Viele Fehler werden schon bei der Auswahl von Werkzeugmaschinen, Präzisionswerkzeugen und Spannmitteln gemacht, berichtete Anwendungstechniker Roland Zaugg Ende Juni während des Thementages Fräsen bei GF Machining Solutions in Schorndorf Ende Juni. Dennoch sei es möglich, ohne Kompromisse zu fräsen – und zwar komplexe Teile. Das hatte Roland Zaugg den Besuchern versichert.
Mit Werkzeugmaschinen hochpräzise Teile mit langer Laufzeit fräsen
Zwar müssten heute viele Kompromisse beim Fräsen eingegangen werden, so Roland Zaugg. Kompromisse müssten aber nicht sein. Selbst komplexe Teile lassen sich auch bei langen Laufzeiten hochpräzise fräsen. Allerdings müssten vor allem sämtliche Variablen vorab ganzheitlich betrachtet werden. Das beginnt schon beim Vergleich des Werkstoffes, weil dessen Qualität bereits relativ hohe Schwankungen aufweisen kann, aber natürlich nicht sollte. Roland Zaugg empfiehlt hier regelmäßige Materialanalysen.
Trendwerkzeuge reduzieren Fertigungskosten massiv
Nächster Schwerpunkt seien die Werkzeuge. Nicht lange Werkzeugstandzeiten seien anzustreben, sondern höhere Vorschübe. Denn 20% höhere Werkzeug-Standzeiten würden die Fertigungskosten nur um etwa 0,6% reduzieren. 20% höherer Materialabtrag würde dagegen aber mit einer Fertigungskostenreduktion von bis zu 15% zu Buche schlagen, weil diese direkt die Maschinenstunden und natürlich auch die Personalkosten des Auftrags verkürzt. „Neue Werkzeuge und neue Werkzeugtechnologien sind daher immer lukrativ, wenn diese die Prozesszeiten verkürzen“, betont Roland Zaugg.
Chemie beeinflusst Werkzeugstandzeiten entscheidend
Um dennoch auch die Standzeiten der Werkzeuge zu optimieren, empfiehlt der Anwendungstechniker, vor allem die Härte und Zugfestigkeiten der Werkzeuge im Auge zu behalten. „Entscheidend für die Werkzeuglaufzeiten sind oft die chemischen Zusammensetzungen. Jeder Werkzeughersteller liefert zwar die drei wichtigsten Bearbeitungsparameter mit und empfiehlt Schnittgeschwindigkeit, Vorschub und Zustellung. Diese Werte können aber je nach gewählter Prozessstrategie und den gegebenen Maschinencharakteristiken wie Steifigkeit oder Dynamik stark variieren und zu sehr unterschiedlichen Ergebnissen führen.“
Drehmoment an der Spindel ist die wichtigste Größe
Bei den Werkzeugmaschinen sei dagegen das Drehmoment die wichtigste Größe, sagt Roland Zaugg. „Schauen Sie auf S1, die Dauerleistung in der gewählten Drehzahl, die von der Spindel auf das Werkzeug gebracht wird.“ S6, die Maximalleistung, sei aber dann wichtig, wenn kurzfristig höchst mögliches Drehmoment und Leistungen abzurufen sind, wie etwa beim Bohren oder Eintauchen ins Material. Aber nicht nur die Spindeln sind wichtig. „Es kommt auf die gesamte Maschinenperformance an.“ Um ordentliche Schnittparameter zu erreichen, sollte die Maschine Beschleunigungen von größer 1,5 G liefern können und auch den Ruck gut abgestimmt haben, um möglichst konstante Schnittbedingungen zu erreichen. „Allerdings ist es eine Illusion bei kleineren Bauteilen, mit mehr als 10 m/min Vorschubgeschwindigkeit eine gute Konturgenauigkeit zu erreichen.“ Im Eilgang zu fahren, betont Roland Zaugg, würde deshalb die Maschine auch schon thermisch überfordern.
