Steifigkeit, robuster Konstruktion, angepasste Kühlmittelbohrungen und die Geometrie der einzigartigen V-förmigen Wendeschneidplatten − das sind nach Angaben von Mitsubishi Materials die Vorteile der etablierten Fräserserien VFX5 und 6. Mit dem Gesamtansatz ließen sich bis dato bereits herausragende Spanvolumina von bis zu 500 cm³/min in Fräsanwendungen bei gleichzeitig akzeptabler Standzeit des Werkzeugs erzielen, erklärt der Werkzeughersteller. Jetzt verfügt die Serie VFX zudem über die neue, weiterentwickelte Sorte MP9130 für extra Leistung und Zuverlässigkeit, verspricht der Hersteller. MP9130 wird aus einem Substrat aus ultrafeinem Hartmetall gefertigt. Sie bietet mehr Verschleißfestigkeit und Härte und dadurch eine längere Werkzeugstandzeit. Die Verwendung der neuesten PVD-Beschichtungstechnologie mit dem Al-Ti-Cr-N-Mehrlagenbeschichtungsverfahren garantiert ein Optimum an Verschleiß- und Hitzebeständigkeit. Die Kombination dieser Eigenschaften bietet hervorragende Bruchfestigkeit und einen sehr niedrigen Reibungskoeffizienten um Aufbauschneidenbildung zu vermeiden, was notwendig für die effektive Bearbeitung von Titanlegierungen ist.
Positiver Anschnitt trotz stabiler Schneidkante
Die Schneidkantengeometrie verfügt über eine mehrstufige konvexe Spanfläche für einen positiven Anschnitt trotz stabiler Schneidkante. Die Geometrie simuliert die Wirkungsweise eines VHM-Schaftfräsers, um eine überdurchschnittlich qualitative Schulter zu erzielen. Aufgrund des hohen Zerspanvolumens muss die Wendeschneidplatte fest im Plattensitz verankert sein. Für den Typ VFX6 geschieht dies mit einer stabilen Schraube, die mit dem empfohlenen Drehmoment von 5,0 Nm angezogen wird, um die doppelte V-Form und die großflächige Wendeplattenanlage optimal ausnutzen zu können.
Innovatives System interner Kühlmittelbohrungen
Die Plattensitze wurden mit einer großen axialen Kontaktfläche und einer doppelten V-Form mit radialen Anlagepunkten konstruiert, um die WSP sicher im Plattensitz zu halten und um eine hohe Wiederholbarkeit der WSP-Positionierung sowie eine optimale Belastungsverteilung sicherzustellen. Die VFX-Fräskörper sind aus 42 CrMo4-Stahl gefertigt, der wegen seiner strukturellen Steifigkeit und Beständigkeit selbst unter hoher Belastung und Temperatureinwirkung gewählt wurde. Die Körper verfügen auch über ein innovatives System interner Kühlmittelbohrungen mit austauschbaren Austrittsdüsen in verschiedenen Durchmessern. Diese können je nach verfügbarem Kühlmitteldruck ausgetauscht werden, um den Spanfluss positiv zu beeinflussen. Die neuesten Fräser mit drei Zahnreihen sind dank der neuen Geometrien ideal für die Zerspanung von hohem Spanvolumen, wie beispielsweise beim Vollnutenfräsen. In Verbindung mit dem LS-Spanbrecher können die Leistungsvorteile optimal ausgenutzt werden. Die VFX5-Fräser sind in den Größen von 40 bis 80 mm Durchmesser und der größeren Serie VFX6 von 63 bis 100 mm erhältlich. Die VFX5- und VFX6-Platten der Sorte MP9130 verfügt über MS-Spanbrecher mit Eckradien 0,8 bis 5 mm, die HS/LS-Spanbrecher Eckradien von 0,8 bis 1,2 mm.
5-schneidiger Schaftfräser für Schultern und Vollnuten
Ebenfalls neue Werkzeuge entwickelt hat Mitsubishi Materials für die VQ-Serie: Ein neuer 5-schneidiger Hochleistungs-Schaftfräser zur Bearbeitung von Titanlegierungen ergänzt ab sofort das Sortiment. Das neue Modell wurde speziell für das tiefe Schulter- und Vollnutfräsen mit einer Tiefe von bis zu 2xD entwickelt. Seine besondere Eignung für diese Anwendungen verdankt es der optimierten variablen 5-schneidigen Spiralgeometrie. Diese Bauweise sorgt nicht nur für gute Vibrationskontrolle, sondern bietet außerdem ideale Voraussetzungen für eine verbesserte Spanabfuhr. Der fließende Übergang vom Eckradius zur umlaufenden Schneide wirkt zudem übermäßigem Verschleiß entgegen und sorgt auch bei großen Schnitttiefen für hohe Stabilität, verspricht der Hersteller.
