Drehen - eine Index-Domäne. Auch noch ein paar 1-spindlige Index-Maschinen hat Diebold in seinem nagelneu renovierten und temperierten ‚Index-Vorführraum‘ in Jungingen auf der schwäbischen Alb stehen. „Die Sache ist relativ einfach: An diesen 1-Spindlern geht so gut wie nie etwas kaputt“, begründet Geschäftsführer Hermann Diebold diese Maschinen-Strategie. Alle andere Maschinen sind zumindest mit einer Haupt- und Gegenspindel ausgerüstet oder mit zusätzlichen Motor-Frässpindeln. Gerade diese Indexmaschinen sind relativ komplex. Diese Komplexität könnten mittlerweile zwar auch viele andere Werkzeugmaschinenhersteller anbieten – „nicht aber mit der Kompaktheit, wie es Index mit seinen Maschinen beherrscht. Bestes Beispiel und Schlüsselelement dafür ist der Index-typische Kronenrevolver. Das war ein Meilenstein. Der Revolver war sehr durchdacht und einfach genial, weil wir so sehr lange Werkzeuge einsetzen konnten, ohne dabei die Bearbeitung zu stören. Lange Werkzeuge brauchen wir weil fast alle Spindeln eine mittige Durchgangsbohrung haben“.
Dauerhaftes Drehen: Mindestens 10 Jahre ohne größere Reparaturen
Die erste Index, erinnert sich Hermann Diebold, war richtig teuer, hatte sich aber damals schon rentiert, weil die Maschinen nicht nur überdurchschnittlich lange liefen und trotzdem wertstabil waren, sondern schon früh erlaubten, in zwei Schichten zu produzieren. „Eine Index läuft eigentlich mindestens 10 Jahre, bevor größere Reparaturen drohen oder eine Überholung angepeilt werden muss“, berichtet Hermann Diebold, der bislang fünf Maschinen des Esslinger Drehmaschinenherstellers retrofitten ließ – meist beim Retrofit-Spezialisten CNC-Ulmer. „Wir haben die Maschinen von analog auf digital aufrüsten lassen.“ Die Steuerungen und Schaltschränke wurden ausgetauscht, mechanische Achsen, Führungsbahnen, Schlitten und Revolver überholt. „Ab Baujahr 2007 lohnt es sich, die Indexmaschinen zu digitalisieren, weil sich ab dem Baujahr die Maschinendaten schon sehr gut erfassen lassen. Bei Index heißt das übrigens von C auf D upgraden.