von Harald Klieber
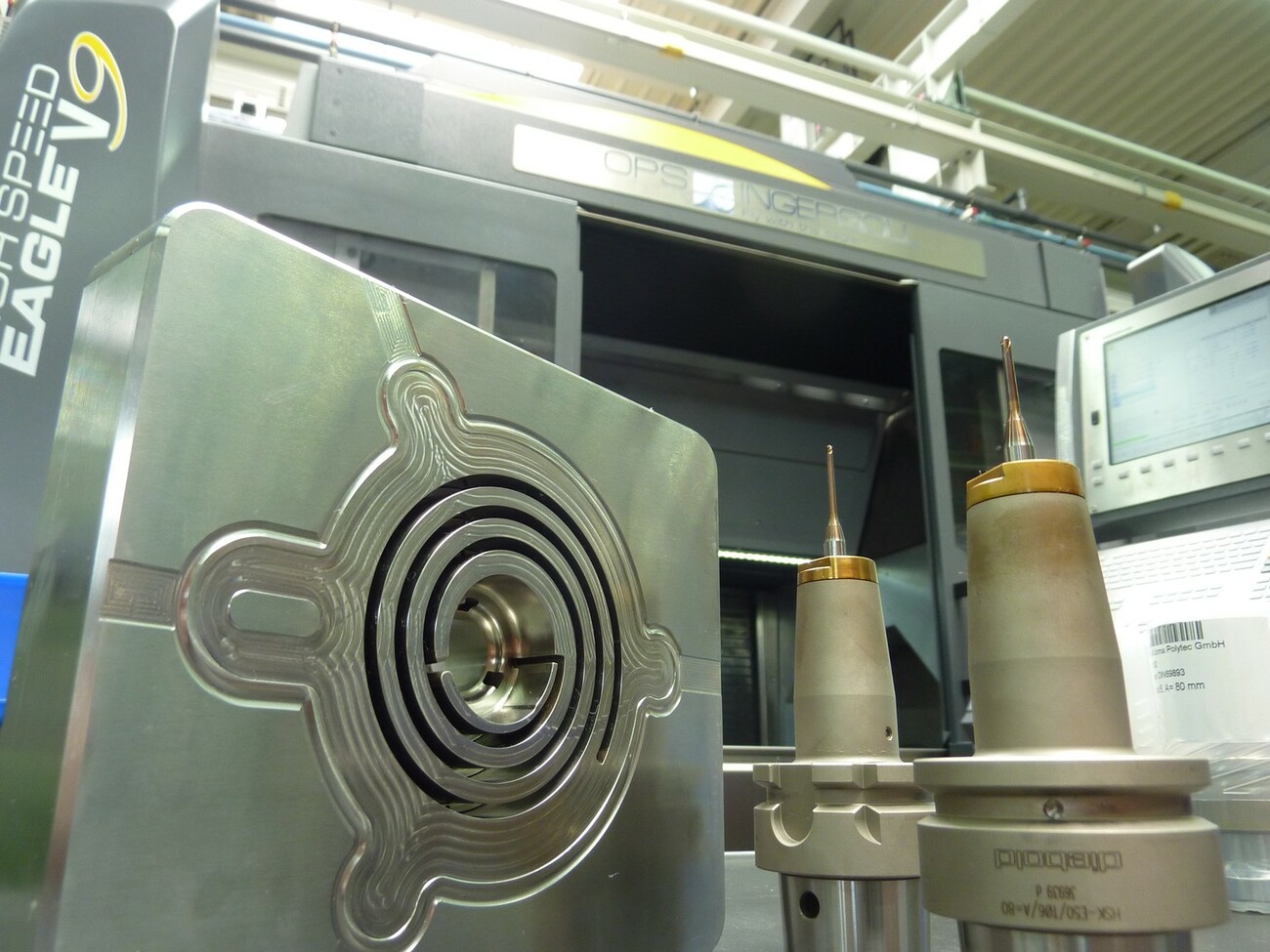
Das war ein riesiger Schritt: Der Werkzeugbau der Joma Polytec GmbH in Bodelshausen verwendet seit Ende 2017 für das neu angeschaffte Eagle V9-5-Achs-Zentrum von OPS-Ingersoll die JetSleeve 2.0 Futter von Diebold zum Stahl- und Grafitfräsen. „Mit den Goldring-Werkzeugen und ATS erzielen wir reproduzierbar glänzende Oberflächen, ohne noch polieren zu müssen.“ Anhand eines Versuchswerkzeugs machen Werkzeugbau-Leiter Thomas Kohler und Robert Wagner deutlich: Erodiert wird nur noch in Ausnahmefällen, in tiefen Kavitäten oder scharfen Ecken, wo der Hitachi-Fräser samt Diebold-Schrumpfwerkzeugen mit Goldring-Kühlung nicht mehr hinkommt.
