


Eines wurde während der 14. Schmalkalder Werkzeugtagung klar: Simulation ist heute eines der entscheidenden Tools in der Werkzeugentwicklung – KI, die Künstliche Intelligenz, muss zumindest nach strenger Definition noch selbst an Praxisrelevanz zulegen, obwohl es sowohl in den Vorträgen wie auch im Versuchsfeld der GFE Schmalkalden schon hier und da auftauchte. Aber der Reihe nach: Insgesamt 21 Experten hatten sich vom 10. bis 11. November zur Werkzeugtagung im Audimax der Hochschule Schmalkalden zusammengefunden und die aktuellen Werkzeugtrends erläutert. Wie es der neue GFE-Schmalkalden-Geschäftsführer Dr.-Ing. Florian Welzel und sein Vorgänger Prof. Dr.-Ing. Frank Barthelmä bereits bei der Vor-Pressekonferenz im August angekündigt hatten, waren die Schwerpunkte natürlich Digitalisierung, Automatisierung, Additive Fertigung.


Werkzeugentwicklung mit Simulation und KI bis zum Vibrationsbohren
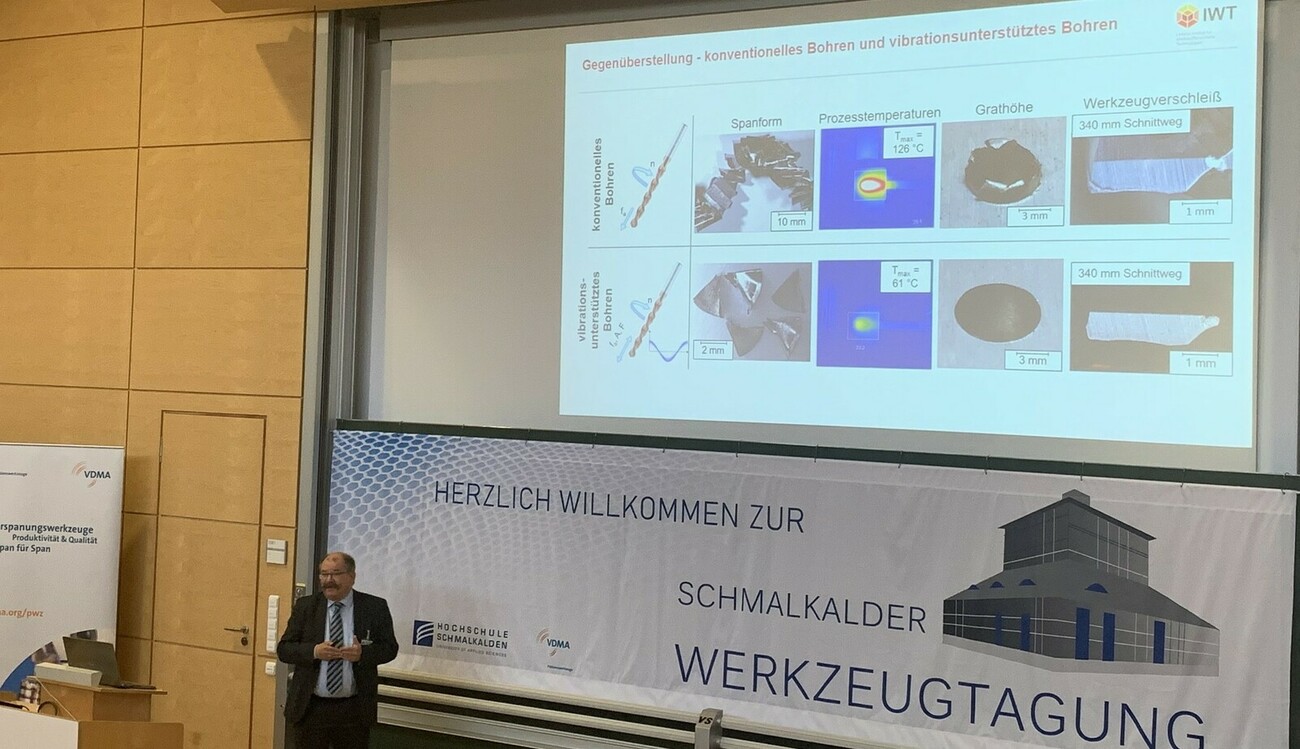
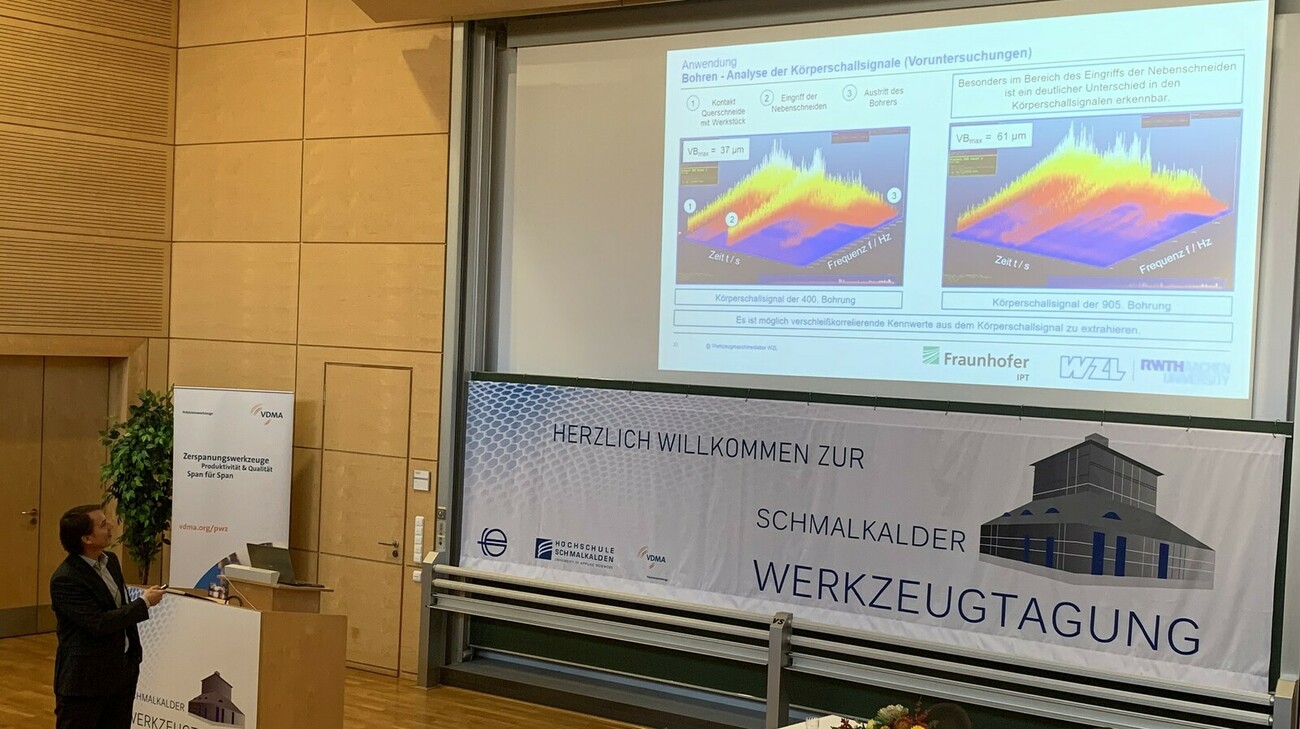