“ So digitalisiert lässt sich vor allem vorbeugende Instandhaltung betreiben, berichtet Hermann Diebold. Kein Vergleich seien aber die neuen Maschinen: „Mit einer nagelneuen Index können Sie ganz andere Sachen machen – nicht nur wegen dem serienmäßigen 170er Werkzeugmagazin“, das für Hermann Diebold ideal ist, weil beim Drehen auf den Maschinen zu 90 % Wiederholteile gefertigt werden.
Von der Stange den kubischen Messkopf fräsen – und bis 800 mm tief bohren
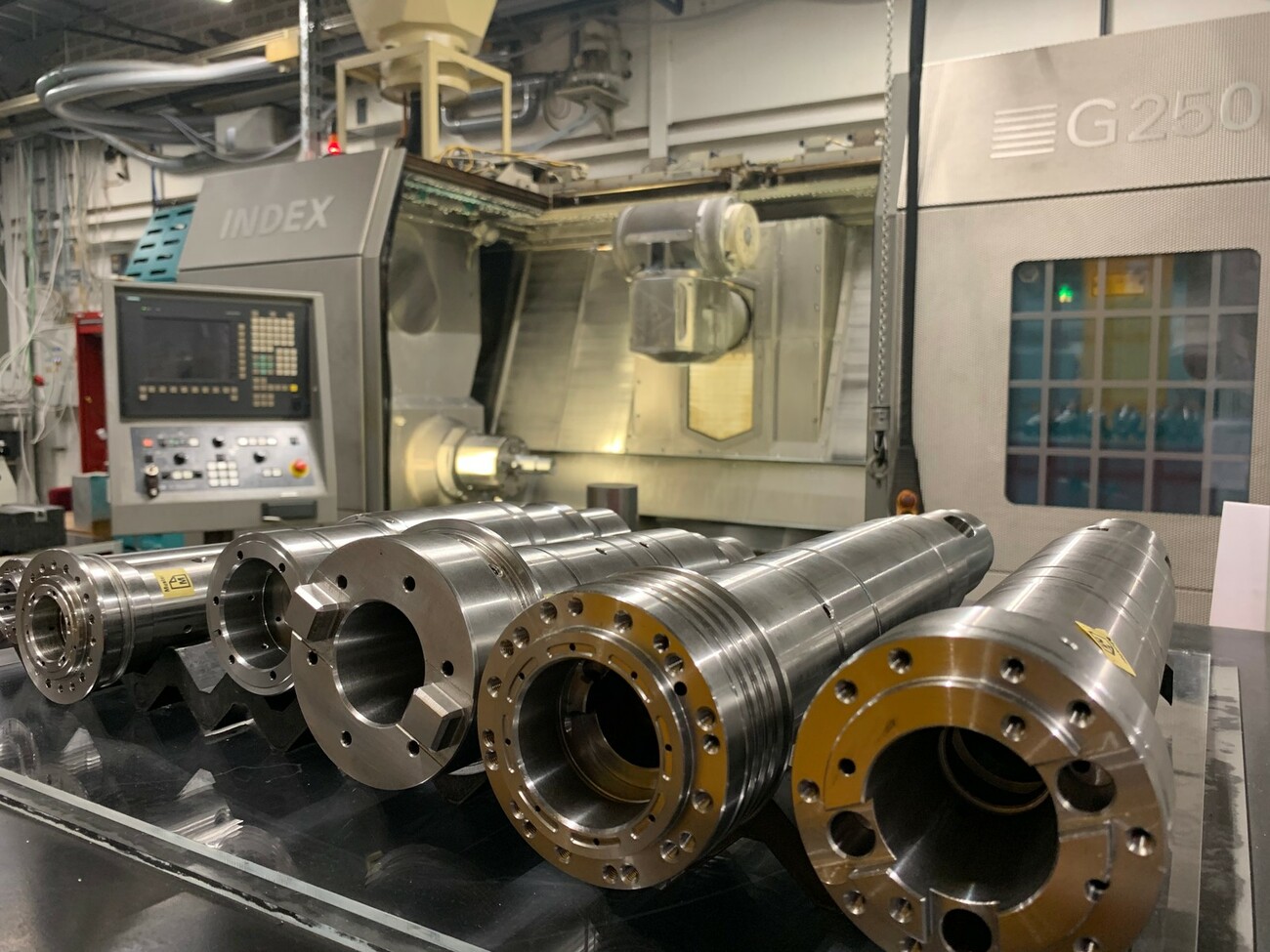
Diebold fertigt alle Hochpräzisionsteile für seine Spindel- und Messtechnik selbst: Die entscheidenden Spindelkomponenten, Werkzeughalter, Messdorne und sogar die Messköpfe für die HSK-Messgeräte. „Den kubischen Messkopf machen wir heute von der Stange aus einer Scheibe. Die Index-R-Baureihe macht daraus eben einen viereckigen Klotz, der mit Bohrungen und Taschen durchsetzt ist – alles natürlich hochpräzise und in der Gegenspindel gefinisht. Dafür brauchen Sie auf konventionellen Maschinen locker sieben Aufspannungen“, versichert Hermann Diebold – von Genauigkeiten mit Form-Lage-Toleranzen unter 1/100 mm gar nicht zu reden. „Wir schaffen es sogar, auf unseren G-Indexmaschinen Tieflochbohrungen bis 800 mm anzufertigen – und das bei einer Maschinenlänge von nur 1.500 mm. Eigentlich passen auch nur 400-mm-Werkzeuge in das Magazin einer G250. Wir haben aber ein besonders Modell im Einsatz, das über ein Tellermagazin verfügt und so auch längere Werkzeuge aufnehmen und diese langen Spindelteile fertigen kann.“
Ziel war die Komplettbearbeitung
Hochpräzise Teile fertigt Diebold auf den G- und R-Maschinen, vor allem, wenn die Teile komplex sind. „Unser Ziel war immer die Komplettbearbeitung. Die Krönung war tatsächlich die Bearbeitung unserer Spindelwellen, für die wir früher bis zu 12 Fertigungsschritte auf diversen Maschinen brauchten. Das erledigt heute eine G250 in einem Gang, eben auf einer Maschine“, berichtet Hermann Diebold.