Tonnenfräser zeigt die Vorteile des 5-Achs-Fräsens
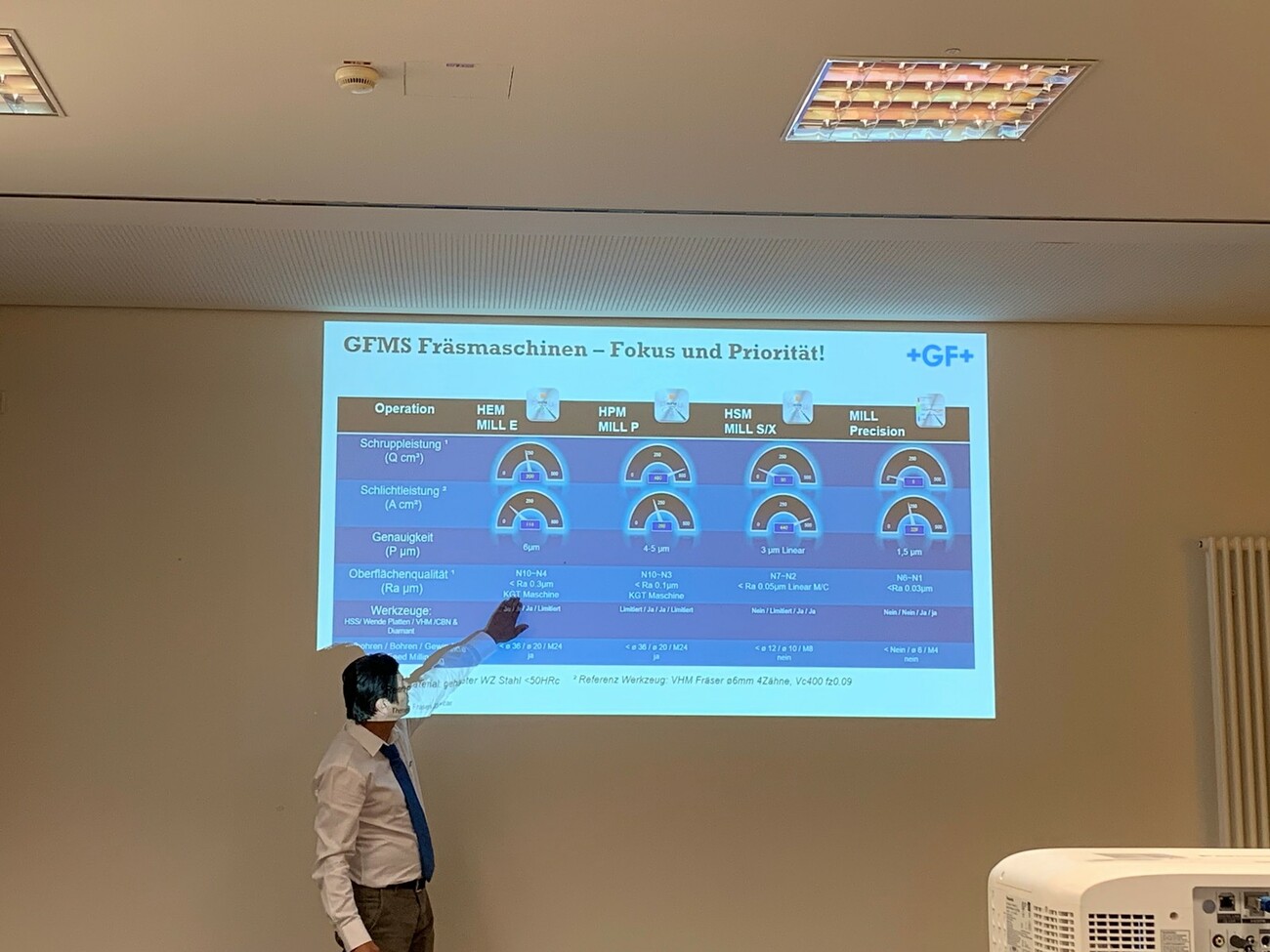
Wichtig sei in punkto maximalen Vorschub und Drehzahl, welche Werkzeuge verwendet werden: HSS, Hartmetall-, Wendeschneidplatten-Werkzeuge, CBN oder Diamant stehen zur Wahl. „Hochvorschubwerkzeuge sollten beispielsweise nicht auf Maschinen mit Linearantrieb verwendet werden. Kugelgewindetrieb-Maschinen, so Roland Zaugg, seien da klar im Vorteil. Ein Fall hätte erst kürzlich gezeigt, dass bewährte Prozesse eben nicht einfach 1:1 auf neue Maschinen übernommen werden können. Die Maschinen müssen für die Werkzeuge geeignet sein – oder eben umgekehrt. Das würde vor allem die neuen Trendwerkzeuge für HDC (hochdynamisches fräsen) sowie trochoidales Fräsen oder das Schlichten mit Kreissegmentfräsern betreffen. Gerade aber die sogenannten Tonnenfräser hätten nach Erfahrung von Roland Zaugg aber gezeigt, welche Vorteile durch das 5-Achs-Fräsen erzielt werden können – dadurch hätte sich die Fräs-Welt revolutioniert.
