
Hier geht nichts ohne Simulation und digitale Prozessoptimierung: Zwischen Sheffield und Rotherham liegt das Nuclear Advanced Manufacturing Research Centre (AMRC). Als Forschungszentrum mit Fertigungskapazitäten setzen die Mitarbeiter im AMRC innovative Prozesse in den Segmenten Zerspanung, Schweißen, Kontrolle und anderen Schlüsselbereichen der Fertigung im industriellen Maßstab ein.
Optimierung der Nuklear-Bauteile für Werkstücke bis 50 t
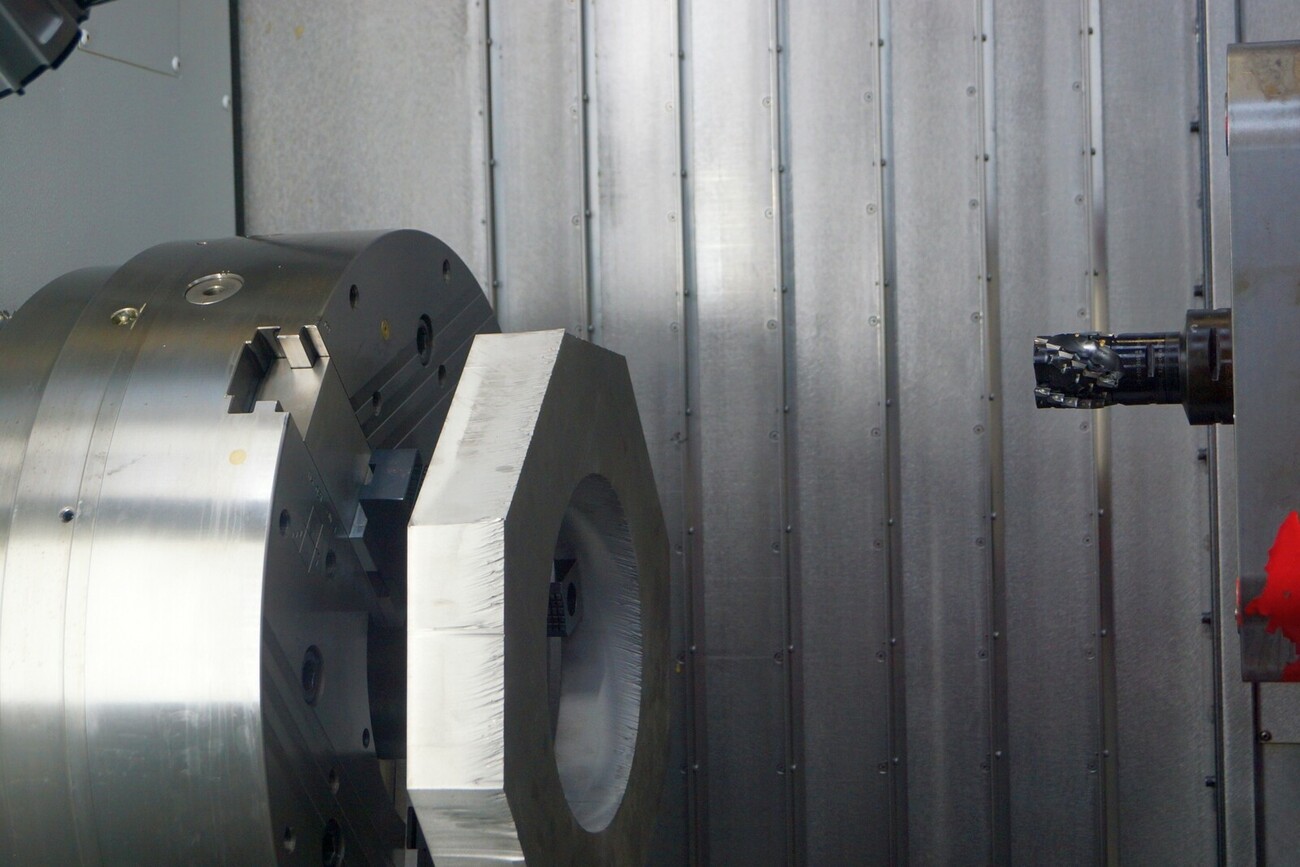
„Wir verfügen über einige der weltweit größten Bearbeitungsplattformen im Segment Forschung und Entwicklung; sie können Werkstücke bis zu 50 t aufnehmen. Die Soraluce FX-12000 ist eine der größten horizontalen Bohrwerke und kann Werkstücke bis zu 12 x 5 x 5 m aufnehmen, was zwei nebeneinander geparkten Doppeldeckerbussen entspricht. Mit der Fähigkeit, den Schneidkopf automatisch auf eine von fünf verschiedenen Optionen zu wechseln, ist es eine sehr flexible Fertigungslösung", erklärt Andrew Wright, Produktionsleiter des Teams Bearbeitungstechnologie im Nuclear AMRC. Neben dem großen Soraluce-Bohrwerk steht das Horizontal-Bohrwerk von Heckert. Die HEC 1800 kann Werkstücke bis zu 20 t mit 3,3 m Durchmesser und 2,5 m Höhe aufnehmen. Die Dörries-Vertikaldrehmaschine (VTL) ist in der Lage, Teile bis 5 m Durchmesser und 3 m Höhe zu drehen. Eine Heckert HEC 800 bietet Schwerlastbearbeitung in vertikaler oder horizontaler Achse, während das große Mehrachsen-Drehfräsen von einer DMG Mori NT6600 übernommen wird. Mit sehr eng gefassten Toleranzwerten bearbeiten die rund 35 Mio. Pfund teuren Fertigungsanlagen die oft extrem teuren Rohstoffe im Nuclear-AMRC.




Programme werden seit 2012 ausnahmslos virtuell getestet
