von Harald Klieber
Als nicht wirklich machbar galt bis dato das Fräsen von exakten 90°-Schultern, dem gleichzeitigen Erzeugen von Grund- und Seitenwandfläche mit acht nutzbaren Schneiden pro Wendeschneidplatte. Ebenso konnte beim Hochvorschubfräsen kaum über 2 mm pro Schneide zugestellt werden. „Diese Bestmarken konnten wir mit unseren neuesten Werkzeuggenerationen tatsächlich übertreffen. Der 90°-Fräser wird uns momentan geradezu aus der Hand gerissen“, beschreibt Dr. Uwe Schleinkofer, R&D-Cutting-Tools-Leiter beim Werkzeughersteller Ceratizit im österreichischen Reutte, die Marktakzeptanz des MaxiMill 491.
Universeller Hochvorschubfräser – auch für schwächere Maschinen
Nicht minder spektakulär ist nach Einschätzung von Josef Prast, dem Leiter der Tooling Academy in Reutte, der Hochvorschubfräser. Denn der HFC19 mit 6 mm starker Wendeplatte wartet mit sehr stabiler Geometrie auf und kann eben hohe Vorschübe und maximale Zerspanungsvolumina realisieren. „Großer Pluspunkt ist die universelle Einsetzbarkeit in Stahl, Guss, Superlegierungen, Titan und rostfreiem Stahl.“ Allerdings, so Josef Prast, verlangt der HFC19 dafür schon ordentliche Spindelleistungen für maximale Effizienz. „Wer das Werkzeug richtig ausnutzen will, sollte schon eine Maschine mit rund 1.000 Nm zur Verfügung haben. Das Schöne ist aber an dem Fräser, dass er auch auf deutlich schwächeren Maschinen mit moderaten Vorschüben verwendet werden kann“, unterstreicht Josef Prast den durchwegs universellen Charakter des HFC19. So kann der Hochvorschubfräser auch in Titan sehr wirtschaftlich bei geringen Drehmomenten eingesetzt werden. „Das liegt vor allem an der speziellen Spanstufenausgestaltung, die diese Multifunktionalität gewährleistet“, schildert Fräswerkzeug-Entwickler Peter Burtscher die geometrischen Vorteile. Das Geheimnis sei die spezielle geometrische Anordnung der Schneide, die beim Planfräsen, Freiformflächenfräsen und beim dafür nötigen Eintauchen bis hin zum Kavitätenfräsen ihre Stärken ausspielt.
Elliptische Geometrie sorgt für riesige Bandbreite – auch beim Werkstückmaterial
„Die Bandbreite der HFC19-Werkzeuge ist riesig. Wir haben sieben verschiedene Sorten und zwei Spanleitstufen (F40 und M50) im Standardprogramm definiert“, berichtet Robert Frei, Produktmanager Fräsen bei Ceratizit. Die Fräs-Ergebnisse seien dabei mehr als beachtlich. „Momentan wird der Fräser vorwiegend im Stahl eingesetzt. Dort können wir tatsächlich Zustelltiefen bis 3,3 mm fahren.“ Auf der anderen Seite, so Peter Burtscher, könnten aber auch die Standzeiten deutlich verlängert und die Vorschübe heraufgesetzt werden, wenn die Schnitttiefen entsprechend reduziert werden. „Der HFC19 ist tatsächlich ein absolut universelles Werkzeug – sowohl beim Material wie auch bei der Maschinenauswahl.“ Letztlich ausschlaggebend für die Universalität und Leistungsfähigkeit ist nach Angaben von Peter Burtscher die elliptische Form der Platte. „Wichtig für die optimale Performance ist natürlich, dass gute Plan- und Rundlaufeigenschaften erreicht werden“, erklärt Konstrukteur Peter Burtscher die Grundsätze der HFC19-Präzision und die Anforderung an das Trägerwerkzeug. Nicht unerheblich sei natürlich das Zusammenspiel von Geometrie und Trägerwerkzeug, kombiniert mit ausgewählten Schneidstoffen und Beschichtungen. „In punkto Trägerwerkzeug ist eine äußerst stabile Anlagesituation der Wendeschneidplatte im Plattensitz von größter Bedeutung. Entsprechend haben wir die Anlageflächen optimiert, was auch die Handhabung für die Montage der Platten massiv erleichtert“, erklärt Josef Prast.
