von Harald Klieber
„Der Gewindebohrer kann noch so gut sein, ein Restrisiko bleibt – vor allem, wenn es darum geht, in unsere gewalzten Stahlringe bis zu 48 M36-Gewinde einzubringen“, erklärt Geschäftsführer Johann Kollmeder. Deshalb wurde nach Alternativen gesucht. Mit dem Gewinde-Experten von Reime Noris fand man einen Partner, der eine absolut prozesssichere Lösung anbieten konnte: den ersten NES-Gewindefräser mit zwei Reihen. Nahtlos gewalzte Ringe von 200 mm bis 7 m Durchmesser mit bis zu 1 m Höhe und Stückgewichten bis 14.000 kg fertigt das Familienunternehmen Kollmeder in Ergolding bei Landshut. Bearbeitet werden die Ringe auf CNC-gesteuerten Karusselldrehmaschinen mit bis zu 8,5 m Durchmesser und 5 m Höhe. Gefräst wird auf Fahrständer-Fräsmaschinen mit bis zu 16 m Länge und 3,5 m Höhe. 5-Achs-Simultan fertigt Kollmeder Bauteile bis 6 m Länge, 2,8 m Breite und 3 m Höhe auf der erst im April 2018 in Betrieb genommenen Taurus-30-Fräsmaschine des Herstellers Waldrich Coburg. Die gefertigten Bauteile werden in den unterschiedlichsten Bereich, wie Chemieindustrie, Verfahrens- und Verpackungstechnik, aber auch im Windkraftsektor, Maschinen- und Apparatebau, sowie in Drehverbindungen eingesetzt.
Riesen-Ringe in Windkrafträdern und im Weltraum
Einige der Kollmeder-Ringe sind auch schon ins Weltall geflogen, andere ‚Riesen-Ringe‘ werden dringend gebraucht, um große Getränkeabfüllanlagen präzise laufen zu lassen. Ähnlich spektakulär ist nach Angaben von Johann Kollmeder auch der Einsatzort der gut 500 Hohlräder, die jährlich Ergolding verlassen. Deren Einsatzort befindet sich oft bis zu 200 m über der Erde in den Getrieben von Windkrafträdern. „Wie bei jedem unserer Ringe steht auch bei den Hohlrädern die Funktionalität im Mittelpunkt. Schwachstellen sind verboten und wären in dieser Höhe ziemlich teuer.“ Deshalb will Johann Kollmeder sämtliche Risiken minimieren, schon am Boden und in der eigenen Fertigung. Vor zwei Jahren stand demnach das finale Gewindebohren im Visier der Prozessoptimierer. „Die Stärke von Kollmeder ist die Geschwindigkeit. Mit knapp vier Wochen Durchlaufzeit fertigen wir auch die größten Stahlringe. Das finale Gewindeschneiden darf da natürlich nicht zum Stolperstein werden, sondern muss zügig und vor allem prozesssicher ablaufen“, betont Stefan Kollmeder. Das Abreißen eines Gewindebohrers wäre eine Katastrophe. Deshalb hatte sich Fertigungsleiter Eugen Dino mit Reime Noris-Außendienstmitarbeiter Wolfgang Oed zusammengesetzt. „Ziel war es zuerst, den hohen zusätzlichen Schmier- und Schneidölanteil zu vermeiden, der den sonst verwendeten Kühlschmierstoff belastete und regelmäßige KSS-Pflege nötig machte. Herr Oed hat uns daraufhin das Gewindefräsen vorgeschlagen – im ersten Ansatz mit den einreihigen Werkzeugen wegen des von uns oft verwendeten Vergütungsstahls“, erinnert sich Johann Kollmeder.