Deshalb hat der Schutz der Werkzeugmaschinen für die Ingenieure des AMRC Priorität. Andrew Wright erörtert: „Sämtliche im CAD/CAM erstellten Programme für unsere Werkzeugmaschinen müssen eine NC-Code Simulation durchlaufen und seit unserem Start im Jahr 2012 arbeiten wir deshalb mit CGTech zusammen. Vericut hat uns von Anfang an begleitet, und es ist wichtig, dass unsere Programme ausnahmslos in einer virtuellen Umgebung getestet werden, bevor sie auf die Maschinen gehen.“
Keine Kollisionen mehr zwischen Maschine, Bauteil, Aufspannung
Für jede einzelne seiner komplexen Werkzeugmaschinen, die sowohl sehr teuer als auch schwer zu ersetzen sind, verfügt das Nuclear AMRC über detaillierte digitale Zwillinge. „Mit Vericut“, sagt Andrew Wright, „können wir also alles simulieren, um sicherzustellen, dass es keine Kollisionen zwischen der Maschine, dem Bauteil oder der Aufspannung gibt. Und natürlich auch, ob zum Beispiel die Schneide das Material verletzt oder beim Versuch in enge Arbeitsräume zu gelangen irgendwo anstößt. Wir haben zum Beispiel vor kurzem für einen Kunden ein Prototyp-Bauteil auf einer unserer größten Maschinen fertiggestellt, bei dem der Spielraum zwischen Maschine und dem großen Bauteil fast gleich Null war. Ohne einen genauen digitalen Zwilling von Werkzeugmaschine, Bauteil und Werkzeugen wäre dies ein sehr risikoreicher Prozess gewesen.“
Spezielle Schnittstelle für ununterbrochenen Datenfluss
Im Nuclear AMRC kommt eine Vielzahl von CAD/CAM-Paketen zum Einsatz, einschließlich EdgeCAM, SolidCAM und Siemens NX. Das hat Vorteile, denn so kann das Fertigungszentrum eine enge Zusammenarbeit mit verschiedenen Kunden pflegen und kann hochmoderne Algorithmen zur Erzeugung von Werkzeugwegen Händeln. „Die spezielle Vericut-Schnittstelle für jedes einzelne CAD/CAM-Softwaresystem bedeutet, dass wir beide Programme nebeneinander mit ununterbrochenem Datenfluss betreiben können. Da es sich um eine nahtlose Integration handelt, kann die Software unsere Master-Werkzeugdatenbanken und die Vorrichtungsdatenbank gemeinsam nutzen", so Andrew Wright.