Einzigartige Beschichtungen − kaum Vibrationen
Ähnlich innovativ ist Ceratizit auch bei den Beschichtungen für den HFC19 vorgegangen: „Die Beschichtungen sind einzigartig. „Ceratizit ist das einzige Unternehmen, das Titandiborid im CVD-Prozess abscheiden kann.“ Entscheidend dabei ist es, erklärt Dr. Uwe Schleinkofer, das Bor prozesstechnisch zu beherrschen, um Beschädigungen von Beschichtungsanlagen zu vermeiden. Das Ergebnis, so der R&D-Leiter für die Cutting-Tools bei Ceratizit, ist mehr als beeindruckend: „Mit dem HFC19 ist auch aufgrund der Beschichtung Vieles machbar, eben nicht nur das klassische Highfeedcutting, sondern auch effizientes Titanfräsen. Angepasst an die hohen Spanvolumina ist auch der Grundkörper des Systems, der über optimierte Spanräume verfügt, die das optimale Ausbringen der Späne gewährleisten.“ Darüber hinaus, so erläutert Uwe Schleinkofer, werden die Zerspanungskräfte vorwiegend in axialer Richtung gelenkt. So entstehen selbst bei langen Werkzeugauskragungen kaum Vibrationen und die Standzeit der Wendeschneidplatten wird erhöht. Die Ungleichteilung sorgt zudem für perfekte Laufruhe.
Fast 60% schneller als der Wettbewerb und dreifache Standzeit
Mehrere Anwendungstests hätten die enorme Performance des HFC19 auch gegenüber dem besten Wettbewerbsprodukt bewiesen: So konnten bei einer Schnittgeschwindigkeit von vc 50 /min in Titan sowohl beim Vorschub pro Zahn (fz 0,71 mm; Wettbewerb 0,25 mm) als auch bei der Schnitttiefe (ap 3,3 mm; Wettbewerb 3,0 mm) deutlich höhere Werte gefahren werden. Dementsprechend sei auch das Ergebnis erstaunlich gewesen: Mit dem HFC19 konnte die Bearbeitungszeit nicht nur um fast 60% reduziert, sondern auch dreimal mehr Bauteile gefertigt werden. Demnach seien Fertigungsbetriebe, die möglichst viel Material in kürzester Zeit zerspanen möchten, mit dem Hochvorschubfrässystem von Ceratizit bestens beraten, versichern die Experten.
Einzige Platte, die absolut exakte 90° fräst
Absolut exakte 90°-Schultern verspricht Ceratizit durch den Einsatz des MaxiMill 491. „Das kann sonst keiner“, betont Robert Frei. Als Hauptgrund führt der Produktmanager vor allem die Geometrie, der quadratischen Wendeschneidplatte an. „Die präzisionsgeschliffenen, in H-Toleranz gefertigten Schneidkanten haben einen speziellen geometrischen Verlauf, der im Zusammenspiel mit der Einbaulage der Wendeschneidplatte eine 100%-ige 90°-Winkligkeit an der Bauteilschulter ergeben“, erklärt Peter Burtscher das Geheimnis der Präzision.
