Es muss tatsächlich nicht immer Hochvorschubfräsen sein. Das beweisen die Experten der Paul Horn GmbH auch auf der bevorstehenden Intec in Leipzig (Halle 3-G04) anhand ihres Drehfrästeils, das sie schon im Vorjahr auf der einen oder anderen Fachmesse produziert hatten. Exakt 14 einzelne Prozesse waren beispielsweise auf der Intertool in Wels nötig, um das Dreh-Frästeil zu erzeugen. Pressesprecher Christian Thiele erläuterte die Highlights vom trochoidalen Konturdrehen, außermittigen Mantelbohrungen und dem Verzahnungsstoßen bis zum Zirkularfräsen und Mehrkantdrehen. „Die Taktzeit von rund 5 Minuten lässt sich natürlich noch optimieren. Wichtig war uns, dass die Besucher sehen, was heutzutage auf einem CNC-Drehautomat wie einer Index ABC machbar ist. Selbst Verzahnungen lassen sich stoßen – natürlich nur mit dem richtigen Werkzeug und den passenden Zyklen. Wer das live sehen will, den lade ich jetzt schon ein auf die Intec nach Leipzig. Dort zeigen wir in Halle 3 ebenfalls wieder Live-Zerspanung.“
Werkzeugsysteme müssen dynamischen Belastungen standhalten
Daran wird deutlich, so die Zerspanungsexperten von Horn, dass sich die Zerspanungsaufgaben grundsätzlich stark gewandelt haben. Die Herausforderungen in der Zerspanung sind vielschichtiger und anspruchsvoller geworden. Durch kürzere Produktlebenszyklen und Reduktion der Entwicklungszeiten werden auf einer Maschine in kürzeren Zeitintervallen mehrere unterschiedliche Bauteile gefertigt. Dies heißt für den Werkzeughersteller eine zielgerichtete Definition des Werkzeugsystems für die unterschiedlichen Einsatzmöglichkeiten. Das bedeutet beispielsweise, dass das Werkzeug nicht nur zum Eckfräsen zum Einsatz kommt, sondern auch die Möglichkeit zum Eintauchen haben sollte. Ein weiterer Aspekt sind dynamische Maschinenkonzepte. Die Verfahrgeschwindigkeiten (Beschleunigung und Abbremsen) der Achsen sowie deren Synchronisation ist deutlich optimiert worden. Für verhältnismäßig neue Technologien wie das Trochoidal- und Hochvorschubfräsen müssen die Werkzeugsysteme entsprechend definiert sein, um den dynamischen Belastungen standzuhalten.


Fokus auf geringe Zustellung - hohes Zeitspanvolumen
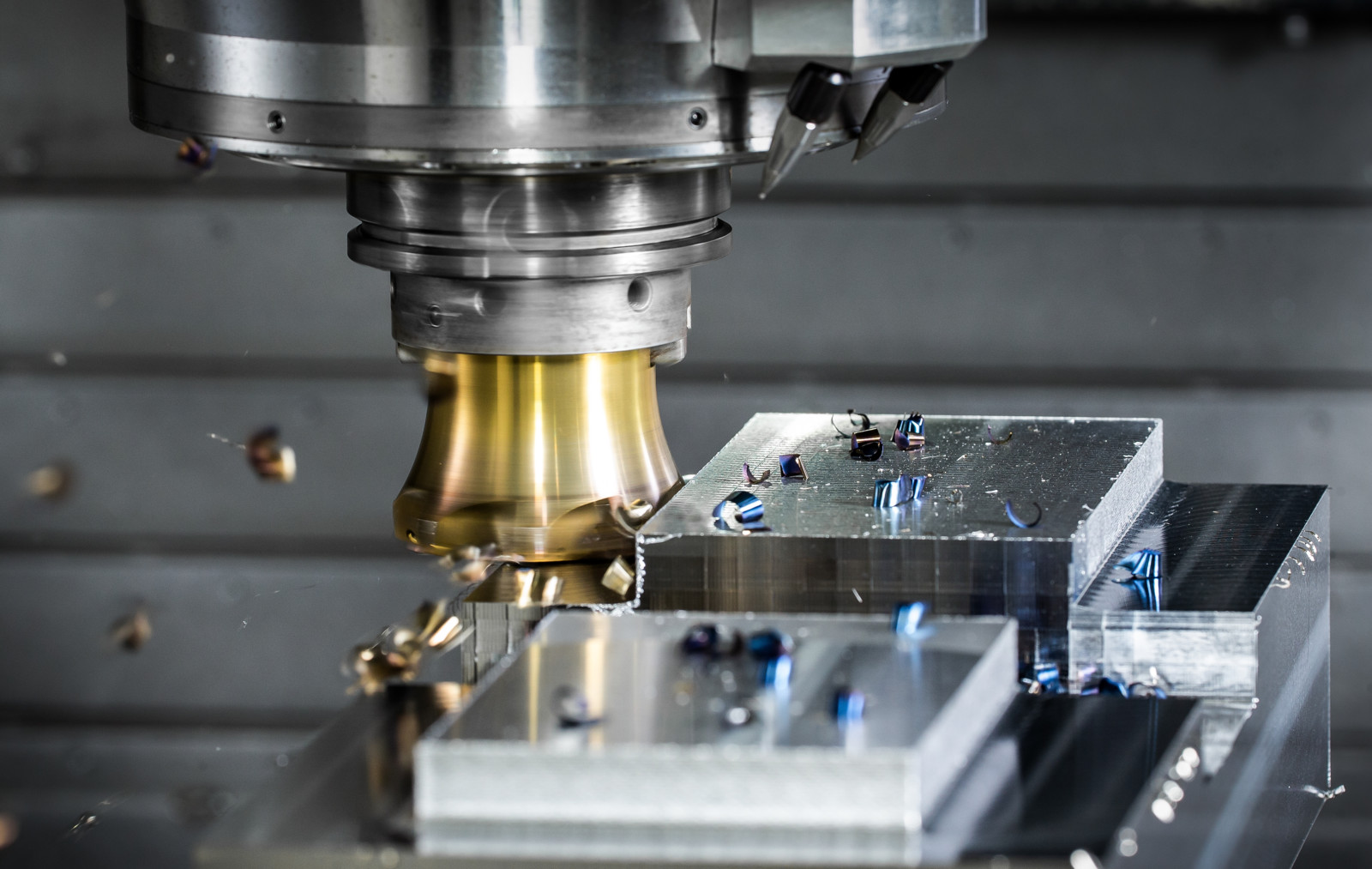
Vor einigen Jahren stellte Horn das Frässystem zum Hochvorschubfräsen vor. Die DAH-Fräser schneiden stirnseitig. Durch die Belastung in Achsrichtung ist die Werkzeugspindel vorwiegend auf Druck belastet und die Querkräfte sind verhältnismäßig niedrig. Wegen der geringen Vibrationsneigung können die Werkzeuge die hohen Belastungen bei den üblichen Zahnvorschüben von fz = 1 mm bei Schnitttiefen ap bis 1,2 mm sicher aufnehmen. Der große Radius an der Hauptschneide der dreischneidigen Wendeschneidplatten erzeugt einen weichen Schnitt, sichert eine gleichmäßige Aufteilung der Schnittkräfte und damit lange Standzeiten. Auf der Innenseite sorgt ein kleiner Schneidenradius für ein problemloses und schnelles Eintauchen. Ein Primär- und Sekundärfreiwinkel führt zu einem stabilen Keilwinkel und sehr guter Schneidenstabilität. Durch bedeutend höhere Vorschübe als beim konventionellen Fräsen ist das Zerspanvolumen beim Hochvorschubfräsen wesentlich höher, trotz der geringeren Zustelltiefen.