Handfeste Innovationen brachten vor allem die Anwendungen: Prof. Dr.-Ing. Bernhard Karpuschewski vom Leibniz-Institut für Werkstofforientierte Technologien IWT der Universität Bremen demonstrierte anhand des Vibrationsbohrens die moderne Werkzeugentwicklung am IWT, das von der Simulation über die Herstellung bis ins Testfeld reicht. Gerade das Bohren sei sehr komplex, so Prof. Karpuschewski. Spannend seien jetzt aber schon erste konkrete Ergebnisse, die sich beispielsweise beim Überlagern der Bohrer mit Schwingungsbewegungen ergeben. 1,5 Schwingungen pro Umdrehung würden derzeit beim Vibrationsbohren gefahren und würden beispielsweise in schwer zerspanbarem Titan deutliche Vorteile bringen. Wie unterdessen im Zeitalter der Digitalisierung moderne Triebwerkskomponenten mit noch effizienteren Werkzeugen hergestellt werden können, erklärte Dr.-Ing. Georg Kappmeyer von Rolls-Royce Deutschland, bevor Prof. Dr.-Ing. Thomas Bergs vom WZL der RWTH Aachen in seinem Vortrag nicht nur die Geschichte und die Grundlagen von KI erläuterte, sondern auch eine erste Anwendung von KI in der Zerspanung skizzierte: die ‚automatisierte Inline-Werkzeugverschleißmessung‘.
