von Harald Klieber
Sie fräsen durch Stahl, als wenn es Butter wäre: Die neueste Generation der Trochoidalfräser kann nun sogar mit einer Zustellung bis zu 5xD Material wegfräsen. Ein Fräser mit 10 mm Durchmesser kann also in einem Durchgang rund 50 mm tief durch Stahl fräsen – und das mit atemberaubender Geschwindigkeit.
Mit 5xD durch rostfreien Stahl
Passend dazu bietet der Aalener Werkzeughersteller Mapal zur EMO gleich ein deutlich erweitertes Trochoid-Fräswerkzeugprogramm an. „Die Nachfrage nach Schaftfräsern wächst derzeit überproportional. Besonders mit unseren siebenschneidigen Trochoid-Fräsern können Zerspaner diese Technologie jetzt maximal und bis zu 5xD ausnutzen“, verspricht Dr. Jochen Kress, Mitglied der Mapal-Geschäftsleitung. Mapal hat die Optimill-Fräser dafür noch länger gemacht und zusätzlich das Substrat optimiert. „Das Ergebnis lässt sich fast gleichsetzen mit der Quadratur des Kreises. Wir sind selbst beeindruckt, was mit diesen High-Performance-Fräsern machbar ist“, betont Jochen Kress.
Finishfräser mit mehr Schneiden und größerer Schnitttiefe
Nicht nur die ungleich geteilten Schruppfräser hat Mapal optimiert, sondern auch die Finish-Fräser mit mehr Schneiden und größerer Schnitttiefe ausgestattet. „Unterm Strich verzeichnen wir noch weniger Durchbiegung bei unseren drei Optimill-Trochoid-Fräsertypen PM, Uni-HPC-Finish und Uni-Wave.“ Mit Letzterem ist Vollnutfräsen mit einer Nuttiefe von bis zu 2xD möglich und das bei optimalem Spanabtransport durch kurze, eng gerollte Späne. Der siebenschneidige Optimill-PM für Stahl und rostfreie Stähle hat das neue Substrat, das verbesserte Biegesteifigkeit und Zähigkeit bei deutlich weniger Verschleiß verspricht. Ebenfalls in Längen bis 5xD orderbar ist der Uni-HPC-Finish, mit dem Mapal kürzere Bearbeitungszeiten durch deutlich höheren Gesamtvorschub erlaubt.
Neues Flächenspannfutter für Zylinderschäfte: Trochoidalfräser mit einer Hand einstellen
Entscheidend für den Erfolg und die Standzeiten der Werkzeuge sind nebenleistungsfähigen Werkzeugmaschinen die passenden Werkzeugaufnahmen. Dafür empfiehlt Mapal seit kurzem ein neues Flächenspannfutter. „Die Stärke des Futters ist nicht die Technologie, sondern die extreme Anwendungsfreundlichkeit. Das Futter ist ideal für Anwender, die täglich viele Werkzeuge mit Zylinderschaft spannen müssen, also hohe Spannkräfte brauchen, exakt positionieren müssen und trotzdem nicht endlos lange einrichten wollen. Letztlich haben unsere Ingenieure eine einfache Werkzeugaufnahme für Zylinderschäfte mit einem einfachen wie effektiven Mechanismus versehen.“ Damit, so Jochen Kress, lässt sich jeder HB-Schaftfräser mit einer Hand mittels Inbus-Schlüssel im Handumdrehen fixieren.
Feder-Trick gegen Verkanten und Rucken
„Der Trick dabei sind die Feder und die zwei wirklich speziellen Spannschrauben mit Druckstücken, die das Werkzeug ohne verkanten und rucken mit leichtem Druck fast schwimmend mit nur einer Hand einstellbar und fixierbar machen.“ Großer Pluspunkt sei dabei besonders die zweite Spezialschraube, die das Spiel des Fräsers schon beim Einstellen komplett ausschließt und damit letztlich auch größere Trochidalfräser sicher fixiert. Jochen Kress verspricht mit dem neuen Flächenspannfutter hohe Rundlaufgenauigkeiten und damit geringeren Werkzeugverschleiß. Hohe Wuchtgüten bei G:2,5 und 16.000 min-1 werden garantiert.
Optimierte Spanräume für Aluminium
Wer aber richtig Späne in Aluminium machen muss und ausreichend Antriebsleistung zur Verfügung hat, dem empfiehlt Mapal das Structual-Part-Machining-Programm. „Speziell für die Aluminium-Strukturbauteile wie Flügelteile und Spante haben wir unser SPM-Werkzeugprogramm neu überarbeitet“, berichtet Jochen Kress. Demnach verfügen die Hochleistungsfräser Optimill-SPM über Schneidkantenlängen, die 60 bis 80% des Durchmessers betragen. Durch die hochpositiven Schneidgeomentrien und optimierten Spanräume wird die Schnittkraft der PKD-Fräser um bis zu 15% reduziert.