Vom Ansaugkrümmer bis zum medizinischen Katheter
Aber der Reihe nach: Der Kunststoffteilehersteller Joma Polytec setzt mit weltweit 480 Mitarbeitern 97 Mio. Euro um. Abnehmer der oft mit OEMs entwickelten Hochleistungsteile aus Hochtemperaturkunststoff bis klarsichtigem Polycarbonat sind vor allem die Automobilindustrie und Medizintechnik. Hauptaufgabe des Werkzeugbaus ist die Herstellung von Spritzgusswerkzeugen zum Einsatz in der Kunststoffverarbeitung mit einem Maschinenpark mit Schließkräften bis 650 t. Hergestellt werden technische Kunststoffteile von groß bis klein, vom Ansaugkrümmer bis zur Öleinspritzdüse oder einem medizinischen Katheter. „Unser Werkzeugbau ist auf sämtliche thermoplastische Kunststoffe eingestellt: von Peek, PA,POM, ABS, TPE bis TPU müssen wir die ganze Bandbreite formenbautechnisch beherrschen“, berichtet der Werkzeugbauleiter Thomas Kohler. Lange Laufzeiten der Werkzeuge mit möglichst immer schnelleren Zyklen seien bei immer kürzeren Durchlaufzeiten der Fertigung der Spritzgusswerkzeuge gefordert. Im Detail müssen dafür die Geometrien und Oberflächengüten der konturgebenden Komponenten des Spritzgusswerkzeuges verbessert werden.
Schrumpffutter komplett umgestellt
„Unser Ansatz war vor fast zwei Jahren: Wir wollen unseren Werkzeugstahl nicht nur weich, sondern auch hart bis 62 HRC bearbeiten. Deshalb haben wir investiert und standardisiert“, erklärt der stellvertretende Leiter des Werkzeugbaus, Robert Wagner. Zum einen in das Hochpräzisionsbearbeitungszentrum High Speed Eagle V9, das der Hersteller OPS-Ingersoll zum Bearbeiten von Stahlteilen und Grafit-Elektroden gleichermaßen empfiehlt. Zum anderen hat Joma Polytec die Werkzeuge standardisiert. Komplett umgestellt hat der Werkzeugbau dagegen seine Schrumpffutter, die seitdem nur noch Diebold aus dem 10 km entfernten Jungingen liefert.
Keine klebrigen Überreste mehr in der Maschine
„Die Vorteile dieser Schrumpffutter sind die einheitliche Länge und die ATS-Goldring-Düse, die wir auf der OPS-Maschine durchgängig einsetzen, um die Aerosolschmierung optimal nutzen zu können. Das Aerosol von Rother hat den Charme, dass es eigentlich kaum spürbar ist und vor allem keine klebrigen Überreste in der Maschine und auf den Werkzeugen zurücklässt“, berichtet Robert Wagner. Das ist ideal, weil Joma Polytec die OPS-Maschine zu 40 % mit Stahl belegt. Der Rest ist Grafit. Grafit wird trocken bearbeitet und zum Teil, je nach Bearbeitung mit der Druckluft durch die Goldringdüse weggeblasen und seitlich im Bearbeitungsraum abgesaugt. Ähnlich, nur mit Aerosol-Zusatz wird Stahl bearbeitet. „Durch die ATS-Bearbeitung wird die Maschine eigentlich noch sauberer, weil die Späne auch weggeblasen werden. Die sonst mit Vollstromkühlung nötigen Reinigungszyklen und Pausen werden auf ein notwendiges Minimum“, berichtet Thomas Kohler.
