von Harald Klieber
Die einen liefern nur Rohteile, sind Dienstleister und produzieren nach Zeichnung. Andere verkaufen die Maschinen und leiten Zerspaner zur additiven Eigenproduktion von Teilen an. „Horn geht noch einen weiteren, dritten Weg, einen für Kunden deutlich besseren Weg – vor allem für OEMs, aber auch für die, die additive Teile selbst noch verarbeiten und finishen wollen. Wir machen die mit dem Kunden zusammen entworfenen Teile fix und fertig – und zwar in der aus unserer Sicht bestmöglichen Qualität – weil wir dafür die idealen Voraussetzungen und die Ausrüstung unter einem Dach haben“, erklärt F&E-Leiter Dr.-Ing. Matthias Luik. Montagefertige Teile könnten von Horn so binnen weniger Tage bestellt und bezogen werden, weil der Tübinger Werkzeughersteller die Metallurgie samt Forschung mit Pulverbe- und -verarbeitung seit Jahren zur Werkzeugherstellung in der Horn-Hartstoffe-Fabrik griffbereit hat.
Horn verfügt über Vorrichtungsbau mit 15 Werkzeugmaschinen
Als großer Werkzeughersteller verfügt Horn zudem über einen Vorrichtungsbau, der mit 15 Werkzeugmaschinen nicht nur viele Fertigungsaufträge erledigt, sondern sich auch in Wurfweite neben der Qualitätssicherung und der im Aufbau befindlichen additiven Fertigungsinsel liegt. „Seit fast zwei Jahren arbeiten wir mit unserer Lasertec 30 SLM von DMG Mori. Produziert haben wir bislang schon Werkzeuge, wie beispielsweise individuell optimierte Kassetten zum Drehen, aber vor allem in Lohnfertigung Teile für den Freizeitsektor mit Dekorations- und Designelementen“, berichtet Matthias Luik. Gerade für die Lohnfertigung würde sich die Lasertec 30 ideal einsetzen lassen. „Der Workflow hört sich eigentlich ganz einfach an: Wir bekommen die Zeichnungsdaten zugeschickt und können daraus Teile binnen 48 Stunden drucken – sofern die Maschine frei ist – und sofern keine konstruktiven Anpassungen mit dem Kunden besprochen werden müssen“, erklärt Matthias Luik die Grenzen.
Kabine hat Platz für drei additive Maschinen
Maschinenseitig hat Horn bereits nachgelegt und die Lasertec 30 in der Fertigung in eine separate Kabine gestellt, die mit integrierter Absaugung schon heute sämtliche Auflagen für künftige Vorgaben der Berufsgenossenschaft bezüglich Feinstaubbelastung erfüllt. „Außerdem ist in dieser Kabine noch Platz für mindestens zwei weitere additive Maschinen. Diesen Platz werden wir schon bald nutzen, weil die Lasertec 30 schon sehr gut ausgelastet ist.“ Praktisch, so Matthias Luik, ist dabei, dass die Maschine über drei einfach und schnell wechselbare Pulvermodule verfügt, die nur seitlich ausgetauscht werden müssen. „Dieser Invest hat sich heute schon 100%ig gelohnt, da die Maschine kaum noch durch Rüsten und das aufwändige Reinigen beim Pulvertausch blockiert ist. Die Maschine läuft heute schon fast 24/7. Das liegt aber auch daran, dass wir mit Dr. Bartkowiak einen echten Fachmann gewonnen haben, der schon viel additive Erfahrung in England, USA und Deutschland gesammelt und bereits in unsere Prozesse eingebracht hat“, berichtet Matthias Luik.
Richtig Funktionsflächen finishen, Werkstück spannen
Der neue Production Manager Additive Manufacturing bei Horn erwarb sein additives Know-how an der Universität Liverpool in der Laser Group, dann im Fraunhofer CCL USA, Plymouth, Michigan und schließlich in Deutschland bei Fraunhofer IWS, Friedrich-Alexander-Universität Erlangen-Nürnberg mit Mitgliedschaft Bayerisches Laserzentrum ZMP in Fürth – Zentralinstitut für neue Materialien und Prozesstechnik und einem additiven Maschinenbauer. Mit Dr.-Ing. Konrad Bartkowiak bietet Horn nun nicht nur einen additiven Baukasten an, sondern den ganzen additiven Prozess. „Das ist für mich eine einmalige Gelegenheit, weil eigentlich erst ein Werkzeughersteller die idealen Voraussetzungen und letztlich auch das Know-how für die Produktion von nahezu perfekten additiven Teilen zur Verfügung hat. Das beginnt bei der Pulvermetallurgie bis zur Maschine und endet beim Finishen, bei der Endbearbeitung der Bauteile – und das alles unter einem Dach“, erklärt Konrad Bartkowiak die ideale Prozesskette.