Einen großen Schritt in die Zukunft unternimmt Mapal unterdessen mit dem Optimill-Composite-Programm. Neue Varianten mit Ecken- und Vollradius stehen bereit, optimierte Spanräume verhindern Delamination und eine Diamantbeschichtung sorgt für ausgezeichnete Standzeiten, kündigt Mapal die Serie für Aerospace und neue Werkstoffe an. So könnten mit den zwei Varianten bei Schnittgeschwindigkeiten bis 200 m/min und 0,03 mm/Zahn fz gefahren werden.
Beachtliche Innovationsprojekte auf der EMO
Dass Mapal technologisch führend ist, untermauerte Geschäftsleitungsmitglied Dr. Jochen Kress nicht nur mit dem aktuellen Werkzeug- und Technologie-Portfolio – vom Spannwerkzeug bis zur fräsenden und drehenden PKD- und VHM-Schneide oder dem 1,5-mm-Tieflochbohrer der bis 40xD vordringt. „Zur EMO werden wir einige beachtliche Innovationsprojekte präsentieren, die mehr als die in der Branche üblichen Standzeit- und Produktivitätsvorteile neuer Werkzeuge versprechen.“ Allerdings würden sich nach Erfahrung von Jochen Kress die Märkte für Standard- und Sonderwerkzeuge weiter auseinanderbewegen.
Dreischneidiger HSS-Bohrer für jeden Prozess
„Mapal wird weiterhin beides bedienen. Zwischen den beiden Welten Standard- und Sonderwerkzeuge entsteht aber gerade viel Platz für neue Produkte, wie beispielsweise den Tritan-Drill-HSS-Bohrer.“ Diesen dreischneidigen HSS-Bohrer hat Mapal vom Tritan-Drill aus Vollhartmetall abgeleitet. „Mit der HSS-Variante möchten wir die Vorteile der Tritan-Technologie für weitere Prozesse rentabel machen.“ Vor allem die Dreischneidigkeit, so Jochen Kress, würde gegenüber zweischneidigen HSS-Bohrerkonzepten deutlich höhere Vorschubwerte und Schnittgeschwindigkeiten bringen. So könnte in 42CrMoS4 beispielsweise mit dem Tritan-Drill-HSS mit einem Durchmesser von 12 mm mit einer Schnittgeschwindigkeit von 50 m/min gearbeitet werden. „Der Tritan-Drill-HSS liegt damit natürlich noch deutlich unter dem Tritan-Drill-Steel aus Vollhartmetall, der im gleichen Durchmesser 120 m/min Schnittgeschwindigkeit erreicht. Die dreischneidige HSS-Version bringt aber für deutlich weniger Invest die optimale Zentrierfähigkeit – sogar beim Handbohren – und damit eine sehr ruhige, prozesssichere Bearbeitung, die sich in einer bis zu vervierfachten Standzeit auswirkt.“ Wie beim Tritan-Drill-Steel ist ebenso das schräge Anbohren von Schrägen bis 12° inklusive, verspricht Jochen Kress.