Gute Kühlung, keine Thermoschocks, keine Mikroausbrüche
Das würde vor allem an der Anordnung der JetSleeve-Bohrungen liegen, erklärt Diebold-Key-Account-Manager Uwe Stemmer. Durch den Venturi Effekt und durch die hohen Strömungsgeschwindigkeiten bleibt das Medium auch bei hohen Drehzahlen an der Schneide. Das macht das Werkzeug so effizient“, erklärt Robert Wagner. „Wir fahren mittlerweile bis 36.000 Umdrehungen mit JetSleeve. Durch die kontinuierlich gute Kühlung werden Thermoschocks verhindert und dadurch auch die Mikroausbrüche an den Vollhartmetallwerkzeugen, was uns auch den Einsatz des Aerosols bei Werkzeugen mit Wendeschneidplatten erlaubt.“
Nur noch 10% der Ölmenge, die ein marktübliches MMS-System verbraucht
Großes Plus, so Thomas Kohler, sind darüber hinaus natürlich die Kostenvorteile: Mit der ATS-Lösung von Rother und Diebold braucht Joma Polytec nur noch 10% der Ölmenge, die ein marktübliches MMS-System verbraucht, schätzt Thomas Kohler. Dieser deutlich geringere Verbrauch resultiert vor allem aus den feineren Aerosol-Partikeln, die im ATS-System von Rother nicht größer als 1 µm sind. „Zweiter