Erste Tests waren schon sehr zufriedenstellend
Im Detail handelte es sich um eines der Wendeschneidplatten-Werkzeuge aus dem Noris-Einzahn-System NES. Wie das Einzahn-System funktioniert, zeigt das Video. [embed]https://youtu.be/XA6psp7j8R8 [/embed]
„Schon diese Tests waren sehr zufriedenstellend“, fasst Eugen Dino zusammen. Großer Pluspunkt sei natürlich gewesen, dass auf einen Schlag kein Schneidöl mehr gebraucht wurde. Auch die Bearbeitungszeiten konnten schon ordentlich verkürzt werden. „Highlight war aber die neue Prozesssicherheit, die das Gewindefräsen mit dem NES automatisch mitbrachte“, betont Johann Kollmeder. Gegenüber dem gewöhnlichen Gewindebohrern, die beim Abreißen oder Brechen das Bauteil massiv schädigen können und ggf. sehr aufwändig wieder herausgebohrt werden müssen, kann der Gewindefräser bei Havarie problemlos aus der Bohrung herausgefahren werden, weil zwischen Kernloch und Werkzeugschaft immer einige Millimeter Spielraum sind.
Durchbruch mit erstem 2-reihigen NES-Gewindefräser
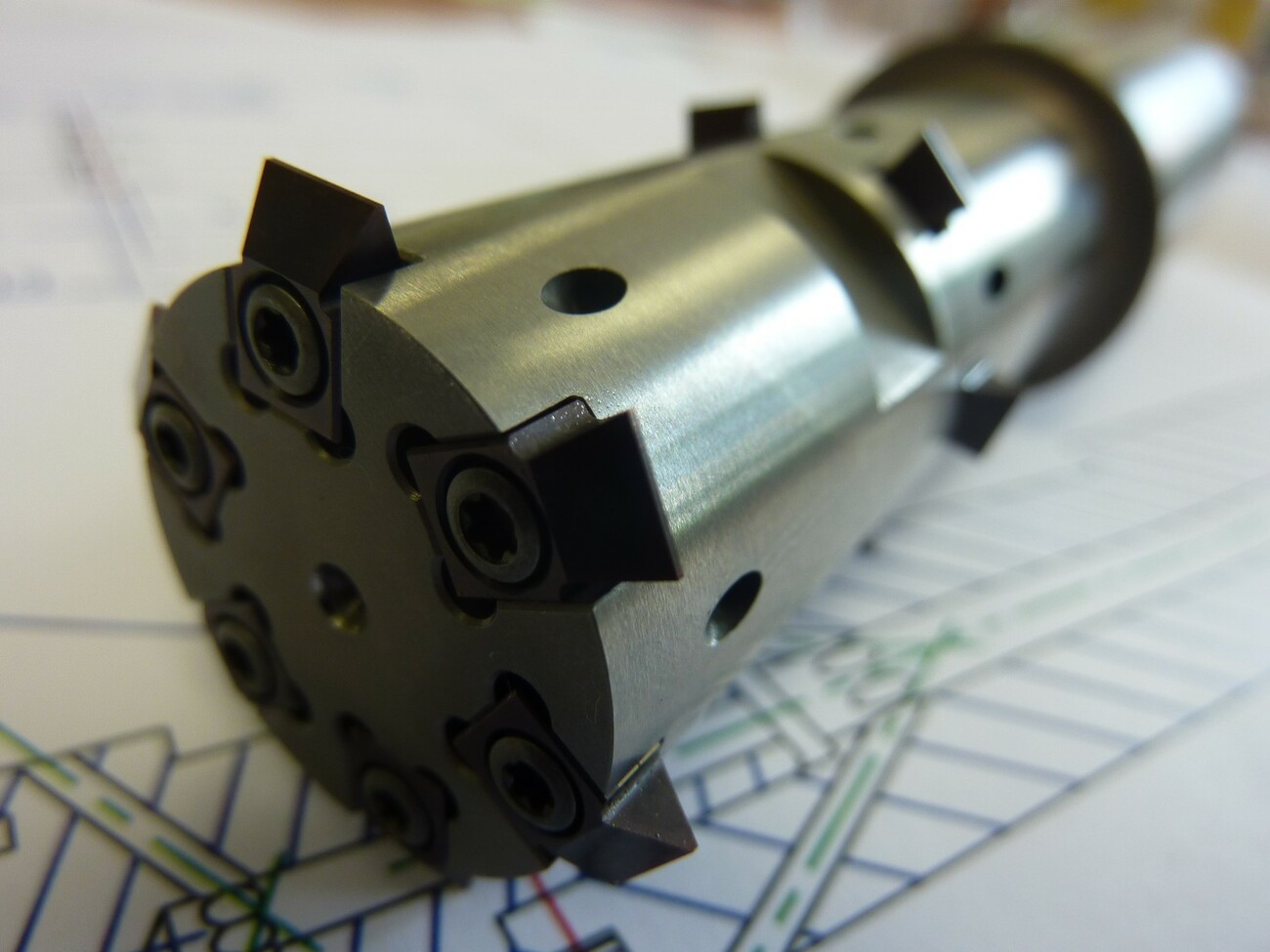
„Das typische Verklemmen und Abreißen von Gewindebohrern lässt sich mit dem Gewindefräser komplett ausschließen“, versichert Wolfgang Oed. „Das Werkzeug mit seinen eingespannten Wendeschneidplatten rotiert mit knapp 2000 Umdrehungen pro Minute und bewegt