von Harald Klieber
Offiziell wird erst im Oktober der Normenvorschlag eingereicht. Die Projektgruppe Rekunorm ist aber schon viele Schritte weiter: „Sie können in vier Wochen die ersten Revolver mit pti-Schnittstelle bei uns bestellen“, versprach Sauter-Konstruktionsgruppenleiter Matthias Beck auf Nachfrage aus dem Plenum der 55 interessierten Besucher, die am 8. Mai zur Informationsveranstaltung zu Ott-Jakob kamen. „Hauptbotschaft ist: Die Schnittstelle für stehende und angetriebene Werkzeuge in Drehmaschinen ist im Wesentlichen einsatzbereit. Wir sind sehr weit, so dass wir im Oktober den Normenvorschlag einreichen werden“, erklärte der Moderator und Obmann des Normungsausschusses Dr.-Ing. Dietrich Lembke. Zumindest die Variante der pti-Schnittstelle für radiale Revolver ist abgeschlossen. Mit der Variante zum Einsatz in axialen Revolvern ist die Projektgruppe Rekunorm noch intensiv beschäftigt. Dass die axiale Variante ähnlich wichtig ist wie die radiale Variante, erklärte Matthias Beck, da Sauter-Kunden in der Regel gleichermaßen, also zu je 50 %, radiale und axiale Revolverscheiben auf den Drehmaschinen verwenden würden.
Rekunorm besteht aus Spezialisten ihres Fachs
Momentan besteht die Projektgruppe Rekunorm aus dem Spanntechnik-Herstellern Ott-Jakob, dem Revolverhersteller Sauter, dem Werkzeughalter-Produzenten WTO, Weisser und dem WZL der RWTH Aachen. Ott-Jakob fertigt in Lengenwang nahe Marktoberdorf maßgebliche Komponenten rund um die pti-Schnittstelle: Herausragend sind die neu entwickelten manuellen Spanner und die Revolverflansche samt Oktagon-Polygon. Den Revolver und die Antriebstechnik liefert Sauter, WTO die speziellen Werkzeughalter.
Schwimmender Spanner für Kräfte bis 75 kN
Konstruktiv hat sich seit der Präsentation auf der AMB 2014 vor allem die Spanntechnik der Werkzeughalter in der Schnittstelle verbessert: Ott-Jakob bietet dafür eine Lösung aus drei Teilen an, die sowohl kurze wie lange Werkzeughalter per Inbusschlüssel spannen und wieder freigeben kann. „Der jetzt von Ott-Jakob angebotene ‚schwimmende Spanner‘ beeinflusst die Genauigkeit des Systems nicht.“ Allerdings musste dafür laut Dietrich Lembke eine komplett neue Revolverform entwickelt werden, weil der Revolver für das Spannsystem sehr weit ausgehöhlt werden musste. „Großer Vorteil des neuen Spanners ist, dass er jetzt sehr hohe Spannkräfte realisieren kann bis 75 kN beim pti 65 und immerhin noch sehr beachtliche 40 kN beim pti 42“, versichert Dietrich Lembke. Mit den neuen angetriebenen Werkzeughaltern, z. B. mit ER40-Spannzangenaufnahme, lassen sich so mit pti65 Drehmomente bis 85 Nm und Drehzahlen bis 12.000 min-1 übertragen. Die vergleichbaren VDI40 und BMT65 mit ER32 lassen sich dagegen nur bis 63 Nm und 10.000 min-1 einsetzen. Im Ergebnis umfangreicher Bauraumuntersuchungen kann die neue pti-Schnittstelle einfach in bestehende Maschinenkonzepte integriert werden.