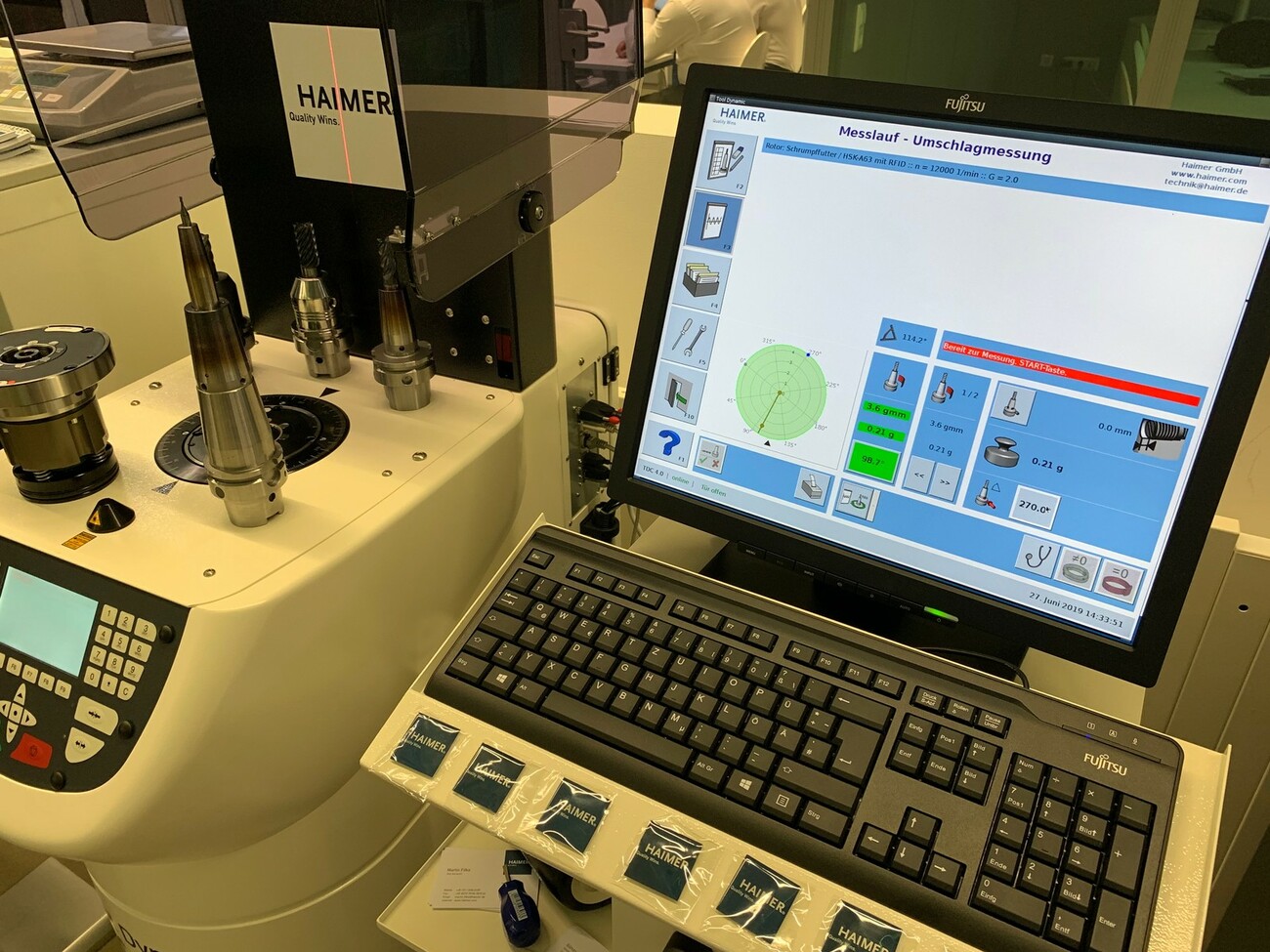
Mit gewuchteten Werkzeugen 40 Mal schneller
„Wer nur in Werkzeugmaschinen investiert, hat keinen Vorteil“, sagt Roland Zaugg. Wichtig sei es, die Vorteile der modernen Werkzeuge nutzen zu können. „Und ganz wichtig: wuchten Sie Ihre Werkzeuge. Das schont die Spindel und erlaubt, deutlich höhere Drehzahlen zu fahren und damit viel bessere Oberflächen erreichen zu können.“ Entscheidend sei aber das Gesamtwerkzeug (also Aufnahme und Werkzeug) zu wuchten, betont Haimer-Key-Account-Betreuer Martin Filko. Auf jeden Fall wuchten sollte man Weldonfutter, aber auch Hydrodehnspannfutter und Schrumpffutter oder auch Aufnahmen mit eingeklebten RFID-Datenträgern. „Sind beispielsweise Weldonfutter nicht gewuchtet, empfehlen die Wuchtgeräte meist nur noch mit Drehzahlen von rund 300 min-1 zu fräsen, statt der beispielsweise sonst erreichbaren 12.000 min-1.“ Das würde nach natürlich massive Produktivitätsverluste zur Folge haben – senkt ziemlich sicher auch die Spindel-Lebensdauer – und hinterlässt auf den bearbeiteten Teilen meist Rattermarken. Einfacher und besser sei es, empfiehlt Haimer-Berater Martin Filko, die kompletten Werkzeuge generell zu wuchten. Zum Ausgleich hätten beispielsweise die Haimerfutter standardmäßig Gewindebohrungen, in die zielgenau nach Empfehlung der Wuchtmaschine die passenden Ausgleichsgewichte eingeschraubt werden können. „Unterm Strich können Sie nur so die volle Performance Ihrer neuen Werkzeugmaschine nutzen und die volle Leistung herausholen, wenn alle Komponenten des Fräsprozesses aufeinander abgestimmt sind“, versichert Roland Zaugg.