Vorteil der feinen Partikel ist, dass so erst gar keine Entmischung eintreten kann. Die Partikel sind einfach zu fein verteilt und zu winzig. Alles Weitere erledigt der JetSleeve und das Schrumpfwerkzeug, das den Aerosolstrom ohne große Strömungskanal-Veränderungen oder Ecken und Kanten sicher an die Werkzeugschneide transportiert“, erklärt Uwe Stemmer die inneren Werte des JetSleeve-Systems.
Versuchs-Werkzeug in 3 Wochen
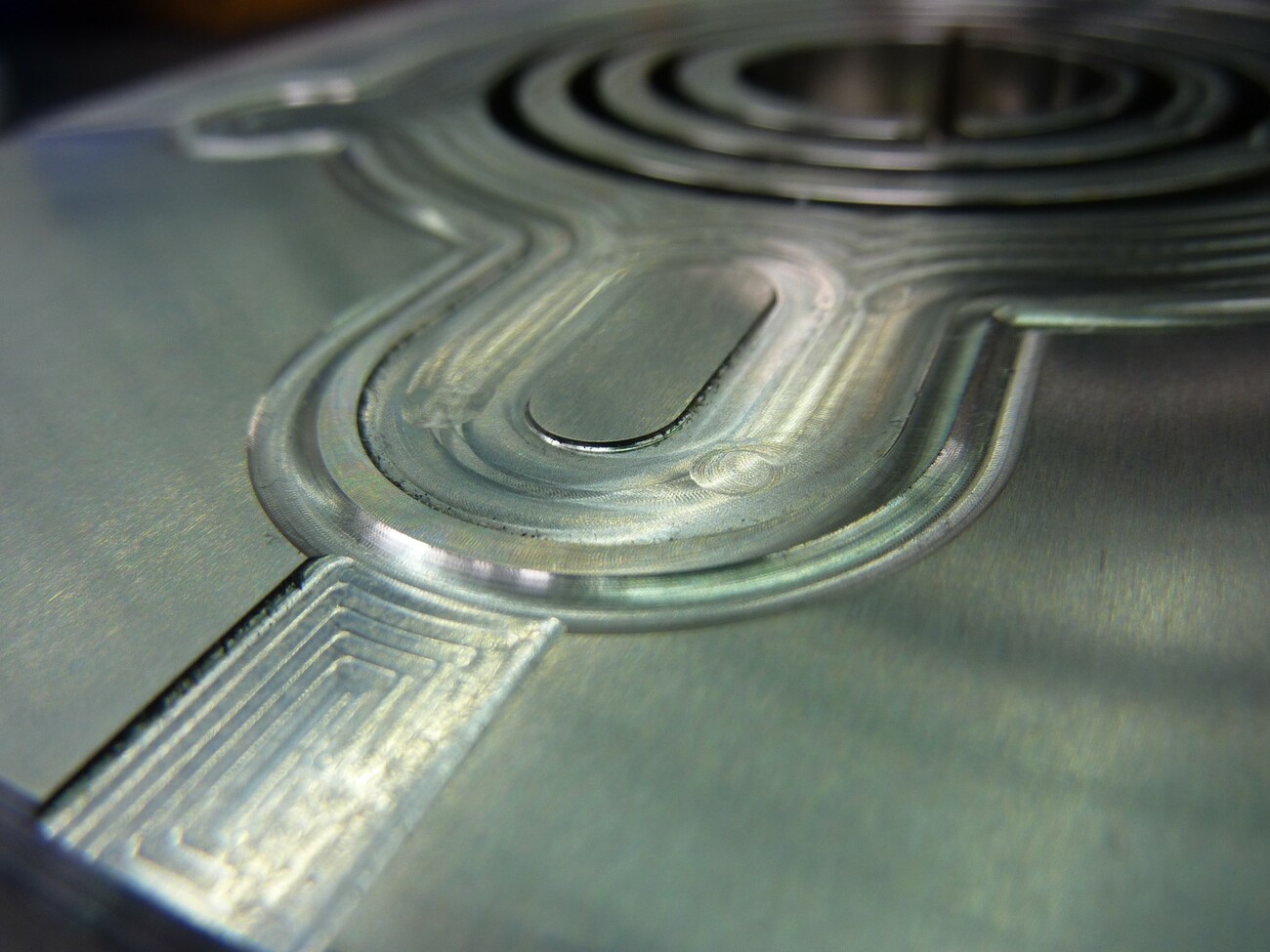
Was der Goldring indes für die Oberflächenqualität bringt, verdeutlicht Robert Wagner an einem Versuchs-Werkzeug aus 1.2343. „Zerspanungstechnisch das Highlight war natürlich das Fräsen der Spirale direkt ins Harte mit einem 1,75er Fräser auf eine Tiefe von 23 mm mit einer Glanzoberfläche. So eine Spirale in 52 HRC einbringen, hätten wir bis vor kurzem erodieren und die benötigten Oberflächen polieren müssen. Jetzt wird die Spirale komplett gefräst und nur noch angrenzende Teilbereiche erodiert.“ Unterm Strich, so Robert Wagner, ist das Projekt Versuchs-Werkzeug nicht in den bis dato üblichen acht Wochen realisiert worden, sondern in nur drei Wochen.