Statt 100 nur noch 7 min pro Bauteil
14-mal schneller als bisher fertigt ein Horn-Kunde ein Bauteil aus 42CrMo4, vergütet auf 1000 N/mm2. Die Herausforderung bestand in einem Axialeinstich des runden Werkstückes. Der Axialeinstich misst im äußeren Durchmesser rund 240 mm, ist 40 mm breit und hat ohne Schlichtaufmaß eine Tiefe von knapp 90 mm. Mit einem mit Wendeschneidplatten bestückten Vollradius-Torusfräser benötigte der Kunde zum Schruppen des Einstichs rund 100 min. Die Standzeit lag bei 30 Einstichen pro Bestückung des fünfschneidigen Werkzeugs. Der hohe Zeitaufwand verlangte eine Optimierung. Die Horn-Techniker stellten den Prozess auf das Hochvorschubfräsen um. Die Schnittgeschwindigkeit ist mit vc = 150 m/min programmiert. Das Werkzeug taucht helikal mit einer kontinuierlichen Zustelltiefe von ap = 1 mm in das Werkstück ein. Die Vorschubgeschwindigkeit (Drehzahl des Bauteils) liegt bei vf = 4777 mm/min. Der Vorschub pro Zahn ist bei fz = 0,8 mm/min. Die neue Bearbeitungszeit des Einstiches beträgt jetzt nur noch 7 min pro Bauteil. Die Standzeit der Wendeschneidplatten erhöhte sich auf 90 Bauteile pro Bestückung.
Acht nutzbare Schneidkanten
Im Jahr 2020 stellte Horn die Weiterentwicklung des Werkzeugsystems zum Hochvorschubfräsen vor. Mit den Systemen DAH82 und DAH84 zeigt der Werkzeughersteller eine neue Generation für dieses Fräsverfahren. Die acht nutzbaren Schneiden der präzisionsgesinterten Wendeschneidplatte bieten einen günstigen Schneidenpreis und eine hohe Wirtschaftlichkeit. Die positive Schneidengeometrie sorgt trotz der negativen Einbaulage für einen weichen und ruhigen Schnitt sowie für einen guten Spanabfluss. Die Schneidplatten bietet Horn in dem Substrat SA4B an, welches sich für den universellen Einsatz in verschiedenen Werkstoffen eignet. Der große Radius an der Hauptschneide der Wendeschneidplatte erzeugt einen weichen Schnitt, sichert eine gleichmäßige Aufteilung der Schnittkräfte und sorgt damit für lange Standzeiten. Die maximale Schnitttiefe liegt bei ap = 1,0 mm (DAH82) und ap = 1,5 mm (DAH84).

Schruppen in 6 statt 15 min
Das Werkzeugsystem ist erfolgreich in den Markt gestartet. Ein Beispiel zeigt eine Anwendung aus dem Werkzeug- und Formenbau. Die Zerspanaufgabe war die Schruppbearbeitung einer Form. Der Anwender benötigte mit dem bisher eingesetzten Werkzeugsystem zum Hochvorschubfräsen rund 15 min für den Bearbeitungsprozess. Mit dem Horn-System DAH 82 konnten die Horn-Techniker die Bearbeitungszeit auf unter 6 min reduzieren. Dies gelang durch die Erhöhung der Vorschubgeschwindigkeit von 2.500 mm/min auf nun 6.900 mm/min. Neben der verkürzten Bearbeitungszeit erhöhte sich darüber hinaus auch der Standweg pro Schneidkante.