sich dabei in einer helikalen Bewegung, Richtung Gewindeaustritt“, erklärt Anwendungstechniker Thomas Breuer den Prozess. Beim Gewindebohren verursachte der meist verwendete 34CrNiMo6-Vergütungsstahl während der Fertigung oft Spanverwicklungen, die ab und an von Maschinenbedienern entfernt werden mussten. „Mit den Spänen und dem zusätzlichen Mann an der Maschine waren wir nicht zufrieden“, erinnert sich Johann Kollmeder. Durch den Einsatz eines NES-Gewindefräsers war zwar diese Problematik verschwunden, allerdings lag die Prozessdauer zur Herstellung eines Gewindes bei ca. 48s, was gegenüber dem Gewindebohren (26s) einen erheblichen Nachteil bedeutet. „Die Lösung, ja der Durchbruch war dann die Entwicklung unseres ersten zweireihigen NES-Gewindefräsers“, der nach Angaben von Wolfgang Oed in diesem Durchmesserbereich mit der maximalen Plattenanzahl von sechs bestückt wurde – und das in zwei Reihen in der Mitte und am Ende des Werkzeugs. „Die höhere Schneidenzahl und die zweite Reihe steigern natürlich die Produktivität des Gewindefräsers, sodass sich die Prozesszeit nun auf dem Niveau vom Gewindebohren bewegt. Zudem verwenden wir nur unsere Standard-Wendeschneidplatte“, was nach Erfahrung von Reime Noris-Geschäftsführer Martin Bieber natürlich für das Preis-/Leistungsverhältnis phänomenal ist.