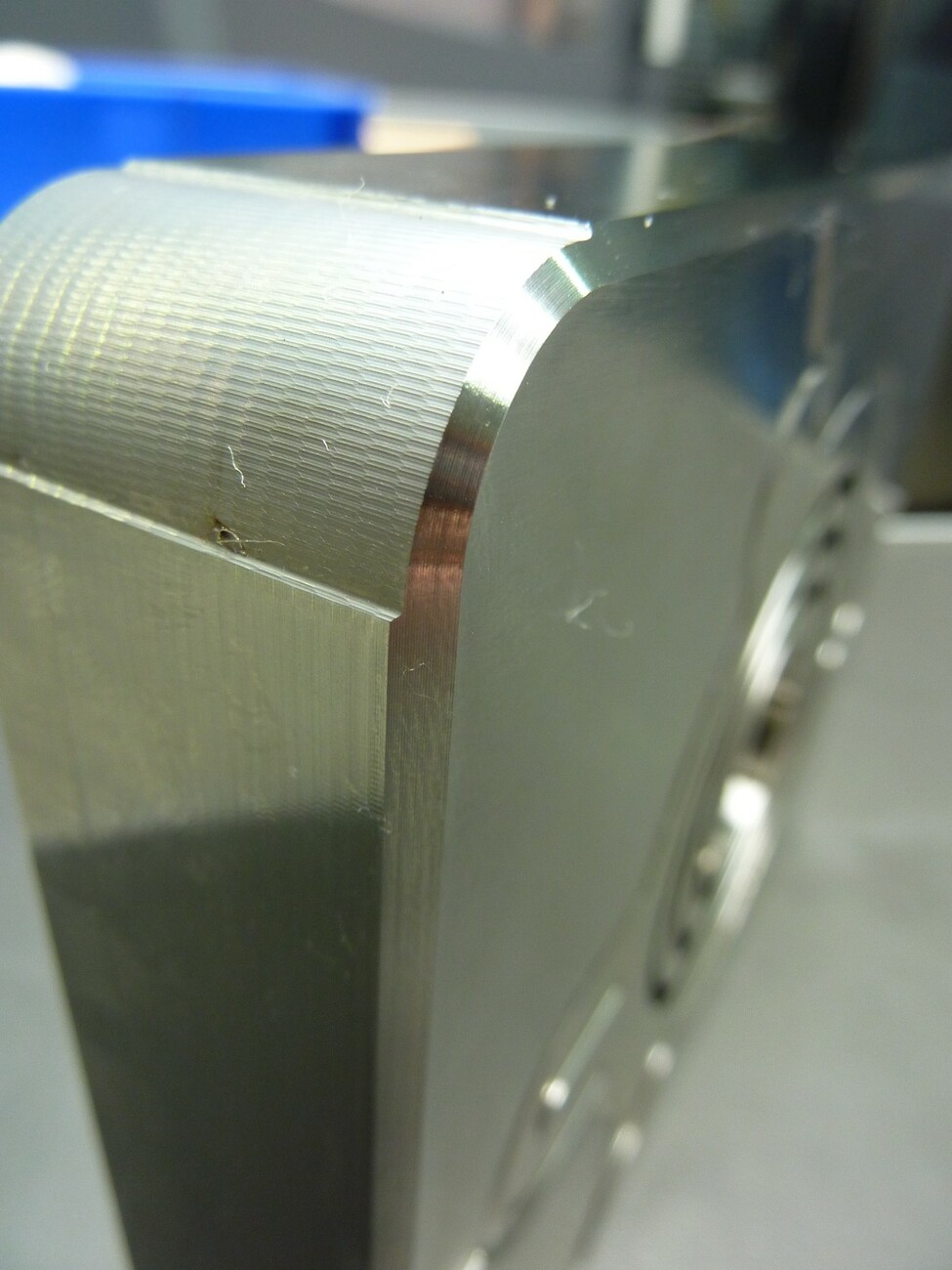
"Das ist wie geschliffen!"
„Da spielt natürlich so einiges rein. Fakt ist aber, ohne den JetSleeve hätten wir diese Oberflächen mit Rz 0,1 µm nicht hinbekommen. Das ist wie geschliffen!“ Voraussetzung hierfür ist das die ATS ohne Verzögerung arbeitet und das Aerosol beim ersten Span sofort an der Schneide zur Verfügung stellt. Diesbezüglich anspruchsvoll sei natürlich die Spirale mit ihren tiefen Kavitäten gewesen. „Beim Fräsen erreichen wir zudem noch viel gleichmäßigere Oberflächen als etwa beim Schleifen mit Korund, bei dem die Oberfläche immer wieder Korn-Ausreißer aufweist. Wenn möglich fräsen wir den Konturbereich und sämtliche Außenmaße auf der OPS-Maschine“, erklärt Thomas Kohler. Nur zum Planschleifen wird der Formeinsatz noch auf eine Schleifmaschine transportiert. Das soll künftig aber auch mit einem einheitlichen Nullpunktspannsystem deutlich vereinfacht werden.