Hochleistung mit Ungleich-Teilung
Wem es nur auf die Schnelligkeit beim Bohren in Stahl ankommt, dem empfiehlt Jochen Kress die Hochgeschwindigkeitslösung Mega-Speed-Drill-Steel, der in 42CrMoS4 mit einer Schnittgeschwindigkeit von 160 m/min gefahren werden kann. „Das Geheimnis sind die ungleich geteilten zwei Schneiden des Mega-Speed-Drill-Steel.“ Zudem, so Jochen Kress, hat dieser High-Performance-Bohrer drei Führungsphasen, durch die Vibrationen und Reibung vermieden werden. Die hochglanzpolierten Spannuten würden dafür optimalen Spänefluss garantieren. „In Summe erlaubt der Bohrer mit einer speziell auf den Werkstoff abgestimmten Anschnittgeometrie gegenüber herkömmlichen Bohrern bis zu 30% höhere Schnittgeschwindigkeiten.“
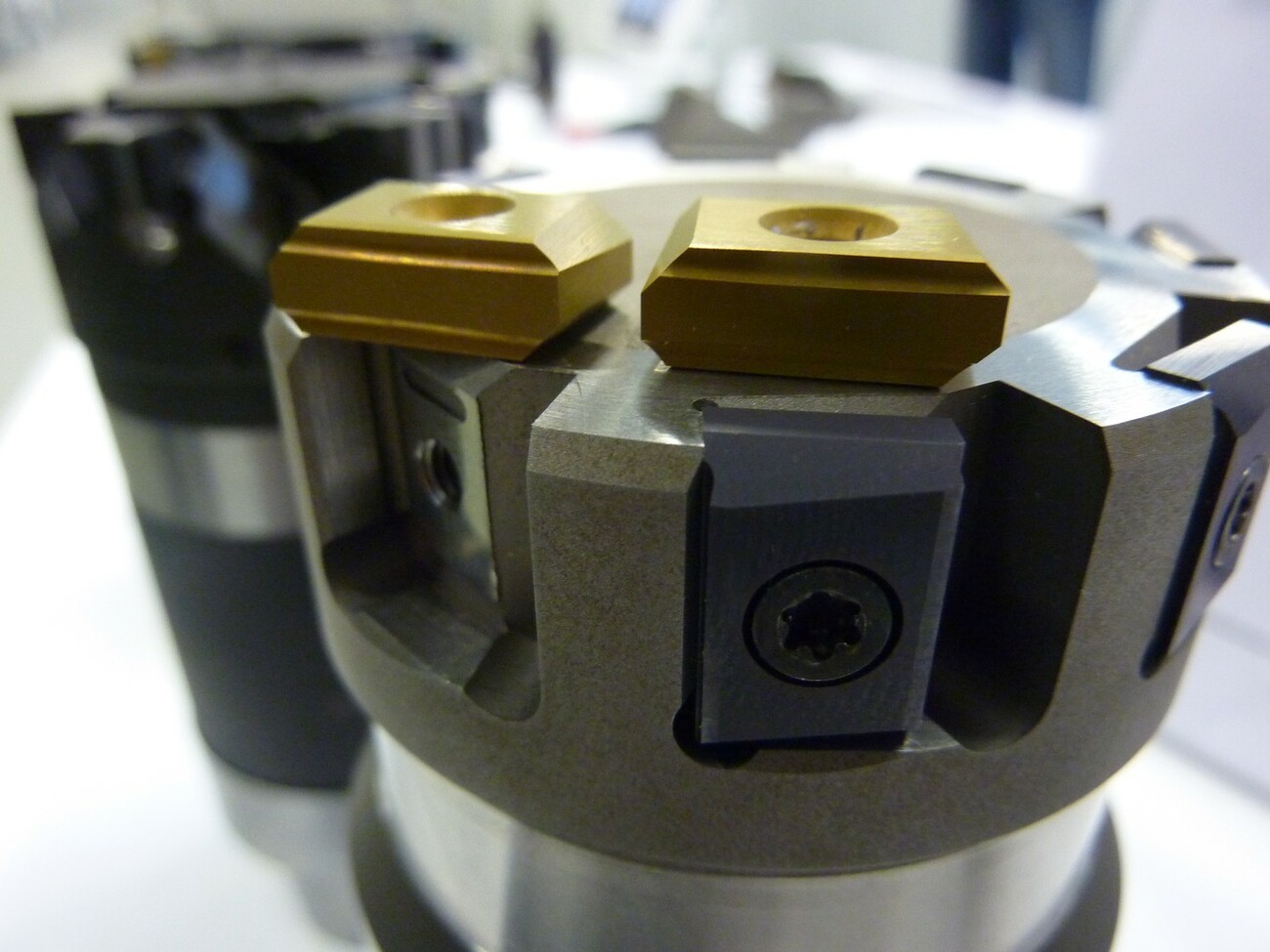
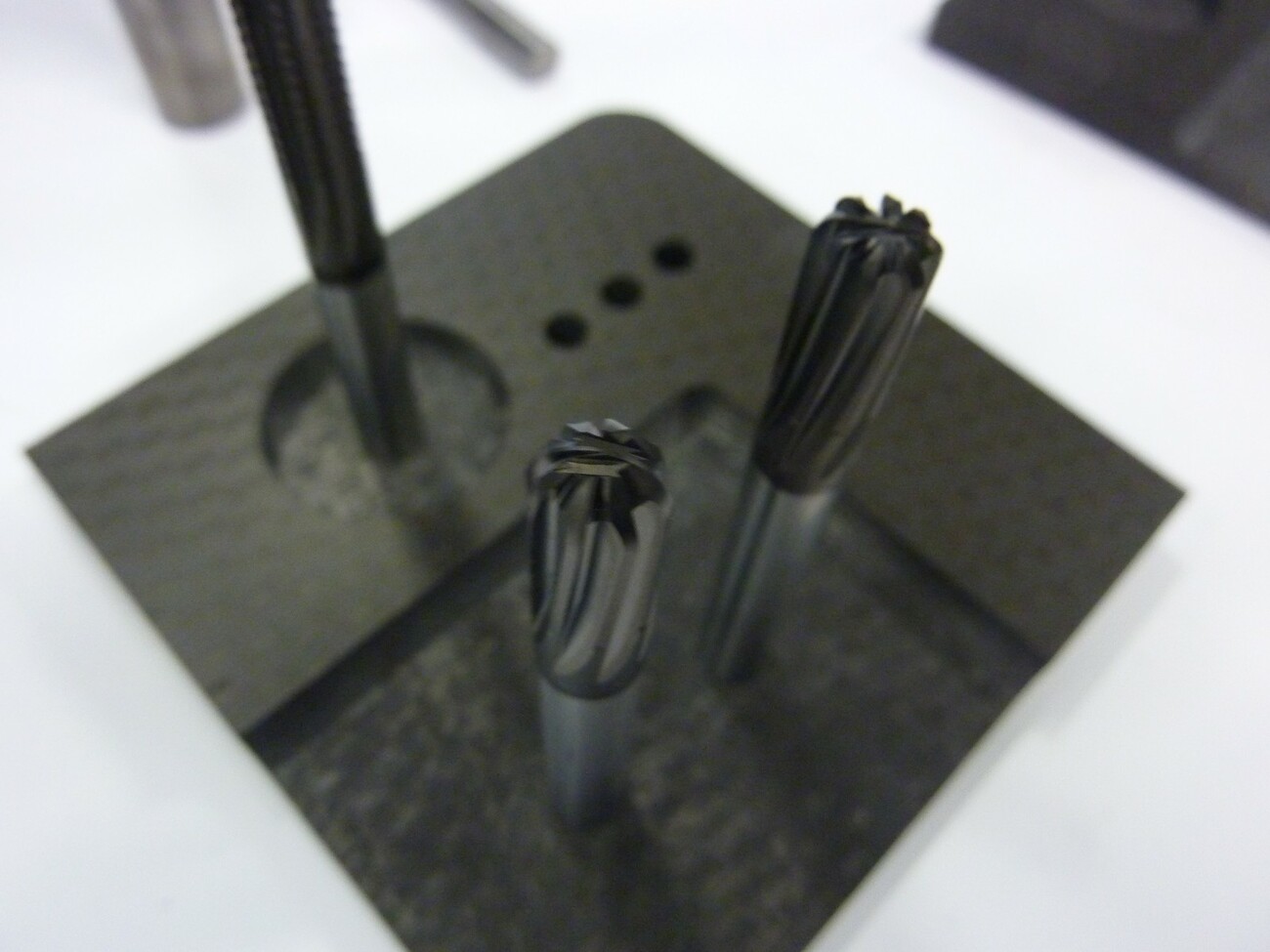
Länger reiben mit CVD-Schicht