Herausforderungen und Probleme der Branche
Eröffnet wurden die fünf Vortragsblöcke von Stefan Zecha, dem Vorsitzenden des VDMA-Fachverbandes Präzisionswerkzeuge, der über den Stand und die Perspektiven der Werkzeugindustrie berichtet. Gerade die deutschen Hersteller für Zerspanwerkzeuge würden noch von der global gestiegenen Nachfrage an ihren Werkzeugen profitieren. Aber dem Aufschwung, so Stefan Zecha, geht die Puste aus. Aktuelle Herausforderungen seien die Rohstoffversorgung, Transport, sprunghaft gestiegene Energiekosten und die damit verbundene Preisentwicklung. Wichtiger denn je sei es für deutsche Werkzeughersteller, so Stefan Zecha, Werkzeuge zu entwickeln, an denen die Kunden weltweit nicht vorbeikommen. Hersteller müssten sich an den großen Trends Digitalisierung und Effizienz orientieren, die auch die Schwerpunkte der 20 Vorträge abbilden.
Nachhaltige Fertigungs- und Werkzeugkonzepte
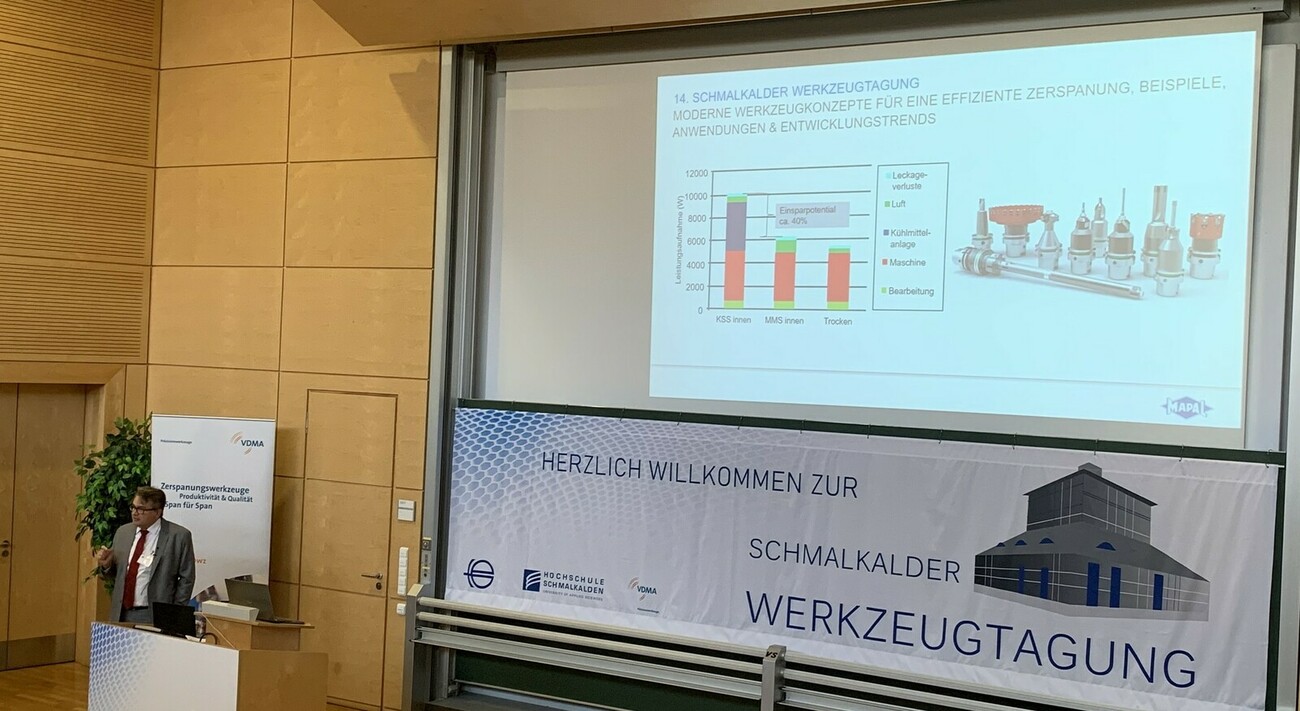
Wie Zerspaner noch schneller zum neuen Werkzeug kommen, erklärte beispielsweise Dr.-Ing Matthias Luik mit seinem Vortrag über die neuen, noch effizienteren und damit ‚progressiven Prozesse im Kampf gegen die Zeit‘ beim Tübinger Werkzeughersteller Horn. Demnach könnte im progressiven Prozess nun in 2+5 Tagen ein fertiges Sonderwerkzeug entstehen und ausgeliefert werden. Ähnliche Effizienz berichtete Mapal-Experte Dr.-Ing. Dirk Sellmer, der ein komplettes Werkzeugprogramm zur Titan-Bearbeitung vorstellte. Ceratizit-Entwicklungsleiter Dr.-Ing. Uwe Schleinkofer forderte dagegen neben der Effizienz grundsätzlich mehr Nachhaltigkeit für Werkzeuge ein. Als lukratives Beispiel empfahl Dr. Schleinkofer die zur EMO vorgestellte Multilock-Schnittstelle, eine neue Kopflösung für Hartmetallwerkzeuge, dessen Polygon sehr günstig, weil nicht nachgearbeitet ist, aber Toleranzen wie geschliffene Wechselkopflösungen aufweist. Das Polygon sei zwar von Ceratizit