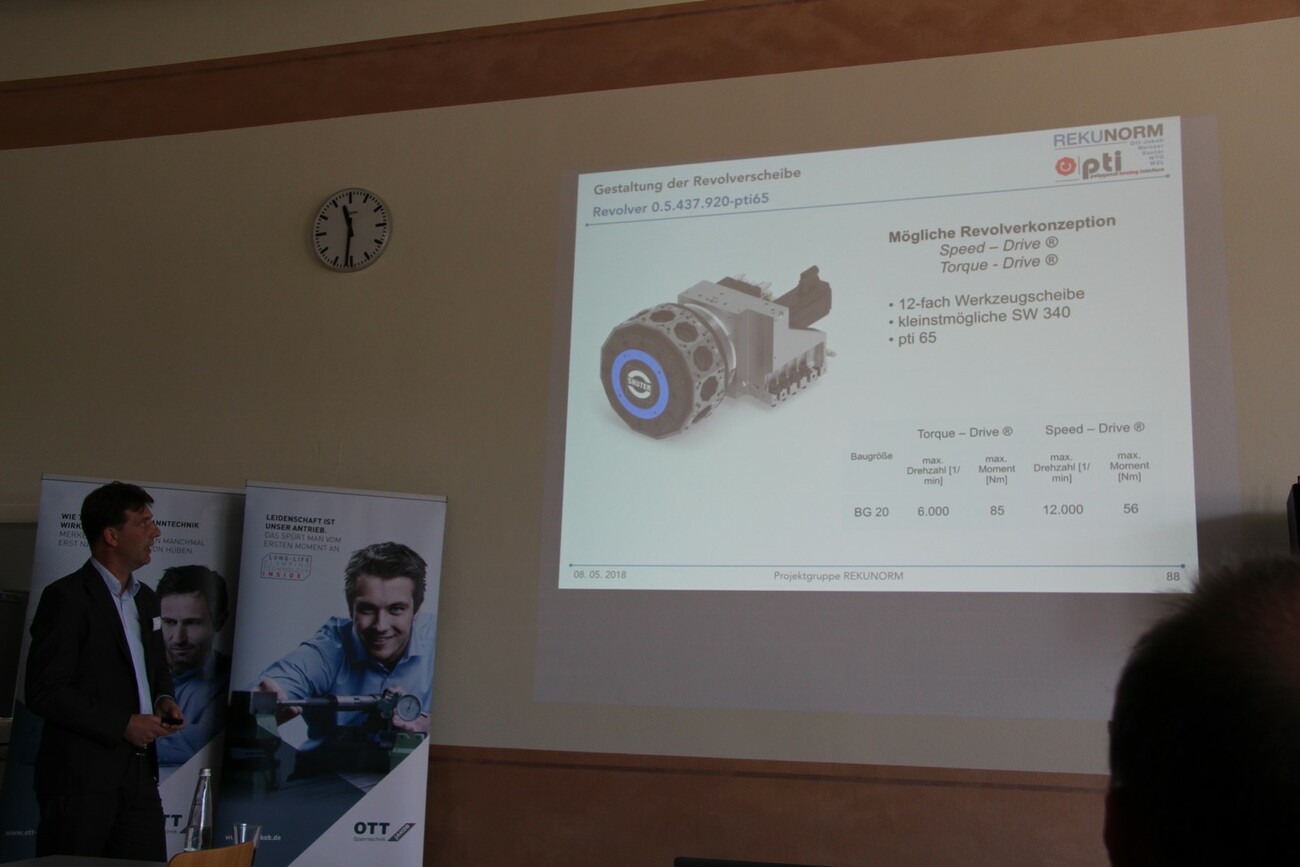
Zwei Varianten: Torque- oder Speed-Drive bis 85 Nm oder 12.000 min-1
Das neue pti-System präsentiert Sauter erstmals auf der AMB 2018 in Stuttgart in den zwei möglichen Revolverkonzeptionen Speed-Drive und Torque-Drive mit 12-fach Revolverscheibe und einer Schlüsselweite von SW340. „Der pti65 in unserer Revolver-Baugröße 20, liefert dann als Torque-Drive-Version 6.000 Umdrehungen und maximal 85 Nm oder als Speed-Drive 12.000 Umdrehungen und maximal 56 Nm.“ Pti42, so Matthias Beck, ist in Revolvern der Baugröße 12 in Speed-Drive verfügbar mit 12-fach-Werkzeugscheibe, SW280 für 12.000 min-1 und maximal 21 Nm. „Viele Details und Komponenten sind aber nach wie vor frei und können je nach Wunsch von Spanntechnik-Herstellern selbst konstruktiv gelöst werden“, erklärt Dietrich Lembke die Philosophie der pti-Schnittstelle, die anderen Herstellern auch noch viel Platz für eigene Entwicklungsmöglichkeiten lassen soll. „Es wird nur die Schnittstelle beschrieben. Allerdings ist das pti-System in der jetzigen Konfiguration absolut einsatzbereit. Die Spannkräfte wurden ausgiebig analysiert. Umfangreiche Tests haben ergeben, dass das System problemlos 5.000 Hübe macht und danach trotzdem noch die Kräfte weiter erreicht“, was nach Erfahrung von Dietrich Lembke für ein manuelles Spannmittel eine „echte Hausnummer“ ist.
In Planung: Perfekte Kupplung für 100 Nm Antriebsmoment
Rein leistungsmäßig hat die pti-Schnittstelle sämtliche Konkurrenzsysteme bereits überflügelt. Christian Bergs, wissenschaftlicher Mitarbeiter am WZL, sieht die Stärken der Schnittstelle aber nach wie vor in der deutlich höheren Präzision gegenüber HSK, HSK-T und BMT. „Wichtig ist nun noch, eine einheitliche Kupplung für angetriebene Werkzeuge zu entwickeln, die schon einige Besonderheiten aufweisen muss.“ Entscheidende Merkmale aus dem Pflichtenheft für pti65 seien 100 Nm übertragbares Antriebsmoment bei einem Kupplungsdurchmesser an der Werkzeugseite von 28 mm. „Spielfrei, axial und radial kuppelbar, keine zusätzliche Aktorik, effizient fertigbar“, schilderte Christian Bergs die perfekte Kupplung. Den Entwurf der Projektgruppe Rekunorm stellte Christian Bergs zur Diskussion. Bremsen soll die Entwicklung der Axial-Radial-Kupplung das Projekt pti natürlich nicht - „auch nicht den Normenvorschlag. Deshalb haben wir die Normenvorschläge in drei Bereiche unterteilt. Der Bereich der Kupplung wird voraussichtlich später eingereicht“, erklärte Dietrich Lembke, der auch schon die Entwicklung und Markteinführung des HSK und HSK-T begleitet hatte, den weiteren Projektablauf.
