
Seit 20 Jahren produziert Ingersoll Werkzeuge im Industriegebiet Kalteiche in Haiger. „Vieles hat sich getan. Wir haben ständig investiert. Vor allem in Automation.“ Highlight, so Geschäftsführer Armin Engelhardt, sind aber nach wie vor die alle zwei Jahre ausgetauschten Bearbeitungszentren im hauseigenen Techcenter. Vor kurzem wurde erst eine nagelneue Grob 550 eingebracht, die Ingersoll vor allem zum Testen der eigenen VHM-Wendeschneidplatten-Werkzeuge und -Bohrer einsetzt.
Tech Center mit Hexagon-Prozesskette und viel CAM
„Unser Techcenter verfügt momentan über eine Hermle C42U MT mit HSK63, eine ebenfalls brandneue Okuma Multus U3000, die 54 kW starke G550 mit HSK100 und Verfahrwegen von 800 x 950 x 1.020 mm.“ Weitere, echte Produktionsmaschinen im Vorführzentrum sind nach Angaben von Techcenter-Leiter Michael Schneider vor Ort: wie die Spinner VC1150 mit SK40 oder die große Spinner U1530 mit eben diesem X-Verfahrweg sowie 530 und 465 mm in Y und Z, MTcut-T32SFY mit BMT60 für Durchmesser bis 460 mm. „Diese Maschinenvarianz müssen wir natürlich auch im CAM abbilden. Unsere CAM-Partner sind Hexagon, Open Mind und Tebis. Damit können wir von der einfachen Drehbearbeitung bis zur komplexen 3D- und 5-Achs-Bearbeitung alles abdecken – vom Kreissegmentfräser über Formfräsen bis Trochoidal.“ Die Prozesskette, so Anwendungstechniker Michael Hof, wurde mit der Hexagon-Software Fasys realisiert.




Automatischer Prozess spart erhebliche Bearbeitungskosten
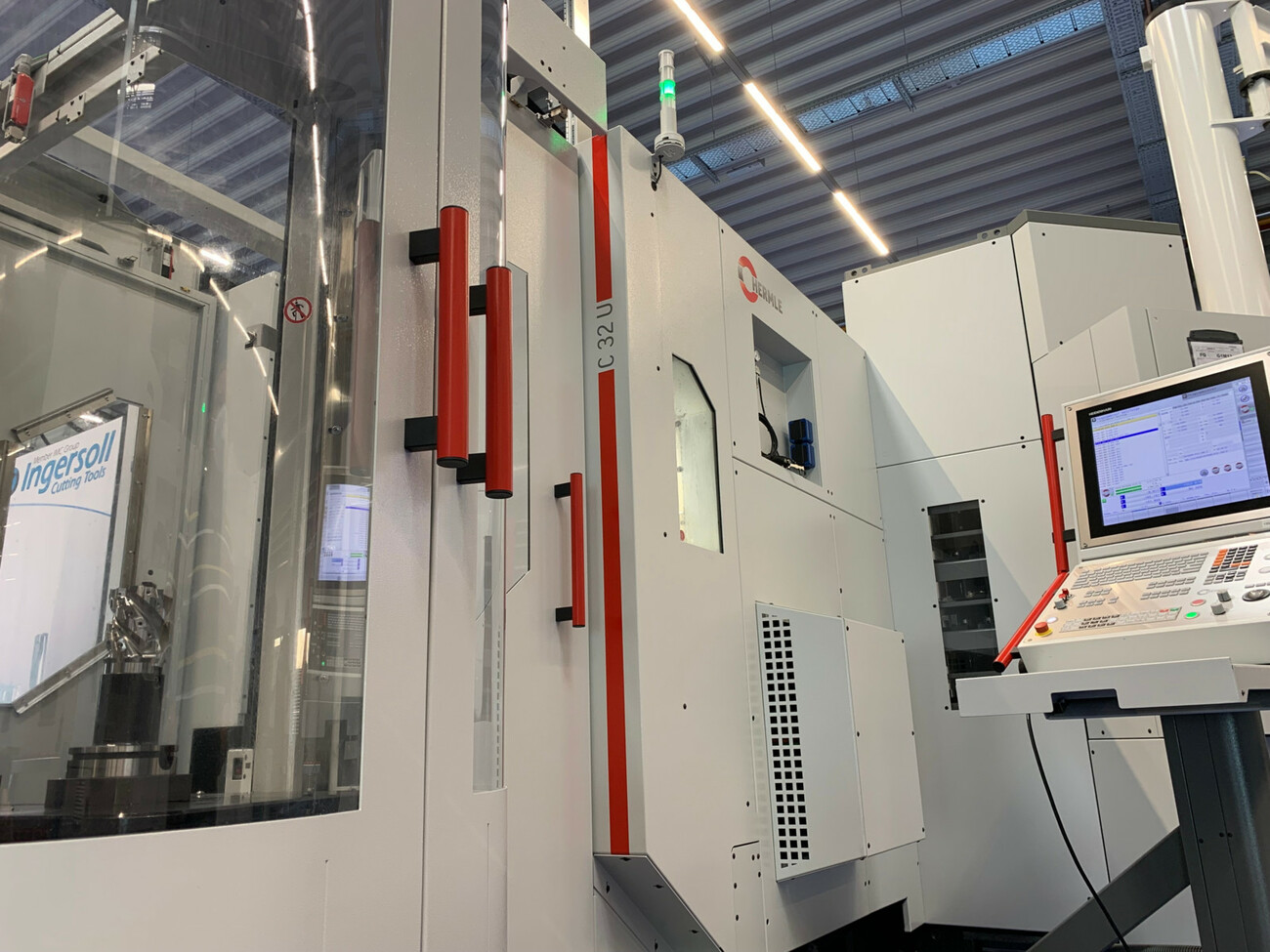
Zahlreiche grundlegende Tests dienen zu den Optimierungen der eigenen Fertigung und werden vom Techcenter unterstützt. „Echte Fertigungsbedingungen, mit vollautomatisierten Prozessen bis hin zur Einzelfertigung, die mittlerweile auch problemlos 24/7 laufen, zeigen wir hinter dem Techcenter und in der neuen, 2018 fertiggestellten Fertigungshalle.“ Stolz ist nicht nur Matthias Kaletka auf die verschiedensten Hermle-Produktionsmaschinen in der Körperfertigung. Highlights in punkto Automation sind seit kurzem zwei C32 HS-Flex-BAZs sowie ein C42 HS-Flex Heavy-BAZ. „Erst hatten wir eine C32 mit HSK-A100-Schnittstelle im Tisch in einer fünfmonatigen Testphase ausgiebig getestet, bevor wir die zweite C32 und eine C42 mit sehr präzisem Nullpunkt-Spannsystem bestellt und im März 2022 installiert haben.