Nächster Schritt: Digitalisierung der Werkzeuge
Maßgeblich hätte dazu natürlich auch die digitale Entwicklung beigetragen. Auch die Index-Maschinen bei Diebold bekommen ihre Programme von einem zentralen Server. Dahinter stehen diverse Programmiersysteme, die jeden Prozess vorab simulieren. „Die virtuellen Maschinen hat uns Index natürlich mitgeliefert. Aber auch hier sind wir noch lange nicht am Ende.“ Den nächsten Schritt Richtung Industrie 4.0 will Hermann Diebold durch das Auslesen der Werkzeuge tun. „Die Aufgabe heißt Digitalisierung. Wo ist das Werkzeug, wo der Fräser, der oft genug schon zerlegt in einer Schublade noch einige Standzeit vor sich gehabt hätte.“ Probates Mittel sei nicht der Unwucht erzeugende RFID-Chip. Hermann Diebold denkt eher an einen QR-Code, einen Data-Matrix-Code, der mit dem Laser aufgebracht werden kann. „Dafür entwickeln wir gerade etwas noch Besseres.“ Der Messtechnikhersteller und Tüftler will schon zur EMO ein System vorstellen, das bei einem Schrumpffutter Rundlaufgenauigkeiten von 1 µm erlaubt. „Diese hochpräzisen Aufnahmen wuchten wir dann dynamisch in zwei Ebenen mit einer ganz speziellen Technologie“, beschreibt Hermann Diebold nur noch etwas zurückhaltend das geplante System.
Monitore informieren – Werker übernehmen die Feinsteuerung
Dass die digitale Zukunft und Vernetzung bei Diebold schon angekommen ist, unterstreicht der Chef mit den Monitoren in der eigenen Fertigung. „Trotz der Digitalisierung und der vollautomatischen Einsteuerung in die Fertigung überlassen wir heute unseren Werkern die Feinsteuerung der visualisierten Aufträge.“ Die Teamleiter informieren sich mit einem Blick auf dem Monitor über die Auftragsreihenfolge – die Gruppen entscheiden dann über die detaillierte Abfolge und organisieren sich selbst, erklärt Hermann Diebold.

„Eigenverantwortung stellen wir mittlerweile in den Vordergrund. Wir können zwar alles aufwändig programmieren – erfahrene Zerspaner wissen aber sehr genau, welches Bauteil unter Beachtung der Terminsituation und dem Rüstaufwand am besten als nächstes gefertigt werden sollte.“ Oberste Prämisse sind nach Erfahrung von Hermann Diebold natürlich die Liefertermine. „Mit unserem selbst programmierten System haben wir mittlerweile rund 80 % der Terminprobleme gelöst.“ Die Daten bezieht das Diebold-System aus dem ERP. Diese Software steuert dann die Fabrik. „Denn erst, wenn man perfekt steuern kann, kann man auch ordentlich planen“, fasst Hermann Diebold seine Erfahrungen zusammen. Generell strebt der Geschäftsführer an, natürlich auch den Index-Vorführraum weiter zu digitalisieren und zu automatisieren, was aber nach Erfahrung von Hermann Diebold hohen Programmieraufwand bedeutet. „15 Maschinen, fünf verschiedene Maschinentypen – das weitere Automatisieren ist nicht so ganz einfach, sondern relativ komplex. Wir streben aber eine konsequente Automatisierungslösung an, sonst wären auch unsere bereits bestellten Automationszellen nicht mehr als Handlingsgeräte.“

Sprung in 24/7-Fertigung mit Scedio
Letztlich muss sich das ganze Unternehmen öffnen, betont Hermann Diebold. Alle relevanten Daten müssten genutzt werden. Nur dann schaffen wir auch den Sprung von der 2-Schicht-Fabrik in die 24/7-Fertigung.“ Gerade mit der dritten Schicht verbindet Hermann Diebold viele Vorteile. Größter Pluspunkt ist die Temperaturkonstanz der Maschinen, mit der die Präzision der Bauteile sowie die Standzeit von Maschinen und Werkzeugen nochmal deutlich verbessert und vereinfacht wird. „Sceduling ist das Stichwort. Unsere Software Scedio ist das ideale Tool zum effizienten Steuern der Aufträge und zur Feinsteuerung. Prognosen müssen nicht genau sein – aber die Feinsteuerung. Und damit sind wir sehr weit“, berichtet Hermann Diebold.
cd