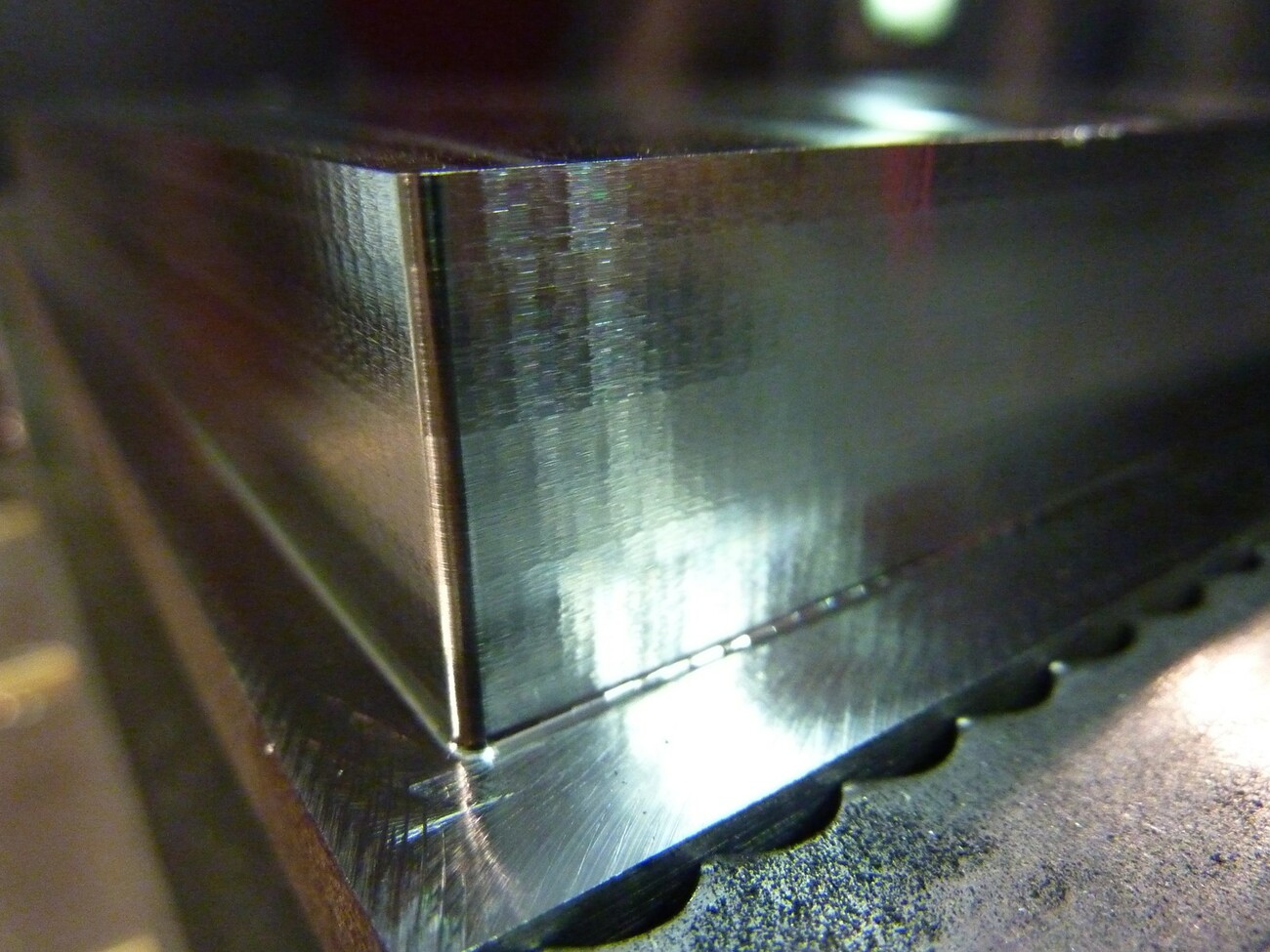
Komplexe Geometrie – präzisionsgeschliffen
Die für das Werkzeug nötige Freigängigkeit erzielt Ceratizit im Wesentlichen durch die Einbaulage der Platte im Trägerwerkzeug sowie durch die definierten Schneidkanten entlang der Schulter- und Planflächen. „In der Tat ist die Platte mit ihren vielen Einzelflächen, die wir alle präzisionsschleifen, ein sehr komplexes Gebilde. Und wenn Sie genau hinsehen, erkennen Sie auch die vielen einzelnen Facetten, aus denen jede Schneidkante besteht. In Summe, so Academy-Leiter Josef Prast, ist die MaxiMill 491 Platte die beste Lösung zum 90°-Schulterfräsen, aber auch ideal zum Fräsen von qualitativ hochwertigen Bodenflächen. „Das Werkzeug ist sensationell gut“, versichert auch Konstrukteur Peter Brutscher, der damit vor allem die perfekte Spanbildung unterstreicht, die letztlich weder Spanklemmer noch Oberflächenkratzer verursachen. Bei Zustellungen von maximal 8 mm entsteht an der Bauteilseitenwand eine maximale Welligkeit von 0,03 mm, was sich bei geringen Schnitttiefen noch weiter reduziert. Bei kleineren Vorschüben und Zustellungen können nach Angaben von Peter Burtscher glatte bis absolut ebene Oberflächen gefräst werden, bei denen kaum noch Bearbeitungsspuren zu sehen und erst recht nicht mehr zu spüren sind − auch nicht mehr mit dem Fingernagel.