Keine Zeit mehr verschwenden für Einfahren und Testen
Vericut überprüft den tatsächlichen NC-Code, den die Maschine ausführen wird, so dass potenzielle Fehler bereits auf der virtuellen Maschine entdeckt werden, bevor es in die reale Fertigung geht. „Eine unabhängige CNC-Simulationssoftware wie Vericut ist unerlässlich. Ich kann mir nicht vorstellen, warum ein Produktionsingenieur nicht darauf bestehen würde, sie zu verwenden. Wir müssen auch keine Zeit ans Einfahren und das Testen auf der Maschine verschwenden – das passiert alles in Vericut“, erläutert Andrew Wright. „Die einzige Ausnahme wären neue Funktionen, die wir noch nicht getestet haben. Zum Beispiel hat CGTech kürzlich die Plandrehkopf-Option hinzugefügt, die wir auf der Soraluce-Maschine haben. Dabei handelt es sich um einen 2-achsigen D'Andrea-Kopf, der über eine CNC-Steuerung verfügt, um Drehfunktionen ausführen zu können. Die Möglichkeit, das Schneidwerkzeug auf einem Positionierschlitten zu steuern, ermöglicht die Bearbeitung von Dichtflächen oder einem Zentrierkonus direkt auf dieser Maschine, ohne das Bauteil auf unserer Vertikaldrehmaschine umzuspannen.
Das Team im Nuclear AMRC testet ständig neue Bearbeitungstechniken, um sowohl den geometrischen Anforderungen der Komponenten und den Prozessbedürfnissen der Industrie gerecht zu werden, als auch neue Materialherausforderungen wie Legierungen mit hoher Entropie zu bewältigen.
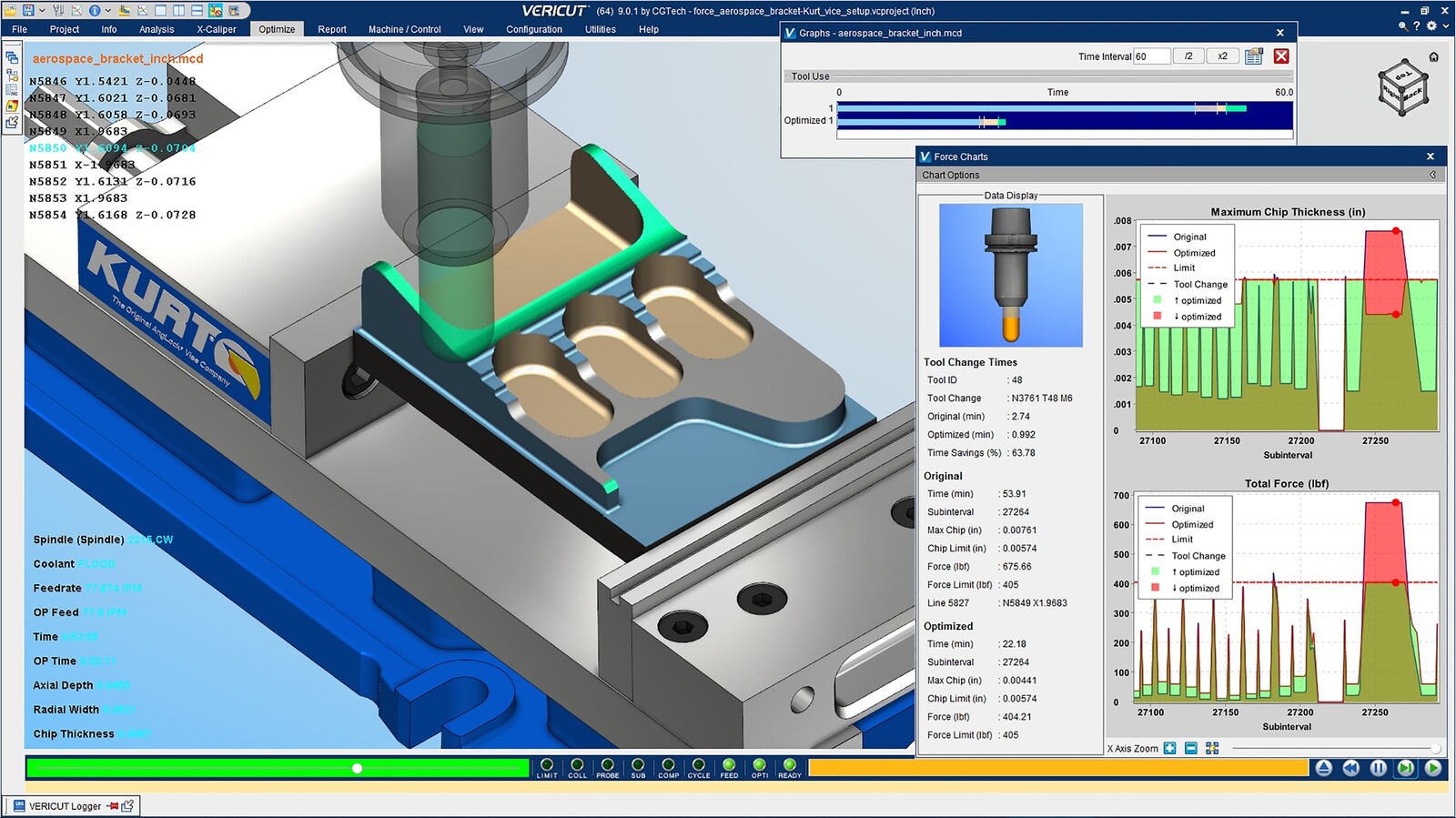
Force analysiert Bearbeitungstechniken und Standzeiten
Andrew Wright sagt: „Um diese Bereiche voll und ganz zu unterstützen, verwenden wir jetzt das Modul Vericut Force. Wenn wir uns neue und neuartige Bearbeitungstechniken ansehen, wollen wir genau wissen, was los ist. Wir geben die Force-Daten ein und nehmen einige Messungen vor, damit wir die Ergebnisse darstellen können. Force ist zudem ideal für Berechnungen zur Werkzeugstandzeit. Gerade in der Nuklearindustrie ein großes Plus, wo der Werkzeugverschleiß ein bedeutender Faktor ist. Wenn wir uns mit der Bearbeitung eines Bauteils befassen, werden die NC-Werkzeugbahnen mit Hilfe des Force-Analyse-Moduls innerhalb von Vericut überprüft, um nach Überbelastungen der Werkzeuge zu suchen.“