Erodierprozess soll durch Fräsen reduziert werden
Auf der OPS-Maschine standen vor allem die möglichen Oberflächengüten im Fokus, zum anderen mussten auch der Grund und die Radien sauber gefräst werden. „Natürlich gibt es auch für dieses Versuchswerkzeug einen relativ konkreten Anwendungsbezug, bei dem Peek in solche Spiralen später unter einem Druck von 1.600 bar eingespritzt wird. Da müssen natürlich alle Flächen perfekt sein. Zudem war es für uns wichtig, das Werkzeug quasi komplett in einer Aufspannung zu fräsen. Das wird uns künftig viel Umspannen, mehrfaches Einmessen und Erodieren sparen – und wir können künftig auch solche Prozesse die ganze Nacht durchlaufen lassen“, betont Thomas Kohler das große Potenzial für den Werkzeugbau von Joma-Polytec. Demnach soll vor allem der Erodierprozess weitreichend durch das Fräsen der Formeinsätze auf der OPS-Ingersoll-Maschine reduziert werden. Lediglich scharfe Ecken müssten gegebenenfalls noch erodiert werden.
Schrumpfen dauert nur noch drei bis fünf Sekunden
Große Vorteile bietet das Diebold-System nach Erfahrung von Thomas Kohler aber auch beim Schrumpfen der standardisierten Werkzeuge, weil das Schrumpfen an sich nur noch 3 bis 5 Sekunden dauert. „Nur so viel: Das hängt mit unserer Beschichtung zusammen, die eben nicht nur gegen Korrosion schützt.“ Das, so Uwe Stemmer, verlängert die Dauerhaltbarkeit der Schrumpffutter, weil die Futter durch die niedrigere Prozesstemperatur von nur 350 bis 400°C ihre hohe Rundlaufgenauigkeit viel länger behalten. Grund genug das Diebold-System auf breiter Front bei Joma Polytec einzuführen: „Momentan führen wir im Werkzeugmanagement ziemlich genau 96 standardisierte Stahl- und Grafitfräser. Rund 60 werden künftig mit dem Goldring-System laufen, das sich spätestens mit dem Einsatz rund um das Versuchswerkzeug absolut bewährt und bezahlt gemacht hat“, fasst Robert Wagner zusammen.
40% besser mit dem Goldring-System
Fräsprozesse lassen sich immer weiter verbessern. Maximale Effizienz verspricht Diebold mit dem Einsatz seiner Goldring-Werkzeuge JetSleeve2.0, Spannzangenfutter CentroGrip und das Kraftspannfutter UltraGrip. Alle drei Produktlinien von Diebold bieten eine garantierte Rundlaufgenauigkeit von 3 µm. Mit solch genauen Spannfuttern kann auch bei Standardoperationen immer um mehr als 5 % besser zerspant werden, verspricht Diebold. Wenn man einen Maschinenstundensatz von 100 Euro kalkuliert und zweischichtig fährt, spart man damit am Tag 80 Euro ein, bei 200 Arbeitstagen im Jahr sind das 16.000 Euro. Nach Erfahrung der Zerspanungsexperten von Diebold geht es aber noch besser: Wenn man sich vorstellt, durch den Einsatz hochpräziser Spannfutter sogar bis zu 40% besser zerspanen zu können, dann erreicht man das 8-fache gegenüber den vorherigen 5 %. Bei 40 % verbesserter Zerspanung ergibt die obige Rechnung 16.000 x 8 = 128.000 Euro pro Jahr. Gerechnet auf vier Jahre kann alleine mit dieser Einsparung eine Maschine im Wert von 512.000 Euro komplett bezahlt werden. Diebold ist gerne dabei behilflich, mit Anwendern eine solche Rechnung aufzustellen und deren Fräsprozesse deutlich zu verbessern.