Rückblick AMB 2014 – eindeutiger Rüstkostenvergleich
Welches Potenzial die neue Schnittstelle hat, belegte schon WZL-Professor Prof. Dr.-Ing. Christian Brecher während der Pressekonferenz auf der AMB 2014. „Wir versprechen uns sehr viel von der pti-Schnittstelle. Zwar kostet die Schnittstelle im Invest mehr als die etablierten VDI- oder BMT-Lösungen. Sie bringt aber einen deutlichen Mehrwert an Leistung, der sich auch bilanzieren und damit belegen lässt.“ Mittlerweile wurden die Leistungswerte der pti-Schnittstelle nochmal verbessert auf die beschriebenen 85 Nm und bis zu 12.000 min-1. Wie schon 2014 von den Projektpartnern dokumentiert, schneidet die pti-Schnittstelle aber vor allem auch im Rüstkostenvergleich mit einer BMT-Schnittstelle auf einem 12-fach-Scheibenrevolver deutlich günstiger ab: Bei nur zwei Umrüstvorgängen pro Tag, mit beispielsweise 5 Werkzeughaltern, ergaben sich bereits 2014 gegenüber der BMT-Schnittstelle jährliche Rüstkosteneinsparungen von rund 7.667 Euro.
Werkzeugwechselzeiten mehr als halbiert
Schlüssel war dabei die Werkzeugwechselzeit: 5 min dauert der Umrüstvorgang pro BMT-Halter mit dem Lösen und Anschrauben der vier Schrauben und anschließendem Meßschnitt. Das Lösen, Entnehmen, Einsetzen und Spannen des pti wurde 2014 bereits mit nur 2 min kalkuliert. Bei den Investitionskosten für 8 stehende und 6 angetriebene Werkzeughalter lag BMT 2014 bei 12.600 Euro, pti bei 21.200 Euro. Nach Angaben von Dietrich Lembke würde dieses Verhältnis prinzipiell auch noch 2018 so bestehen, allerdings würden sich die Mehrkosten auch nach wie vor spätestens nach weniger als zwei Jahren amortisieren, laut Amortisationsrechnung von 2014 nach exakt 1,12 Jahren. Beim Rüstkostenvergleich mit der VDI-Schnittstelle (16.000 Euro) hatte pti noch höhere Einsparungen von rund 10.333 Euro erreicht, muss aber dann den günstigeren VDI-Invest (8.400 Euro) in 1,24 Jahren amortisieren.
8er Polygon überträgt höhere Kräfte
„Durch den neuen ‚schwimmenden Spanner‘ von Ott-Jakob lassen sich die Werkzeuge heute noch viel schneller und genauer spannen und trotzdem die Kräfte mit deutlich mehr Drehmoment übertragen“, definiert Dietrich Lembke den Vorsprung des pti-Systems. Herausragendes Merkmal sei nach wie vor das kegelige 8-fach-Polygon, das nahe am Kreis, aber mit einer größeren Anzahl von Ecken, höhere Kräfte übertragen kann, als etwa ein 6er Polygon. Zum Spannen dient eine einfache Spannschulter, eine Spannschräge. „Der große Durchlass von 65 mm Durchmesser erlaubt auch die Verwendung von großen Lagern, Antriebswellen und Kupplungen, was beispielsweise ein 63er Durchmesser verhindert hätte“, erklärt Dietrich Lembke. Ähnlich positive Bauraumverhältnisse ergeben sich für die beiden anderen Baugrößen pti54 und pti42.
„Echte Anwenderschnittstelle“ mit deutlichen Vereinfachungen
Ergebnis ist bislang ein Schnellspannsystem für stehende und angetriebene Werkzeuge. Normungsrelevante Geometrieelemente sind derzeit die Polygongeometrie bezogen auf die Plananlage (8-eckig, Kegelwinkel 1:10); die Revolverinnenkontur zur Aufnahme der Werkzeug-halter mit und ohne Antriebskupplung; zusätzlich vier Gewinde zum optionalen Verschrauben der Werkzeughalter; eine primäre und sekundäre Kühlmittelzufuhr sowie eine Sperrluftbohrung und eine Verwechselsicherung. Außerdem arbeitet das Team daran eine Datenschnittstelle zu integrieren.
„Mit der pti wollen wir zwar eine weitere Schnittstelle auf den Markt bringen, werden aber mittelfristig einige der gängigen Schnittstellen ablösen, also zusammenfassen. Mit pti können wir jetzt alles abbilden, was der deutsche und der internationale Markt fordern. Die pti ist also eine echte Anwender-Schnittstelle, die deutliche Vereinfachungen für die Fertigung bringen wird“, betont Matthias Beck. Wegen der höheren System- und Wechsel-Genauigkeit sind nach Erfahrung von Dietrich Lembke vor allem keine Messschnitte mehr nötig, was erhebliche Prozess- und Rüstzeit-Verkürzungen verspricht.