In punkto Reiben kündigt Mapal zudem zwei Neuheiten an: Als neue Wirtschaftlichkeit beim Reiben definiert der Werkzeughersteller das HPR-400-Plus-Werkzeug, das mit vier Schneidkanten die Cost-per-Part deutlich reduziert und im Durchmesserbereich 63 bis 250 mm einsetzbar ist – beispielsweise in GGG40 wird dieses Konzept mit einer Schnittgeschwindigkeit von 160 m/min und einem Zahnvorschub von 0,3 mm erfolgreich eingesetzt. „Das große Plus ist die Wiederaufbereitung unserer neuen HPR-Werkzeuge, die mit vierschneidigen Wendeschneidplatten die Prozesse deutlich günstiger machen – besonders, weil die Platten mit unserer neuen CVD-Beschichtung mit ihrem ausgewogenem Verhältnis von Härte und Zähigkeit jetzt hohen Scherkräften widerstehen und somit ein Mehrfaches an Standzeit bringen“, erklärt Jochen Kress. Ähnlich gut würde sich die CVD-Schicht auch bei den neuen CPR500-Reibahlen bis Durchmesser 25 mm bewähren, vor allem für GG und GGG. Neben der innovativen CVD-Schicht wird die optimierte Hülsenkühlung mit der direkten Kühlung zwischen Rundschlifffase und Bohrungswand hervorragende Standzeiten liefern.