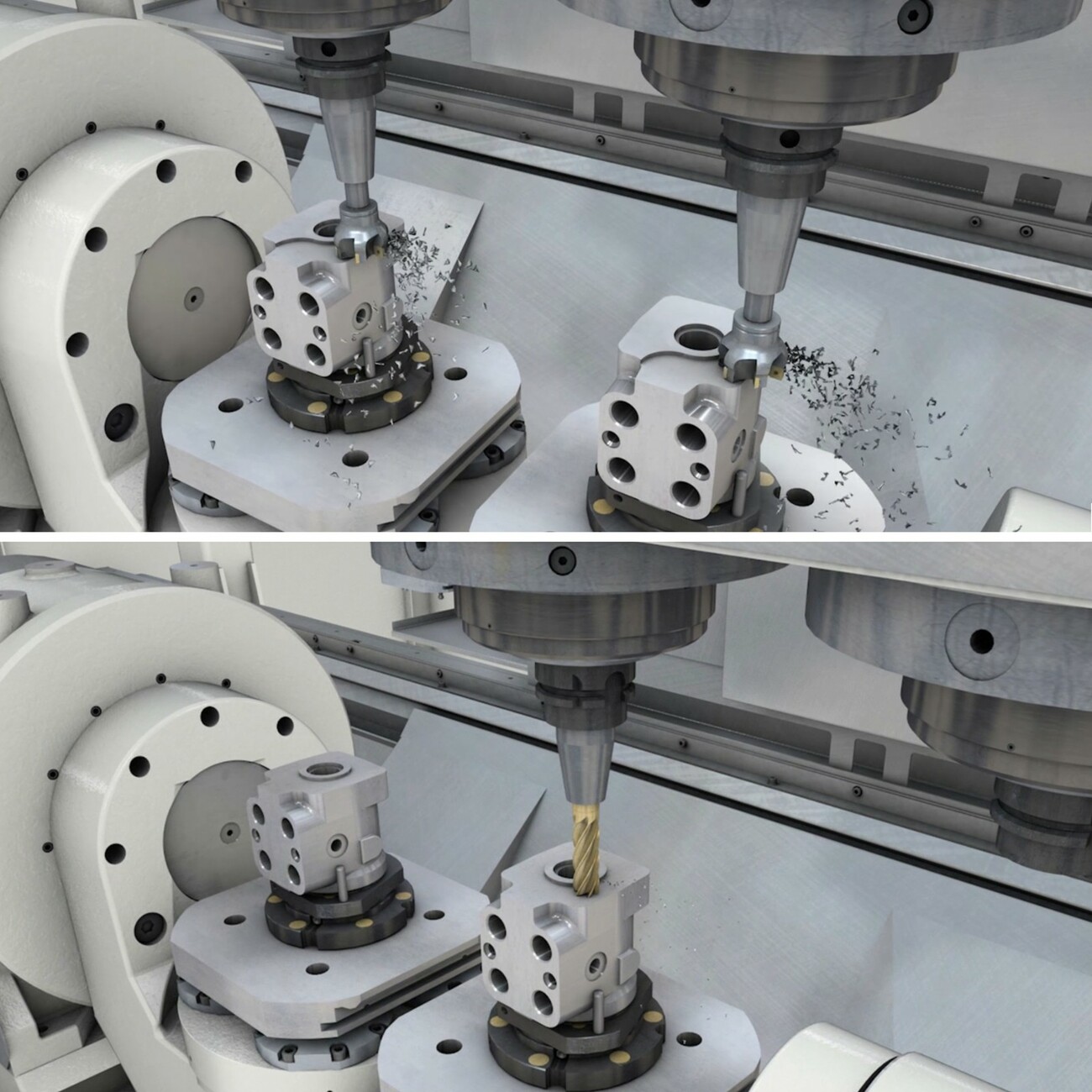
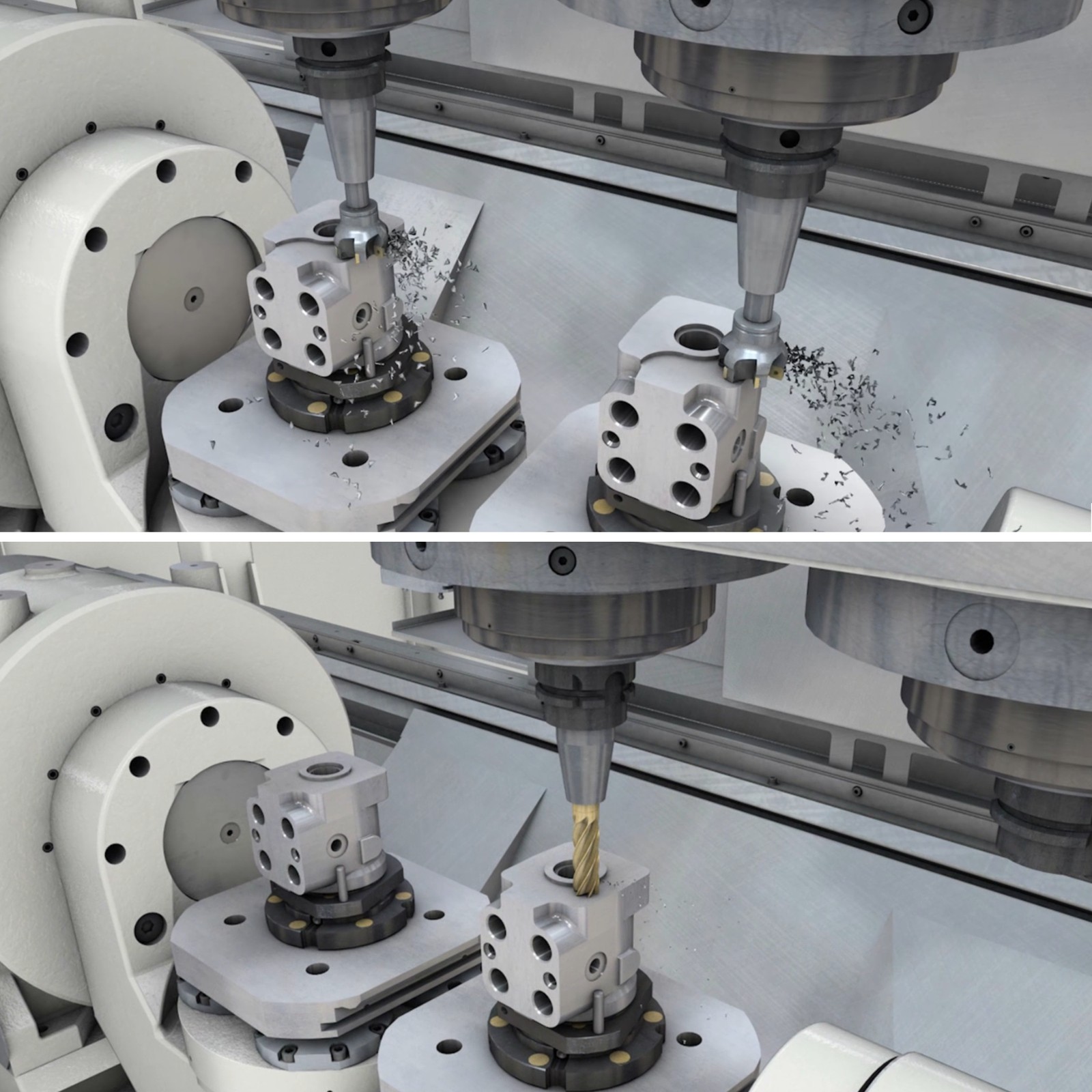
Alle Werkstücke sind von jeder der beiden Spindeln erreichbar. Damit ist es möglich, auch bei Mehrfachspannung zusätzlich zu der Zweispindel-Schrupp- und Schlichtbearbeitung eine CNC-korrigierte Einspindel-Finishbearbeitung durchzuführen. Der Anwender erspart sich so ein zusätzliches Einspindel-Bearbeitungszentrum für die Präzisionsbearbeitung und den Teiletransfer von einer Maschine auf die andere.
Die linksseitig angeordnete Automation der Werkstückzuführung und -entnahme ruht auf demselben Mineralgussbett wie die Bearbeitungsstation. Mit dem gemeinsamen Maschinenbett entfallen störende Schnittstellen. Trotz der Vielzahl der Varianten, welche die Maschine für die Bearbeitung und die automatisierte Einbindung in die anderen betrieblichen Fertigungsabläufe bietet, ist sie sehr kompakt. Automation und Werkraum sind klar getrennt. Die Bearbeitung der Werkstücke erfolgt innerhalb des kubischen MPF, während die Werkstücke auf der linken Seite zugeführt und ent-nommen werden.