Helikale Aufwärtsbewegung liefert „Komma-Späne“
In der aktuellen Version, die auch auf der AMB zu sehen sein wird, bewegt sich das zweireihige NES-Werkzeug im üblichen Toleranzbereich für Gewindewerkzeuge von wenigen µm und garantiert damit die Erzeugung normgerechter Gewinde – „was gar nicht so trivial ist, wenn man sich klar macht, dass die untere Plattenreihe am Kernloch-Grund zu fräsen beginnt und die obere Reihe gleichzeitig auf halber Länge hin zum Kernloch-Rand.“ Diese beiden quasi separat erzeugten Gewinde müssen dann nach Angaben von Martin Bieber sauber ineinander übergehen. „Der Gewindezyklus muss stimmen, die Maschine und natürlich die Steigung. Auch zu starke Vibrationen könnten einen Versatz oder Ungenauigkeiten bedeuten, die das problemlose Einschrauben des Lehrdorns verhindern. Deshalb muss das Werkzeug und die Maschine auf den Punkt passen, der Prozess mit der helikalen Aufwärtsbewegung eingefahren werden“, betont Martin Bieber. Die Späne werden dabei durch die Innenkühlung des Werkzeugs aus der Bohrung ausgespült – und können sich sehen lassen. Nach Erfahrung von Wolfgang Oed lassen sich mit dem Werkzeug „kleine kompakte Komma-Späne produzieren. Lange Wirr-Späne vom Gewindebohrer sind damit passé – und ein zusätzlicher Mitarbeiter muss die langen Fließspäne nicht mehr aufwändig entfernen.“ Wie tief könnten die Werkzeuge aber fräsen? Aus Stabilitätsgründen wären nach Erfahrung von Wolfgang Oed und Thomas Breuer Gewindelängen ab 2,5xD kritisch. „Bei 2,5xD würde es in Werkstoffen, die von der Fa. Kollmeder aktuell bearbeitet werden, zu Vibrationen kommen. 2,5xD ist aber bei einer Verschraubung auch gar nicht nötig“, versichert Wolfgang Oed, weil ein Gewinde in Stahl per se nicht länger als 1,5xD sein muss, um die maximale Zugkraft der Schraube übertragen zu können. „Spätestens ab 1,5xD wird die Schraube zur schwächsten Komponente in der Verbindung. Heißt: Dann reißt die Schraube, bevor das Gewinde versagt. Ein längeres Gewinde macht also keinen Sinn.“ Das NES-Wendeplattensystem existiert bei Reime Noris schon einige Zeit und hat sich bei verschiedensten Anwendungsfällen 1000-fach bewährt. Aus diesem Grund existiert schon viel Erfahrung und das Standard-Programm deckt sehr viele Einsatzbereiche ab.
Systematische Programmerweiterung – Bewährtes sinnvoll einsetzen
Sonderanwendungen kommen laufend dazu und werden durch die Anwendungstechniker in der eigenen Werkzeugkonstruktion in Absprache mit dem Kunden entwickelt – wie in diesem Fall „Maximaler Durchmesser ist momentan FK 29.
Bis zu diesem größten Fräskreis garantieren wir die Einhaltung der üblichen Form- und Lagetoleranzen. Dazu kompensieren wir die Profilverzerrung der Frässchneide, um das eigentliche Gewindeprofil erzeugen zu können.“ Das, so Martin Bieber, ist alles andere als trivial. Die Platten müssen dazu angeschliffen werden, der Winkel an der Schneide so ausgelegt werden, um letztlich das Innengewinde mit exakt 60° herstellen zu können. Kaum vorstellbar ist dabei, dass auch die relativ große Spänemenge an den Platten vorbei aus der Kernloch-Bohrung gespült wird.
Mit einem Plattensatz über 300 Gewinde
„Es funktioniert tatsächlich. Auch die großen Schrauben lassen sich sauber in die zweireihig gefrästen Gewinde einschrauben“, bestätigt auch Fertigungsleiter Eugen Dino. „Nicht nur bei den Planetengetriebeträgern klappt das Gewindefräsen sehr gut. Mittlerweile produzieren wir mit einem einzigen Plattensatz über 300 Gewinde mit Fräskreis-Durchmesser 29 und jeweils 64 mm Gewindelänge.“ Nicht nur die Standzeit, auch die Zusammenarbeit mit Reime bezeichnet Eugen Dino als vollkommen zufriedenstellend. Als größtes Plus des Gewindefräsens nennt der Fertigungsleiter aber nach wie vor die Prozesssicherheit. „Das kriegen Sie mit einem Billig-Werkzeuge nicht hin, schon gar nicht mit einem Gewindebohrer. Der Wendeplattenfräser ist wirklich sein Geld wert“, unterstreicht Johann Kollmeder den Kostenvorteil, der aber durch den Schneidöl-Verzicht, die Komma-Späne und die Prozesssicherheit deutlich übertroffen wird.