patentiert, könnte aber gerne von jedem Werkzeughersteller für eigene Werkzeuggeometrien bestellt und genutzt werden, erklärte Uwe Schleinkofer das äußerst hartmetallsparende Kopf-Konzept, das lediglich in einem Stahlschaft eingerastet werden muss, um die Vorteile einer Hartmetallschneide nutzen zu können.




Kopflösungen ohne Schraubensicherung – additive Werkzeugkörper
Echte Zukunftswerkzeuge präsentierte unterdessen Kurt Brenner vom Werkzeughersteller Iscar in Ettlingen am Ende seines Vortrags über die ‚Reduktion von Haupt- und Nebenzeiten durch smarte Werkzeugentwicklungen‘. Auch Kurt Brenner empfahl die hartmetallsparenden Kopflösungen für Bohrer, die Iscar-typisch ohne zusätzliche Schraubensicherung nur mit einem Bajonette-Verschluss in 19 Sekunden gewechselt werden können, betonte Kurt Brenner. Als weitere Innovationen führte der Werkzeugexperte teilspiralisierte und damit viel leisere Bohrer an, deutlich schnellere Dreischneider als Flachbohrer und Tieflochbohrer, die mit Wendeschneidplatten bis zu 12 Mal schneller seien. Deren Verfügbarkeit versprach Kurt Brenner spätestens zur AMB 2022, ebenso wie die gewichtseinsparenden Trägerwerkzeuge aus Titan und die kurz gezeigten, additiv hergestellten Werkzeugkörper.
Jede Werkzeugmaschine ist ein Unikat
Wie unterschiedlich dennoch auch jede einzelne Werkzeugmaschine ist, erklärte unterdessen Dr.-Ing. Achim Feinauer von der Emag GmbH in seinem Vortrag über ‚Moderne Maschinen- und Werkzeugkonzepte für effiziente Prozessketten‘. Demnach sei jede Werkzeugmaschine nach wie vor ein Unikat, auch wenn fünf identische Maschinen nebeneinander betrieben würden. Messungen würden belegen, dass beispielsweise schon die Prozesszykluszeiten um durchschnittlich 15 % abweichen und Werkzeugstandzeiten sogar um bis zu 100 %. Sämtliche Informationen zur 14. Schmalkalder Werkzeugtagung finden Sie hier auf der Website der GFE Schmalkalden.