Mineralgussbett in drei Längen verfügbar
Entsprechend den Anschlussmaßen der einzelnen Automationsstufen ist das Mineralgussbett in drei Längen verfüg-bar. Damit stehen dem Werkstückspanntisch in der x-Achse Verfahrwege von 840 bis 2.200 mm zur Verfügung, in y-Richtung 700 und in der z-Achse 500 mm. Alle Achsen verfügen über integrierte Präzisionsführungen und Glasmaßstäbe. Die Kette des 84 Werkzeuge fassenden Magazins verläuft auf der rechten Seite und auf der Rückseite der Maschine. Für sehr kurze Span-zu-Span-Zeiten und hohe Produktivität besorgt ein Werkzeug-Übergabeshuttle den Werkzeugwechsel hauptzeitparallel durch eine Schleuse auf der Rückseite des Bearbeitungsraums. Bestückt wird das Werkzeugmagazin durch eine große Tür auf der Rückseite der Maschine.
Von Enzelfertigung bis Volumenproduktion
Je nach Kombination der Automations- und Werkstücktisch-Varianten lässt sich die Maschine für die Einzelfertigung ebenso ausrüsten wie für die halbautomatische Produktion von Kleinserien oder die automatische Volumenproduktion mit mannlosen Schichten. Sowohl bei der Einspindel- als auch bei der Zweispindelvariante lassen sich zur weiteren Automatisierung die Beschickung mit Rohteilen und die Entnahme der fertigen Teile mit Fremdsystemen kombinieren. Zum Beispiel mit konfigurierbaren Palettenautomatisierungen.
Die Werkstücktischauswahl enthält zum Beispiel einen Winkeltisch, auf dem das bis zu 800 mm × 600 mm × 500 mm große Werkstück bei der Einspindelvariante manuell aufgespannt wird. Bei der Zweispindelvariante können Werkstücke bis 300 mm × 600 mm × 500 mm aufgespannt werden. Während der Bearbeitung ist der Winkeltisch in drei Achsen beweglich. Die weitere Auswahl reicht bis zur in vier Achsen beweglichen Spannbrücke. Mit dieser lassen sich auf zwei oder vier Spannbereichen in zwei Settings acht oder sechzehn Teile auf allen sechs Seiten fertig bearbeiten.
Sechs Automationsvarianten
Es stehen noch vier weitere Varianten von Werkstücktischen zur Auswahl: So etwa eine Vierachseneinheit für das Einspannen des Werkstücks zwischen Futter und Gegenspitze. Zudem ein NC-Rundtisch mit liegender Achse, die während der Bearbeitung 90° nach oben takten kann und damit eine 4-Achsen-Bearbeitung auf vier Seiten ermöglicht. Auf diesem NC-Rundtisch lässt sich tangential eine fünfte Seite bearbeiten. Zusätzlich stehen ein 5-Achsen-Schwenk-rundtisch und ein 5-Achsen-Doppel-Schwenkrundtisch zur Auswahl. Für die Werkstückbeschi-ckung gibt es sechs Automationsvarianten, die mit jeder der sechs Werkstücktischvarianten kombinierbar ist.
Mikron-4.0-Produkte integrierbar
In jeder Ausbauvariante wird die Maschine von einer Siemens Sinumerik 840D sl gesteuert. In die Steuerung lassen sich je nach Bedarf verschiedene Mikron-4.0-Produkte integrieren. Dazu gehören zum Beispiel vorausschauende Wartung, Online-Simulationen oder interaktives Troubleshooting in Zusammenarbeit mit Technikern von Mikron. Dem Maschinenbediener steht mit Augmented Connection auch eine Extended Augmented Reality zur Verfügung, also eine computergestützte Ergänzung von maschinenbezogenen Bildern oder Videos mit eingeblendeten Zusatzinformationen. Schnittstelle der Steuerung zum Maschinenbediener ist das interaktive Mikron HMI (Human Machine Interface), das sich ohne großen Aufwand an die Bedürfnisse des Maschinenführers anpassen lässt.
rk