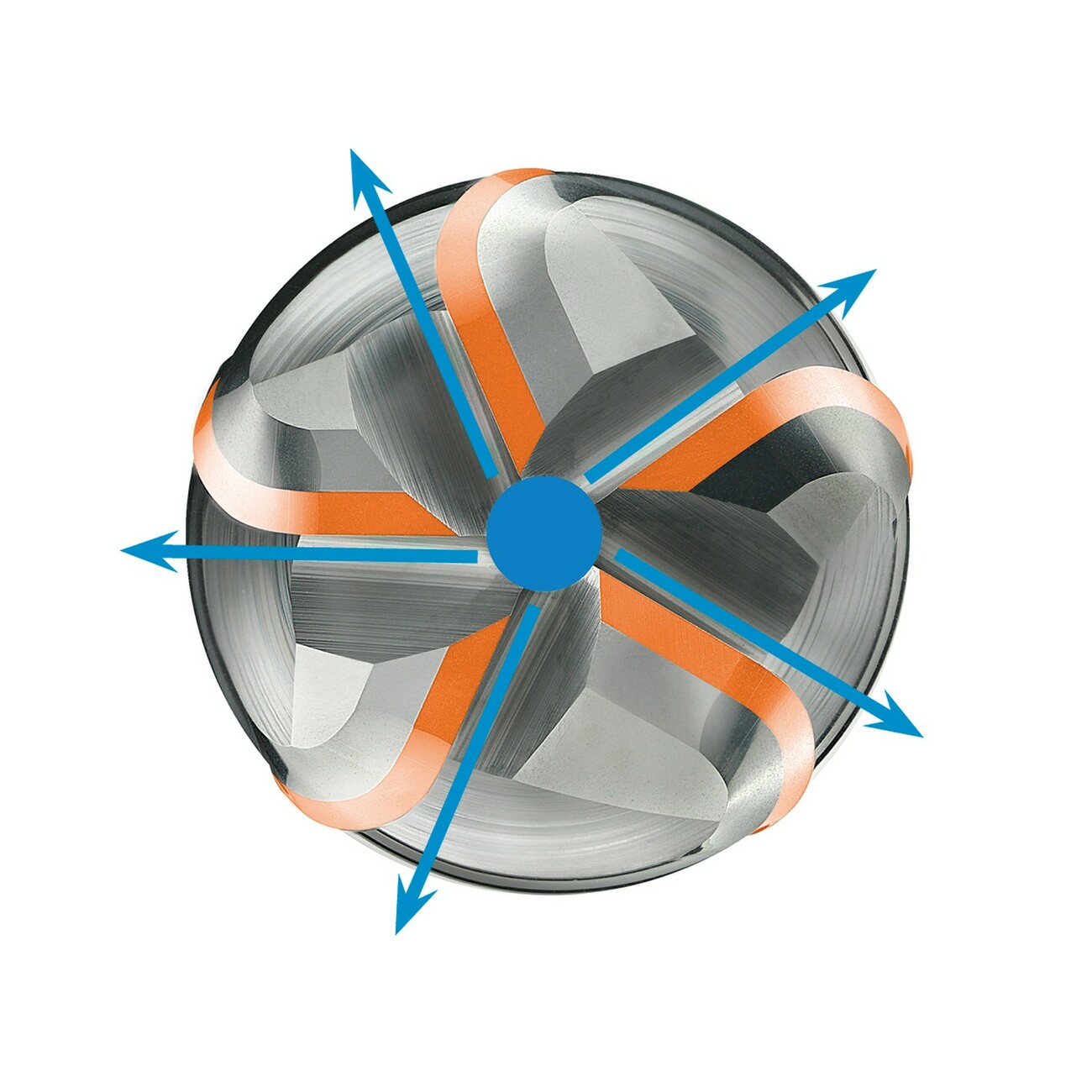
Mittige Bohrung versorgt Schneidkanten zuverlässig
Dank der mittig angeordneten Kühlbohrung gelangt stets genügend Kühlmittel an die Schneidkanten. Dieser Aspekt ist laut Mitsubishi von entscheidender Bedeutung, denn er steigert die Effizienz bei der Bearbeitung: Das hohe Spanaufkommen in den großen Tiefen, für die diese Schaftfräser ausgelegt sind, wird schnell abgeführt. Noch weiter steigern lässt sich die Effizienz durch optimierte Schneidparameter und eine optimale Programmierung des Verfahrwegs. Dann lassen sich mit dem Werkzeug Spanabfuhrraten bis zu 250 cm³/min in Titanlegierung erreichen.
Verschleißfestigkeit durch Beschichtung
VQ-Schaftfräser werden mit der innovativen Miracle Sigma (Al, Cr)N-Beschichtung versehen, was eine deutlich höhere Verschleißfestigkeit ermöglicht. Die Oberfläche der Beschichtung ist einer Glättung unterzogen worden, die zu einer extrem glatten Oberfläche, verringertem Schnittwiderstand und verbesserter Spanabfuhr führt. Durch die extrem hohe Hitze- und Oxidationsbeständigkeit und den geringeren Reibungskoeffizienten der neuen Beschichtung kann diese neue Generation von Schaftfräsern die Leistung voll ausspielen. Selbst unter härtesten Fräsbedingungen oder bei der Bearbeitung von schwer zerspanbaren Werkstoffen kann der Werkzeugverschleiß deutlich vermindert werden. Mit der laut Mitsubishi ebenso einzigartigen Zero-μ-Oberfläche behält die Schneidkante ihre Schärfe. Während frühere Technologien häufig zu verminderter Schärfe führten, verbessert die Zero-μ-Oberfläche Glätte und Schärfe bei gleichzeitig längerer Werkzeugstandzeit. Der Fräser ist in drei Größen mit 16, 20 und 25 mm Durchmesser bzw. mit Eckradien von 3 (Ø16) und 4 mm (Ø 20 und 25) erhältlich. Als Sonderanfertigung sind auf Wunsch auch andere Eckradien lieferbar.
cd