Knackpunkt Zerspanung
Knackpunkt sei aber: „Um wirklich perfekte Teile fertigen zu können, muss ein Unternehmen auch die Zerspanung der additiven Teile beherrschen.“ Nur so, betont Konrad Bartkowiak, können die richtigen Rückschlüsse von der Zerspanung der Teile genutzt und für die Optimierung der additiven Produktion eingesetzt werden. Denn schon bei der additiven Teileherstellung müsste man beachten, wie die Funktionsflächen der Teile zunächst additiv erzeugt werden müssen, um dann bei der Zerspanung in perfekten Bahnen drehen oder fräsen zu können. „Entsprechend müssen Sie die Teile in der additiven Maschine positionieren und aufbauen lassen. Denn es ist ein großer Unterschied – nicht nur für die Standzeit der Werkzeuge, sondern auch für die Qualität der additiven Flächen – ob Sie eine additives Werkstück parallel, senkrecht oder kreuz und quer der erzeugten Bahnen fräsen.“ Konrad Bartkowiak bringt es auf den Punkt: „Sie müssen schon bei der additiven Erzeugung wissen, wie Sie später die Funktionsflächen finishen und auch das Werkstück spannen wollen. Nur dann können Sie die Materialeigenschaften optimal ausnutzen – und ein wirklich effizientes Additivteil mit hoher Standzeit produzieren.“
Kombination aus Zerspanung, Messtechnik, Metallurgie
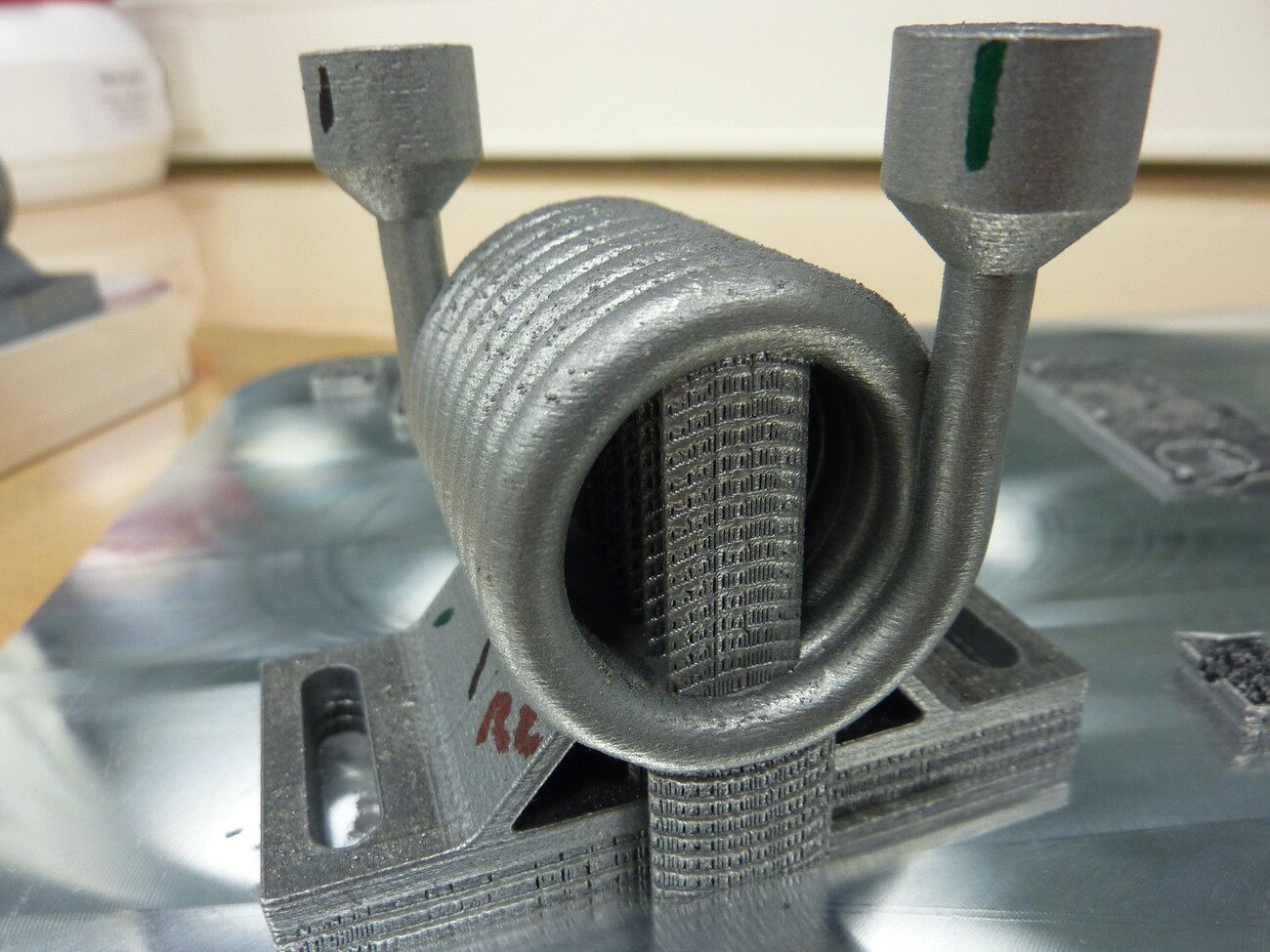
Dass Horn mit seinem additiven Konzept schon einige schöne Bauteile produziert hat, kann der Werkzeughersteller leider nur mit Demonstrationsteilen beweisen: wie mit den Kühlschlangen eines Wärmetauschers, die letztlich nur so präzise geformt werden können, weil aufwändige Stützstrukturen den Innendurchmesser des Kühlrohrs konstant halten. „Sie würden sonst im oberen Bereich eine Absenkung des Außenradiuses mit bloßem Auge erkennen“, erklärt Konrad Bartkowiak. Wichtig seien deshalb vor allem auch die Analysemethoden, die eben vor allem bei einem Werkzeughersteller wie Horn umfangreich vorhanden sind. „Unsere additive Teilefertigung profitiert erheblich von unserer seit jeher zielgerichtet betriebenen Grundlagenforschung. Horn hat wirklich alles unter einem Dach: vom entsprechenden Messequipment für die Geometrie bis zur Dichte- und Porositätsmessung sowie Pulver- und Schliffbildanalyse im Mikro- und Makrobereich. Das zahlt sich jetzt aus. Wir kombinieren unser Know-how aus Zerspanung, Messtechnik und Metallurgie nun, um möglichst perfekte additive Teile herzustellen. Und das hat nicht jeder“, versichert Matthias Luik.