Mit Force sogar Zyklen und CAM-Software tauschen
Force, so Andrew Wright, ermöglicht es den Ingenieuren, die Einstellungen für die Bearbeitungen zu ändern, Zyklen und sogar die CAM-Software zu tauschen. „Wir sind bekannt dafür, teils völlig unterschiedliche CAD/CAM-Systeme zu nutzen, um einen geeigneten Werkzeugweg zu erhalten. Insbesondere für die Grobbearbeitung suchen wir nach einem stabilen und effizienten Werkzeugweg. Hier haben wir festgestellt, dass Force die besten Optionen außerordentlich gut eingrenzen kann. Wir achten auch darauf, dass wir keine Überlastungen erhalten und auf keinem Bereich der Bearbeitung zu viel zustellen. Force ist ein immens wichtiger Teil dessen, was wir jetzt tun."
Andrew Wright betont: „Was unsere Partner und Kunden nicht wollen, ist ein Risiko für die hochwertigen Komponenten. Was wir als Forschungszentrum mit Hilfe von Vericut und Force tun können, ist herauszufinden, wo genau diese Risiken liegen. Dann wissen wir, dass wir mit diesen Parametern auf der sicheren Seite sind und erzielen eine konstante Werkzeugstandzeit, weil alles erprobt und vorhersehbar ist.“
Dynamisch optimierte Werkzeugwege – und ein realistischer Prozess
Sein Fazit: „Die andere Sache, mit der wir es bei so großen Werkzeugmaschinen zu tun haben, sind sehr dynamische Werkzeugwege. Das könnte tatsächlich dazu führen, dass wir die Grenzen der Werkzeugmaschinen in Bezug auf die Beschleunigungsraten überschreiten. Mit dem dynamisch optimierten Werkzeugweg aus Vericut, der eine komplexe Geometrie bearbeitet, können wir mit modernen Zerspanungswerkzeugen und hohen Vorschubgeschwindigkeiten arbeiten. Die Grenze ist heutzutage nicht das Schneidwerkzeug, es sind andere Dinge im Prozess. Wir können diese Faktoren in einer virtuellen Vericut-Umgebung mit Force berücksichtigen, um sicherzustellen, dass der gesamte Prozess realistisch, robust und zuverlässig ist.“