“ Unterm Strich, so Matthias Kaletka, lässt sich auf diesen Maschinen tatsächlich fast jedes Material im Arbeitsraum 800 x 800 x 550 mm vollautomatisch bearbeiten. Nicht nur durch die Automation, sondern durch den vollautomatischen Prozess lassen sich in der Körperfertigung die Spindelkapazitäten extrem ausnutzen: „Das war uns schon in der Testphase mit der C32 aufgefallen, dass die Einsparungen sehr groß sein werden: Gegenüber der Einzelfertigung spart uns der automatische Prozess von C32U und C42U rund 35 % Bearbeitungskosten. Dass diese flexible Fräsbearbeitung aber so schnell und kostensparend sein würde, war wirklich beeindruckend.“ Matthias Kaletka begründet die große Einsparung vor allem mit der konsequenten Automatisierung bis hin zum Messprozess. Die Rohteile würden tatsächlich nur noch in das Teilemagazin eingesetzt, die fertigen Körper, auch für Sonderanfertigungen, müssen nur noch entnommen werden.



Keine Hexerei mit den richtigen Bearbeitungsstrategien
„Die Maschinen laufen heutzutage einfach rund um die Uhr. Zudem arbeiten wir natürlich mit Schwesterwerkzeugen – und wenn Sie den richtigen KSS einsetzen, Service machen und vor allem die richtigen Bearbeitungsstrategien fahren, ist das keine Hexerei.“ Wichtig, so Matthias Kaletka, sei es aber in punkto Strategie, die Vorschubwerte nicht auszureizen, sondern auch auf Standzeit und Prozesssicherheit zu programmieren. „Und wie das funktioniert, erarbeiten wir im Techcenter Tag für Tag mit unseren Kunden – und empfehlen natürlich die richtigen Fräswerkzeuge, die wir nicht nur auf maximale Leistung, sondern qualitativ auch auf hohe Standzeiten ausgelegt haben.“ Mehr über das Techcenter erfahren Sie auf der Website von Ingersoll Werkzeuge. Die strategischen Konzepte dazu erläutern Geschäftsführer Armin Engelhardt und Verkaufsleiter Jörg Lettermann in ‘Voll auf Zukunft eingestellt’.