Vierfache Werkzeugkosten für 2% mehr Standzeit?
Aber auch die additive Kompetenz sei entscheidend, um nicht nur perfekt, sondern auch wirtschaftlich vertretbare Additivteile zu produzieren, betont Konrad Bartkowiak. Beispielsweise sei das Spiel mit der Dichte des Materials entscheidend für die Qualität und Homogenität des Bauteils, aber auch für die Produktionszeit. „Sie können mit modernen Maschinen Teile produzieren, die Dichten von exakt 99,9, 99,6 oder auch nur 99,2% haben. Das können Sie nutzen, um beispielsweise innere Füll- oder Stützstrukturen schneller zu erstellen oder eben hochwertige Funktionsflächen mit dem nötigen Aufmaß und der nötigen Materialdichte Hornzu versehen.“ Was generell additiv möglich ist, deutet Konrad Bartkowiak mit dem einfachen wie klaren Beispiel des Kugelschreiberhalters an: „Auch bei den Konstrukteuren ist mittlerweile ein Umdenken im Gange. Die wenigsten würden heute noch die klassische ‚Schemelkonstruktion‘ wählen, sondern viele wohl schon in schlanken, bionischen Formen und Konstrukten denken.“ Die Industrie und auch Horn seien auf einem guten Weg, um sich viele neue Geschäftsfelder und Anwendungen für die additive Fertigung zu erschließen. „Horn hat in den letzten zwei Jahren viel dazu gelernt. Deshalb stellen wir beispielsweise auch keine individuellen Kassetten zum Drehen additiv her. Wir fertigen unsere Kassetten nach wie vor klassisch, weil 2% mehr Werkzeugstandzeit durch eine optimierte KSS-Zuführung keine vierfachen Werkzeugkosten rechtfertigen“, argumentiert Matthias Luik – eben ganz im Sinne des Kunden. Aus dem gleichen Grund erteilt der Forschungs- und Entwicklungsleiter übrigens auch der additiven Produktion von Wendeschneidplatten auf absehbare Zeit eine klare Absage, „weil derzeit ein einfacher Platten-Rohling in Serie viel schneller und vor allem günstiger für unter einen Euro zu produzieren ist“.
cd